
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРАРЕЗЬБЫ | 1972 |
|
SU332311A1 |
| Устройство для контроля среднего диаметра резьбы | 1980 |
|
SU937977A1 |
| Устройство для контроля параметров наружной резьбы деталей | 1986 |
|
SU1362910A1 |
| ПРИБОР ДЛЯ КОНТРОЛЯ КОНУСНОСТИ ТРУБНЫХ РЕЗЬБ | 1967 |
|
SU223385A1 |
| Способ контроля среднего диаметра резьбы и устройство для его осуществления | 1991 |
|
SU1796859A1 |
| Устройство для контроля среднего диаметра резьбы | 1983 |
|
SU1180671A1 |
| Способ контроля среднего диаметра наружной конической резьбы | 1989 |
|
SU1634971A1 |
| Устройство для контроля метчика | 1990 |
|
SU1758400A1 |
| Устройство для контроля средних диаметров резьб | 1975 |
|
SU606092A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ДЕТАЛЕЙ НА РЕЗЬБОШЛИФОВАЛЬНОМ СТАНКЕ | 2008 |
|
RU2397061C2 |
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - расширение номенклатуры контролируемых изделий путем обеспечения возможности измерения среднего диаметра резьбовых изделий с канавками. Это достигается тем, что во впадину между витками резьбы размещают третью опорную проволочку и контролируемое изделие, например метчик, базируют в призму с углом опорных плоскостей 60 После этого измеряют расстояние на верхней свободной образующей цилиндра измерительной проволочки до верхней отсчетной плоскости призмы и расчетным путем определяют средний диапазон метчика. 2 ил.
а
Is9
Ийобретение относится к мапшно- строению, а именно к средствам контроля резьб.
Цель изобретения - расширение номенклатуры контролируемых изделий путем обеспечения возможности измерения среднего диаметра резьбовых изделий с канавками.
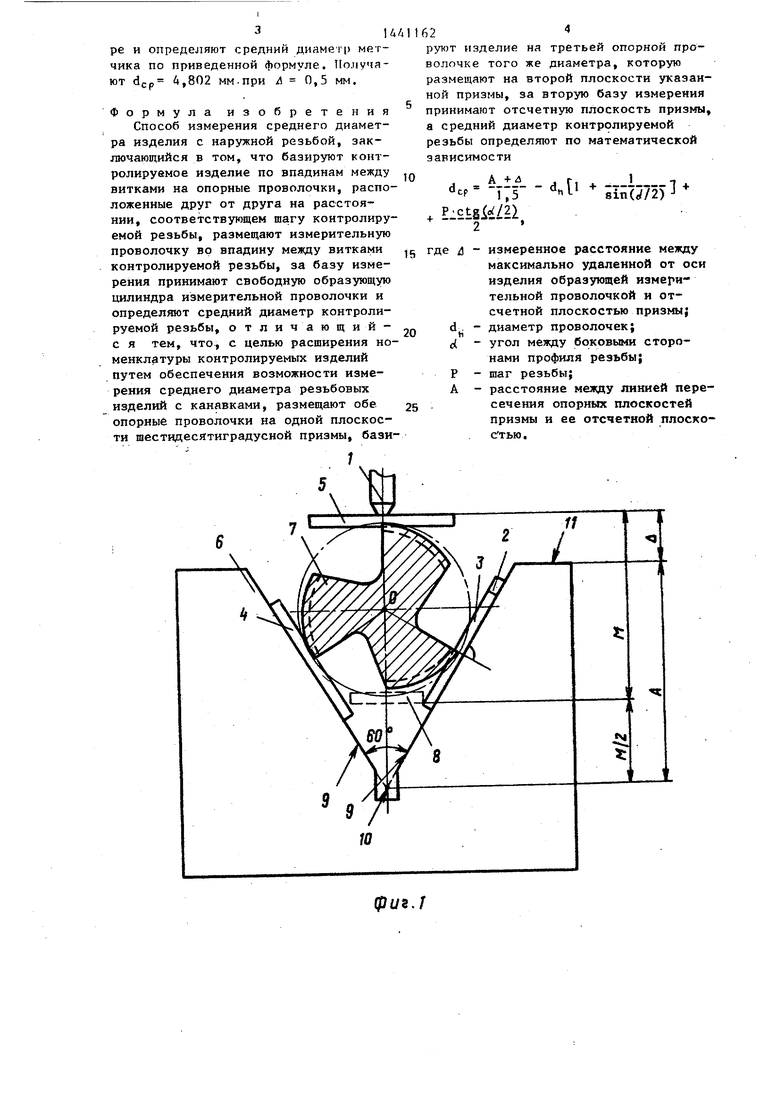
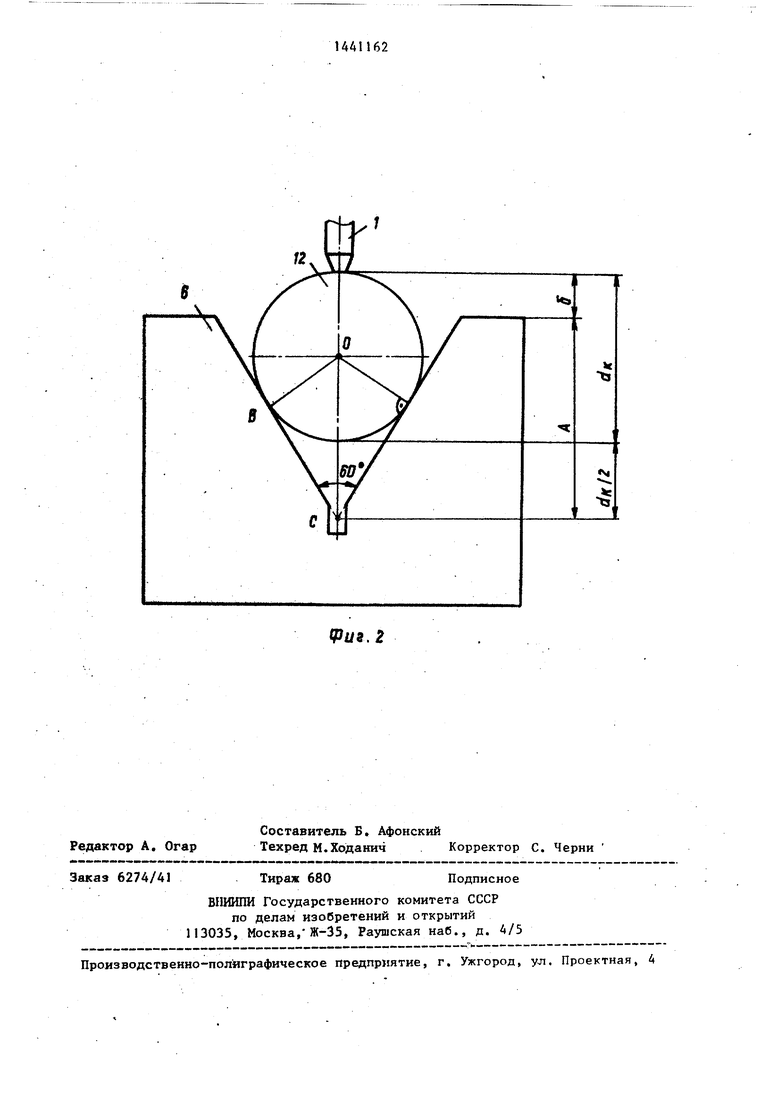
На фиг. 1 изображена схема раз- мещения контролируемого изделия в призме; на фиг. 2 - схема аттестации размера А призмы.
Для осуществления способа необходимы универсальный контактный изме- рительный прибор 1 (например, вертикальный длиномер), набор проволочек 2 - 5 по ГОСТ 2475 - 62 , специальная призма 6 с углом между опорными плоскостями 60 и пазом для выхода концов проволочек.
Кроме того, на фиг. 1 обозначены контролируемое изделие 7, проволочка 8, которая располагается при отсутствии канавок у контролируемого изделия, опорные плоскости 9 призмы 6, линия 10 пересечения опорных плоскостей 9 призмы 6 и отсчетная плоскость 11 призмы 6. На фиг. 2 позицие I2 обозначен гладкий калибр.
Способ осуществляют следующим образом.
Резьбовое изделие 7 по опорным проволочкам 2-4 базируют на опорны плоскости 9 призмы 6. Измерительная проволочка 5 имеет точки касания с изделием 7 в плоскости, проходящей через ось изделия 7 и линию 10 пересечения опорных плоскостей 9 призмы 6. При помощи универсального кон- тактного средства 1 измерения измеряют расстояние между отсчетной плоскостью I1 и верхней образующей проволочки 5.
Расстояние А +Д равно расстоянию М + М/2, где М - расстояние между проволочкой 5 и проволочкой 8 при условии отсутствия в изделии канавок Размер М/2 определяется как половина отрезка ОС (фиг. 2),который равен удвоенному отрезку ВО (катет против угла 30 в прямоугольном треугольнике равен половине гипотенузы). Отрезок ВО ест радиус окружности диаметром М.
Размер А известен из аттестации призмы. В призме размещен гладкий калибр 12 диаметра d.. Универсальным контактным средством 1 измерения определяют размер сГ и вычисляют по
у1441162 2
формуле расстояние А. Размер определяют аналогично размеру М/2. Вычисление среднего диаметр изделия осуществляют по формуле
ор
А +Л Т75 (/2i
-djl
1
sin(/2)
5 0
5 0
c о
,
0
5
где dср - средний диаметр изделия; А - расстояние между линией пересечения опорных плоскостей призмы и ее отсчетной плоскостью; А - измеренное расстояние
между максимально удаленной от оси изделия образующей измерительной проволочки и отсчетной плоскостью призмы;
d - оптимальный диаметр проволочек ;
d - угол между боковыми сторонами профиля резьбы; Р - щаг резьбы.
Расстояние А известно из аттестации призмы. Аттестацию осуществляют предварительно следующим образом. На опорные плоскости призмы устанавливают известного диаметра гладкий калибр и измеряют расстояние от верхней образующей калибра до отсчетной плоскости призмы. Расстояние А вычисляют по формуле
А ,5d, -с/ ,
где d к - диаметр калибра;
tf - расстояние от верхней образующей калибра до отсчетной плоскости призмы. Пример. Измерение среднего диаметра трехканавочного метчика ,j Мб X 1. Для реализации способа отбирают четыре проволочки диаметром, определяемым по формуле
-
Аттестуют призму калибром диаметром 6 мм. Для этого измеряют расстояние и на вертикальном длиномере (ИЗВ - 3, ИЗВ - 5). Расстояние А определяют по формуле (при сГ I мм) и получают А 8 мм.
После этого во впадинах метчика размещают проволочки и метчик по проволочкам базируют в призму. Измеряют расстояние Л на вертикальном длиноме
1
ре и определяют средний диаметр метчика по приведенной формуле. Получают dcp 4,802 мм-при А 0,5 мм.
Формула изобретения
Способ измерения среднего диаметра изделия с наружной резьбой, заключающийся в том, что базируют контролируемое изделие по впадинам между витками на опорные проволочки, расположенные друг от друга на расстоянии, соответствующем шагу контролируемой резьбы, размещают измерительную проволочку во впадину мезвду витками контролируемой резьбы, за базу измерения принимают свободную образующую цилиндра измерительной проволочки и определяют средний диаметр контролируемой резьбы, о тличающий- с я тем, что, с целью расширения номенклатуры контролируемых изделий путем обеспечения возможности измерения среднего диаметра резьбовых изделий с канавками, размещают обе опорные проволочки на одной плоскости шестидесятиградусной призмы, бази/
624
рук)т изделие на третьей опорной проволочке того же диаметра, которую размещают на второй плоскости указанной призмы, за вторую базу измерения принимают отсчетную плоскость призмы, а средний диаметр контролируемой резьбы определяют по математической зависимости
J А -«-d 1ср -5
Eictgi / i
1
8in(//2)
1 +
где и измеренное расстояние между максимально удаленной от оси изделия образующей измерительной проволочкой и от- счетной плоскостью призмы; диаметр проволочек; угол между боковыми сторонами профиля резьбы; шаг резьбы;
расстояние между линией пересечения опорных плоскостей призмы и ее отсчетной плоскостью .
d.
d
Р А
(р(уг./
Pi/e. 2
| Точность и производственный контроль в машиностроении: Справочник/ Под ред | |||
| А.К.Кутая-, Б.М.Сороч- кина, Л.: Машиностроение, 1983, с | |||
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
