При Прессовании контактных линз с готовой оптической -частью основой служат сменные матрицы и пуансоны. За счет кривизны рабочей части пуансона образуется внутренняя поверхность будущей линзы, которая будет прилегать непосредственно к роговице глазного яблока пациента. За счет кривизны рабочей части матрицы образуется оптический контур линзы. От соосности матрицы и пуансона зависит правильность изготовленной линзы, а следовательно, и зрение больного.
При изготовлении индивидуальных линз для больных со сложной формой глаз -применяют ручные прессовочные уста-новки, которые не всегда обеспечивают сохранение точности по заданным размерам. В известном по авт. св. Ао 246113 устройстве для изготовления контактных линз сменные матрицы и пуансоны помещаются в посадочные гнезда с зазором около 0,5 мм, в противном случае их нельзя разбирать для смены деталей. Такая замена необходима для изготовления индивидуальных линз по внутренней .кривизне и рефракции. Зазор при прессовании в условиях нагревания форМы увеличивается, так как пресс-форма вьгполняется из металла, а матрицы и пуансоны как правило из стекла, которое имеет меньший коэффициент линейного расширения. При прессовании нагретой пластмассовой пластинки .матрица и пуансон скользят по ней,
изменяя центральное положение. В результате на линзе получается несовпадение геометрических центров поверхностей, образующих наружную и внутреннюю стороны линзы. Особенно заметны дефекты в изготовлении линз с больщи ми положительными и отрицательными рефракциями: появляется призматическое действие, астигматизм косого падения и отклонения рефракции от расчетов.
Для устранения этих дефектов в предложенном устройстве матрица пресс-формы установлена в стакане со сферическим основанием, контактирующим со сферической опорной поверхностью направляющего Цилиндра.
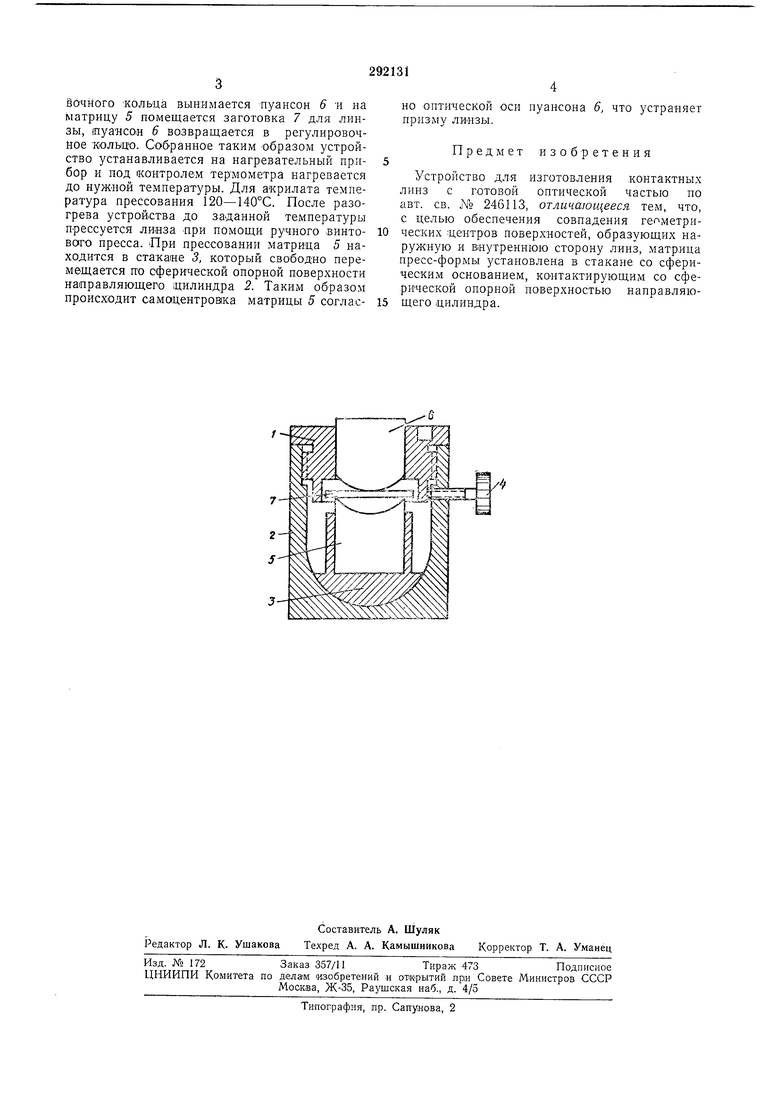
На чертеже изображено предлагаемое устройство.
Устройство содержит регулировОчное кольцо / с гнездом под термОМетр, направляющий цилиндр 2 со сферической опорной поверхностью, стакан 3 со сферическим основанием, стопорный винт 4, матрицу 5 и пуансон 6.
В предлагаемом устройстве взятая из Набора согласно расчету для линзы матрица 5 устанавливается в стакан , а в регулировочное кольцо / помещается пуансон 6, после чего регулировочное кольцо ввинчивается в направляющий ЦИлиндр 2 на заданную толщину линзы под контролем обычного микрометра или индикаторной стойки и фиксируетночного Кольца вынимается пуансон 6 И на матрицу 5 помещается заготовка 7 для линзы, (пуансан 6 возвращается в регулировочйое холщо. Собранное таким образом устройство устанавливается на нагревательный прибор и под контролем термометра нагревается до нужНОЙ температуры. Для акрилата температура прессования 120-140°С. После разогрева устройства до заданной температуры прессуется линза -при помощи ручного винтового пресса. При прессовании матрица 5 находится в стакаие 3, который свободно перемещается по сферической опорной поверхности направляющего цилиндра 2. Таким образом происходит самацентровка матрицы 5 согласно оптической оси пуансона 6, что устраняет призму линзы.
Предмет изобретения
Устройство для изготовления .контактных линз с готовой оптической частью по авт. св. jNo 246113, отличающееся тем, что, с целью обеспечения совпадения геометрических центров поверхностей, образующих наружцую и внутреннюю сторону линз, матрица пресс-формы установлена в стакане со сферическим основанием, контактирующим со сферической опорной поверхностью направляющего цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ КОРРЕГИРУЮЩИХ ЭЛЕМЕНТОВ | 1992 |
|
RU2047205C1 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ КОНТАКТНЫХ линз | 1969 |
|
SU246113A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ С АСФЕРИЧЕСКИМИ ПОВЕРХНОСТЯМИ | 2003 |
|
RU2245852C1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Способ изготовления оптических дета-лЕй пРЕиМущЕСТВЕННО АпОдизиРующиХдиАфРАгМ | 1979 |
|
SU842062A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ СО СФЕРИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 1992 |
|
RU2039017C1 |
| Приспособление для изготовления втулок для выпускных отверстий тиглей | 1926 |
|
SU5960A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 2006 |
|
RU2301787C1 |
