Изобретение относится к области упрочнения деталей и применяется в машиностроении для упрочнения шлицевых, в частности торсионных, валов по корню шлицев.
Известно устройство для упрочнения шлицевых валов обкаткой роликами, профиль которых соответствует профилю обрабатываемых впадин, содержаш,ее механизм нагружения и механизм для возвратно-поступательного движения вдоль оси.
Предлагаемое устройство отличается тем, что ролики установлены в рычагах, шарнирно соединенных осью, место расположения которой соответствует центру .окружности, проведенной через проекции дна обрабатываемых впадин обеих головок на плоскость, перпендикулярную продольной оси вала, а вся рычажная система с роликами выполнена поворотной вокруг оси вала на угол, соответствующий шагу между шлицами, и оснаш ена механизмом поворота. Это автоматизирует деление валов на шаг шлицев и производит обкатку валов с головками, имеюш,ими различное число шлицев.
Кроме того, для упрощения конструкции привод поворота вала и механизм нагружения роликов могут быть выполнены в виде пневматических цилиндров двойного действия.
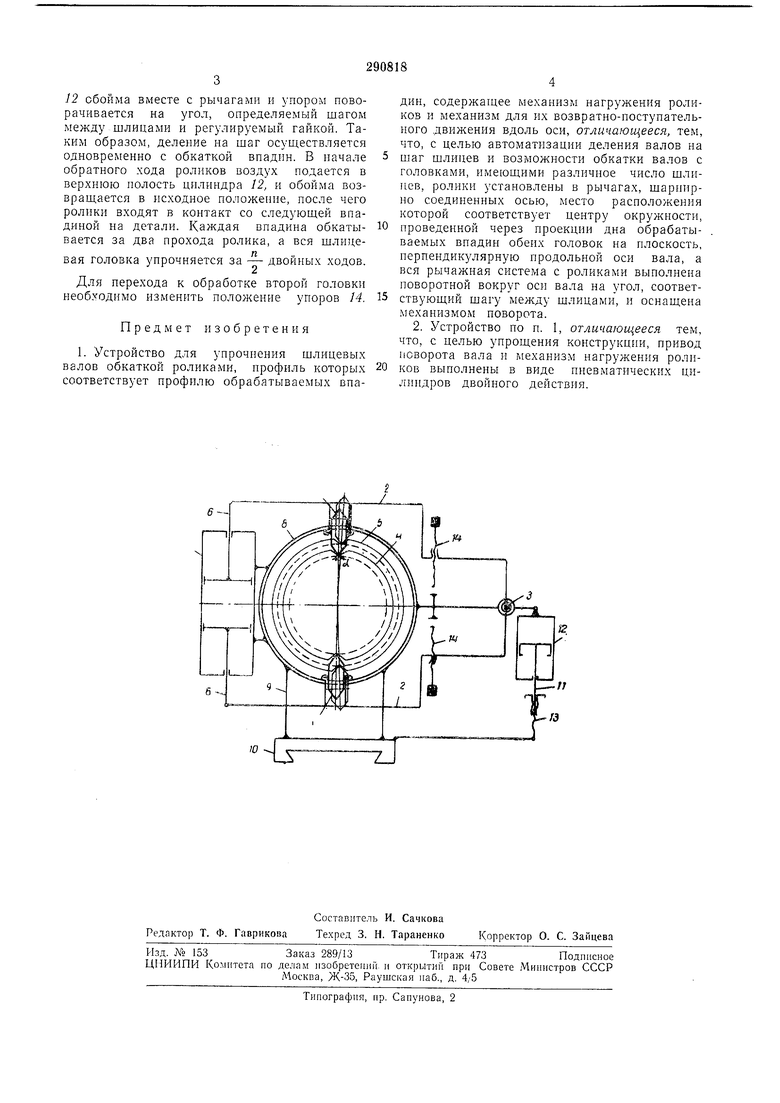
Рабочие ролики / установлепы в рычагах 2, шарнирно соединенных осью 3, место расположения которой соответствует центру окружности, проведенной через проекции дна впадин головок - п 5 па плоскость, перпендикулярную продольной оси вала. Вторые свободные концы рычагов несут штокн 6 с поршнями, входящими в гильзу цилиндра 7. Цилиндр и ось жестко соедннены с обоймой S, выполненной поворотной на цплнндрпческой щейке корпуса 9, установленного на салазках 10, на которых шарппрно закреплен щток // пневмоцилиндра 12, соединенный с обоймой. Ход этого цилиндра регулируется гайкой 13. Положение роликов при выходе их из контакта с упрочняемым валом ограничивается упорами 14. При обкатке валов, головки которых 4 и 5 нмеют одна четное, а другая нечетное число шлицев, между плоскостями роликов в поло 1сениях I и I образуется угол а -, где п
2п
число шлицев на головке большого диаметра. Установка роликов по впадинам обеспечивается автоматически при разведении рычагов
пневмоцилиндром. Во время возвратно-поступательного движения салазок ролпки перемешаются, при этом положенпе упоров обеспечивает создание небольшого ( мм) натяга между роликом н деталью. В начале хода по12 обойма вместе с рычагами и упором поворачивается на угол, определяемый шагом между шлицами и регулируемый гайкой. Таким образом, деление на шаг осуш,ествляется одновременно с обкаткой впадин. В начале обратного хода роликов воздух подается в верхнюю полость цилиндра 12, и обойма возвращается в исходное положение, после чего ролики входят в контакт со следующей впадиной на детали. Каждая впадина обкатывается за два прохода ролика, а вся шлицевая головка упрочняется за - двойных ходов.
Для перехода к обработке второй головки необходимо изменить положение упоров 14.
Предмет изобретения
1. Устройство для упрочнения щлицевых валов обкаткой роликами, профиль которых соответствует профилю обрабатываемых впадин, содержащее механизм нагружения роликов и механизм для их возвратно-поступательного движения вдоль оси, отличающееся, тем, что, с целью автоматизации деления валов на
таг шлицев и возможности обкатки валов с головками, имеющими различное число шлипев, ролики установлены в рычагах, шар 1Ирно соединенных осью, место расположения которой соответствует центру окружности,
проведенной через проекции дна обрабатываемых впадин обеих головок на плоскость, перпендикулярную продольной оси вала, а вся рычажная система с роликами выполнена поворотной вокруг оси вала на угол, соответствующий шагу между щлицами, и оснащена механизмом поворота.
2. Устройство по п. 1, отличающееся тем, что, с целью упрощения конструкции, привод поворота вала и механизм нагружения роликов выполнены в виде пневматических цилиидров двойного действия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
| Установка для упрочнения зубчатых колес | 1985 |
|
SU1274833A1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Способ обработки торсионных шлицевых валов | 1990 |
|
SU1722796A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Способ обработки торсионных шлицевых валов | 1988 |
|
SU1574439A1 |
| Установка для термомеханического упрочнения изделий | 1990 |
|
SU1740454A1 |
| УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЩЕЙ ОБКАТКИ РОЛИКАМИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2005 |
|
RU2316419C2 |
| СПОСОБ ОБРАБОТКИ ЗУБЧАТОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2362664C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИЦЕВОЙ ПОВЕРХНОСТИ | 1970 |
|
SU267664A1 |
6 -
