Предлагается для измерения среднего диаметра внутренней резьбй во впадины витков нарезки помёщать калиброванные шарики и измерять диаметр касательной к поверхности шариков окружнрс1и помощью вводимого между шариками цилиндрического гладкого калибра; величина I диаметра используется затем В| соответствующей формуле. Для выполнения этого способа предлагается пользоватьря при вводе шариков разрезной пружинящей обоймой с прорезами или применять особую цилиндрическую вставку с каналом.
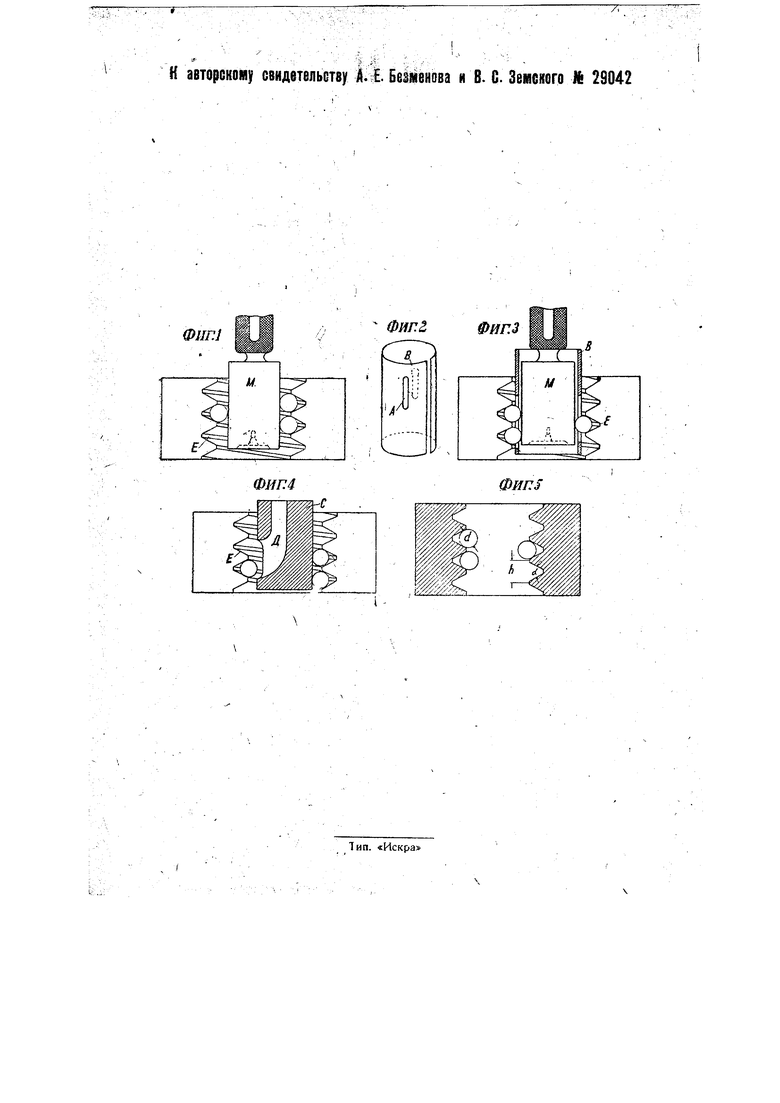
На чертеже фиг. 1 изображает применение первого, варианта предлагаемого метода; фиг. 2 и 3-обойму и способ ,по второму варианту; фиг. 4-способ по третьему варианту со вставкой; фиг. 5- теоретическую расчетную формулу способа., .
Предлагаемый способ измерения среднего диаметра внутренней резьбы с применением шариков и предельной гладкой пробки (цилиндрического гладкого калибра) одинаково применим как для цилиндрической, так и для конической резьбы и имеет три варианта.
По первому варианту (фиг. 1) шарики вставляются на смазочном веществе, например, вазелине. Они вставляются во впадины витков нарезки Е и плотно прижимаются к боковым сторонам, после чего вводится гладкая пробка М. Пробка имеет проходную и браковочную сторону, разница в размерах которых равна допуску для среднего диаметра внутренней резьбы. Точность измерения может Лежать в пределах самых точных допусков на резьбу.
Присутствие смазочного вещества на точность измерения не влияет, так как шарики имеют соприкосновение только в трех точках. Возможна установка нескольких шариков от трех и больше как вдоль по нитке резьбы, так и параллельно оси.
По второму варианту (фиг. 2 и 3) в отличие от первого предлагается удержание шариков в определенных (назначенных) местах производить вставлением тонкой стальной разрезной обоймы В с прорезами А для шариков (фиг. 2).
Толщина обоймы должн быть достаточно мала, чтобы не мешать пройти проходной и браковочной сторонам пробки. Для измерения резьбовое кольцо (фиг. 3) кладется бок и осторожно, руками или пинцетом, устанавливаются шарики 2 или более на боковых сторонах впадин витков резьбы. После этого, немного
сжав обоййу рукой, вставляют ее в отверсуие резьбовой гайки так. чтобы прорез,Л пришелся на шариках. Затем Обойму отпускают, она разжимается и не дает шарикам упасть. Далее кольцо переворачивают на 180°, так что шарики уже находятся наверху, и вводят другие шарики в уширение прореза В, подвигая одновременно обойму вдоль оси так, чтобы шарик сел на свое место. Обойма крепко прижимает шарики к сторонам впадин резьбы и не дает им упасть. После этого вводят предельную гладкую пробку. Если проходной конец пробки проходит, а браковочный не проходит, то можно считать резьбовую гайку принятой по элементу среднего диаметра.
По третьему варианту (фиг. 4) так же, как и в двух вышеописанных кладется на ребро и в нее вставляются два (или больше) шарика. Затем вводится проходная сторона пробки, в которой сделан канал, диаметром большим диаметра шарика, так, .чтобы шарик мог свободно проходить.
У конца канала сделан скос так, чтобы когда шарик, пройдя канал, попадет во впадину нарезки гайки, можно было бы повернуть калибр на некоторый угол.
Конструкция пробки может быть употреблена существующая; пробки могут быть предельными односторонними или предельными двухсторонними. Само собой разумеется, что для проверки конической резьбы нужно употреблять конические предельнь1е калибры (пробки). Во всем остальном для контроля Среднего диаметра конической резьбы ничем не отличается от такового цилиндрической резьбы.
Расчет среднего диаметра внутренней резьбы аналогичен расчету его в известном методе трех проволочек. Обозначая величину среднего диаметра F, а величину размера пробки (проходящей между шариками, касаясь их) через М, имеем:
h , а
F /W-f jfl-f--1 -2-
а зш-
где d-диаметр шарика : h - шаг резьбы а - угол профиля резьбы (фиг. 5).
Если принять во внимание угол подъема резьбы, то к формуле нужно прибавить поправочный член „8, где:
5. d-h-а а
Т (Для метрической резьбы 3 0,676с з)
и формула примет вид: 1
F Af+rf 1 +
dr
sm
Величина среднего диаметра F имеет возможность 4солебаться в пределах соответствующего допуска.
Этот же самый допуск будет действителен и для р&мер.ов М гладкой пробки.
т.-е. величина
max - min max - min.
Желательно брать шарики с диаметрами, равными диаметрам употребляющихся проволочек. Тогда существующие таблицы этого метрда будут с некоторыми изменениями действительны и в данном случае.
-i Предмет изобретения.
1.Способ измерения среднего диаметра внутренней резьбы отличающийся тем, что во впадины витков, нарезки помещают калиброванные и1..арики между которыми вводится цилиндрический гладкий калибр для определения диаметра окруж-v ности, касательной к/поверхности шариков для использования полученной величины диаметра в соответствующей формуле.
2.Для осуществления способа по п. 1 примеь}ение разрезной для пружинения обоймы В (фиг. 2), снабженной прорезами А для размещения в них и удержания шариков, в каковую обойму вводится указанный в п. 1 калибр.
3.При осуществлении способа по п. 1 применение цилиндрической вставки С (фиг. 4), снаб кенной каналом , с целью ввода шариков во впадины между витками.
Фиг.1
Фиг.2,