Изобретение относится к области переработки термопластов литьем под давлением и предназначено для использования в многогнездных формах с литниковой системой, расположенной в месте соединения двух полуформ.
Известны форл1ы для литья термопластических материалов, включающие две полуформы, направляющие колонки и выталкиватели. В этих фор.мах отрыв литников от деталей осуществляется с помощью центрального толкателя, а зате.м, после некоторого холостого хода толкателя, происходит выталкивание отлитых деталей. Однако отрыв впускных литников одновременно у нескольких деталей с помощью центрального толкателя не может быть проведен при литье деталей из высокоэластичных материалов, как, например, полиэтилен, полипропилен. Ввиду того, что высокоэластичные материалы при растягивании значительно удлиняются, то при движении центрального выталкивателя питательные литники получают относительное удлинение, т. е. деформацию. При достижении нредела прочности отрываются питательные литники от деталей. Так как практически невозможно изготовление впускных каналов, имеющих абсолютно одинаковое поперечное сечение, то произойдет отрыв сначала впускных литников с меньшей площадью поперечного сечения, и
тем самым елка литников потеряет устойчивое положение на выталкивателе, при этом произойдет отгибание елки литников в сторону, где поперечное сечение впускных литников окажется больше. Таким образом, у некоторых деталей впускные литники и елка литников останутся не оторванными.
Целью настоящего изобретения является устранение указанных недостатков, т. е. обеспечение надежного отделения впускных литников от деталей ирн отрыве.
Поставленная цель достигается тем, что на разводящих каналов в подвижной полуформе установлены отрыватели, имеющие иа
с своем торце канал с сечением, равным ионеречному сечению разводящего канала. Это обеспечивает устойчивое положение разводящего литника на отрывателях и позволяет отрывать питательные литиики от двух деталей одним отрывателем.
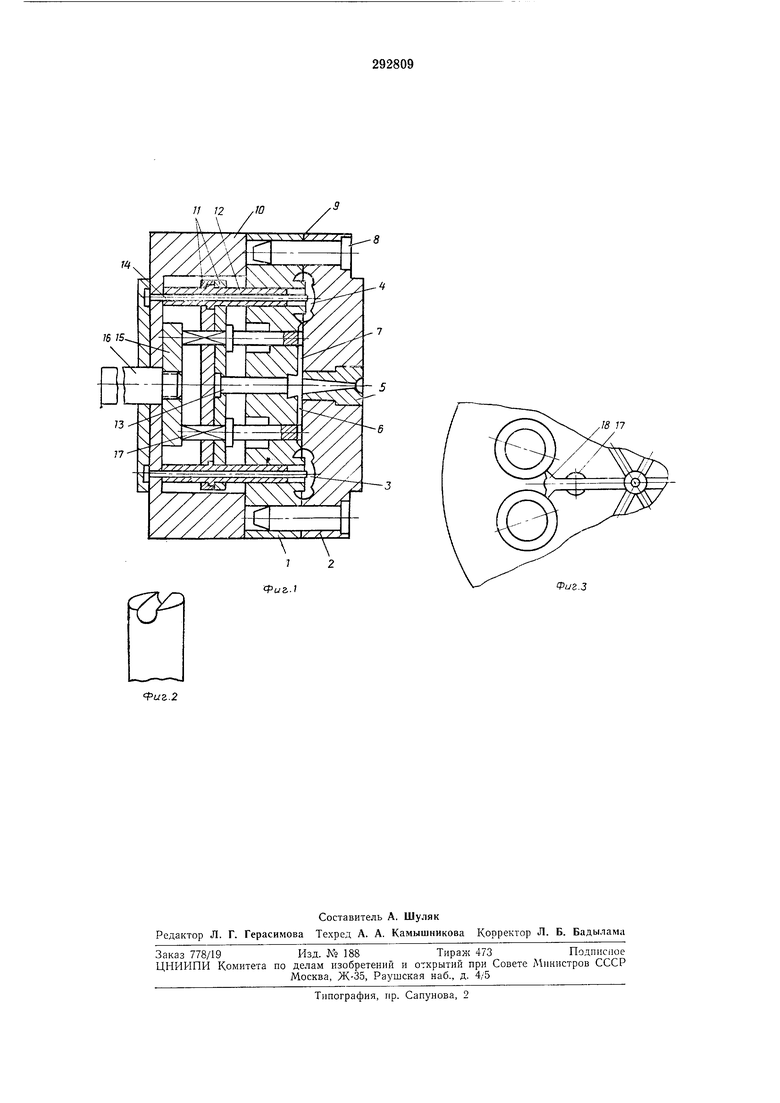
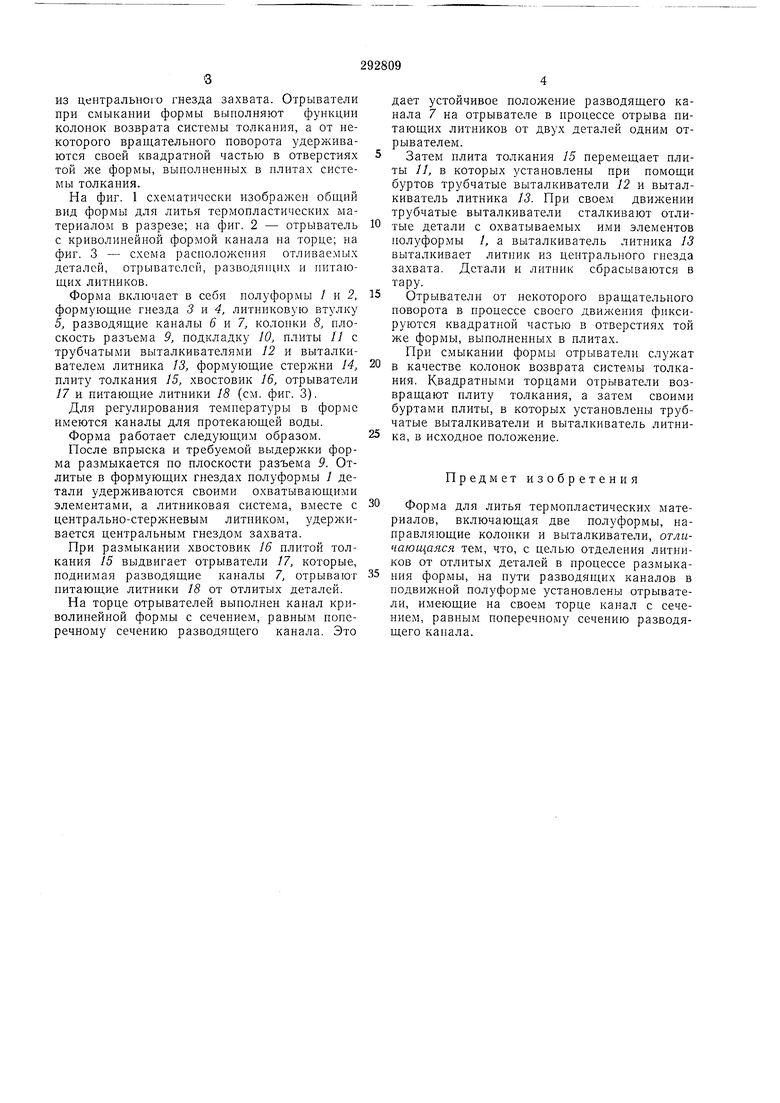
При размыканни формы отлитые детали удерживаются в формующих гнездах подвижной части полуформы своими охватывающими элементами, а литниковая с стема вместе с цнтрально-стержневым литником удержнвается центральным гнездом захвата. из центрального гнезда захвата. Отрыватели при смыкании формы выполняют функции колонок возврата системы толкания, а от некоторого вращательного поворота удерживаются своей квадратной частью в отверстиях той же формы, выполненных в плитах системы толкания. На фиг. 1 схематически изображен общий вид формы для литья термопластических материалом в разрезе; на фиг. 2 - отрыватель с криволинейной формой канала на торце; на фиг. 3 - схема расноложения отливаемых деталей, отрывателей, разводяпи1х и питающих литников. Форма включает в себя полуформы / и 2, формующие гнезда 3 к 4, литниковую втулку 5, разводящие каналы 6 и 7, колонки 8, плоскость разъема 9, подкладку 10, плиты 11 с трубчатыми выталкивателями /2 и выталкивателем литника 13, формующие стержни 14, плиту толкания 15, хвостовик 16, отрыватели 17 и питающие литники 18 (см. фиг. 3). Для регулирования температуры в форме имеются каналы для протекающей воды. Форма работает следующил образом. После впрыска и требуемой выдержки форма размыкается по плоскости разъема 9. Отлитые в формующих гнездах полуформы 1 детали удерживаются своими охватывающими элементами, а литниковая система, вместе с центрально-стержневым литником, удерживается центральным гнездом захвата. При размыкании хвостовик 16 плитой толкания 15 выдвигает отрыватели 17, которые, поднимая разводящие каналы 7, отрывают питающие литники 18 от отлитых деталей. На торце отрывателей выполнен канал криволинейной формы с сечением, равным поперечному сечению разводящего канала. Это дает устойчивое положение разводящего канала 7 на отрывателе в процессе отрыва питающих литников от двух деталей одним отрывателем. Затем плита толкания 15 перемещает плиты 11, в которых установлены при помощи буртов трубчатые выталкиватели 12 и выталкиватель литника 13. При своем движении трубчатые выталкиватели сталкивают отлитые детали с охватываемых ими элементов полуформы /, а выталкиватель литника 13 выталкивает литник из центрального гнезда захвата. Детали и литник сбрасываются в тару. Отрыватели от некоторого вращательного поворота в процессе своего движения фиксируются квадратной частью в отверстиях той же формы, выполненных в плитах. При смыкании формы отрыватели служат в качестве колонок возврата системы толкания. Квадратными торцами отрыватели возвращают плиту толкаиия, а затем своими буртами плиты, в которых установлены трубчатые выталкиватели и выталкиватель литника, в исходное положение. Предмет изобретения Форма для литья термопластических материалов, включающая две полуформы, направляющие колонки и выталкиватели, отличающаяся тем, что, с целью отделения литников от отлитых деталей в процессе размыкания формы, на пути разводящих каналов в подвижной иолуформе установлены отрыватели, имеющие на своем торце канал с сечением, равным поперечному сечению разводящего канала.
// 72 /10
Фиг.
f
8 7
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
| Литьевая форма | 1981 |
|
SU1066828A1 |
| Литьевая форма | 1979 |
|
SU852593A1 |
| АЯ БИБЛИОТЕьдА. Т. Ушаков | 1970 |
|
SU263123A1 |
| Двухэтажная литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU704804A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Пресс-форма | 1990 |
|
SU1775304A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1988 |
|
SU1590391A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |