Известны формы для изготовления изделий из термопластов литьем под давлением, содержащее матрицы, пуансоны, литниковые втулки и центральные выталкиватели. Эта форма не обеспечивает изготовления изделий на .нескольких этажах с одно;временным отрывом литников от изделий при разъеме формы.
Предложенная форма отличается от известной тем, что в ней центральные литники литниковых втулОК выполнены с .поперечными размерами ступенчато уменьшающимися ло направлению от литникового отверстия на величину, ра;вную или превыщающую суммарную толщину противоположных разводящих литников, а длина ступеней равна или превышает длину соответствующих раз-водящих литников, направленных под Острым углом .по ходу заливки по отношению к центральному литнику. Это позволяет изготовлять изделия на нескольких этажах, а также обеспечивает одновременный отрыв литников от изделий при разъеме формы.
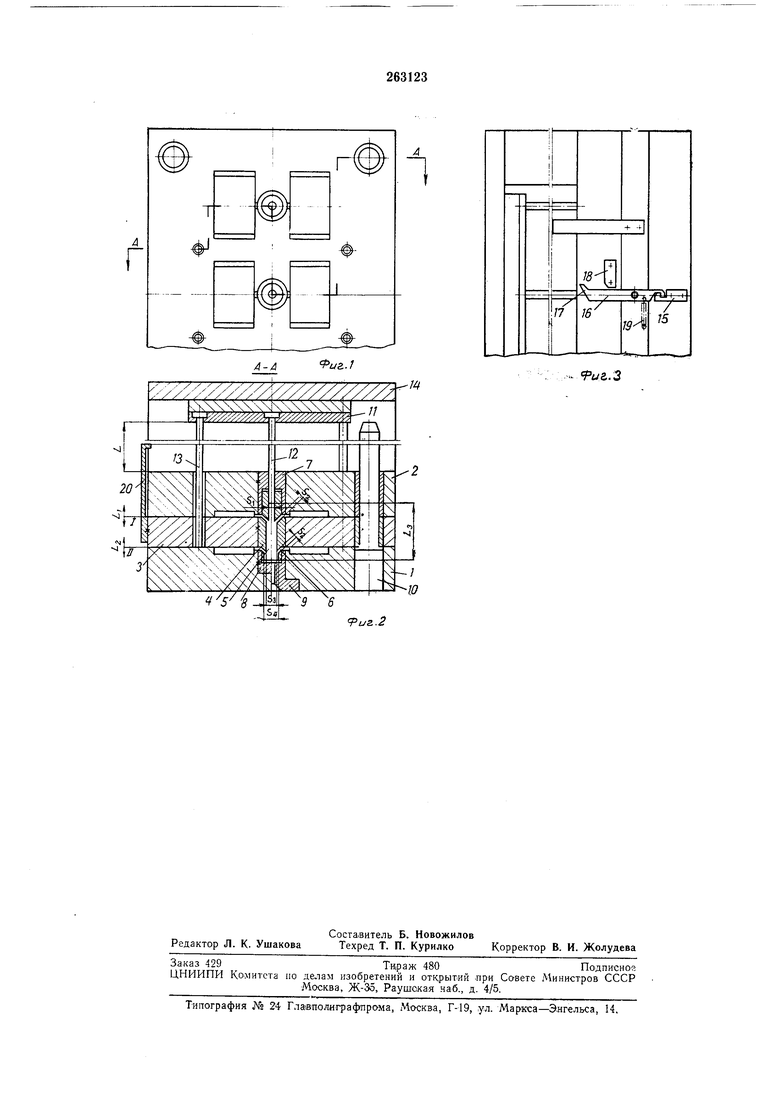
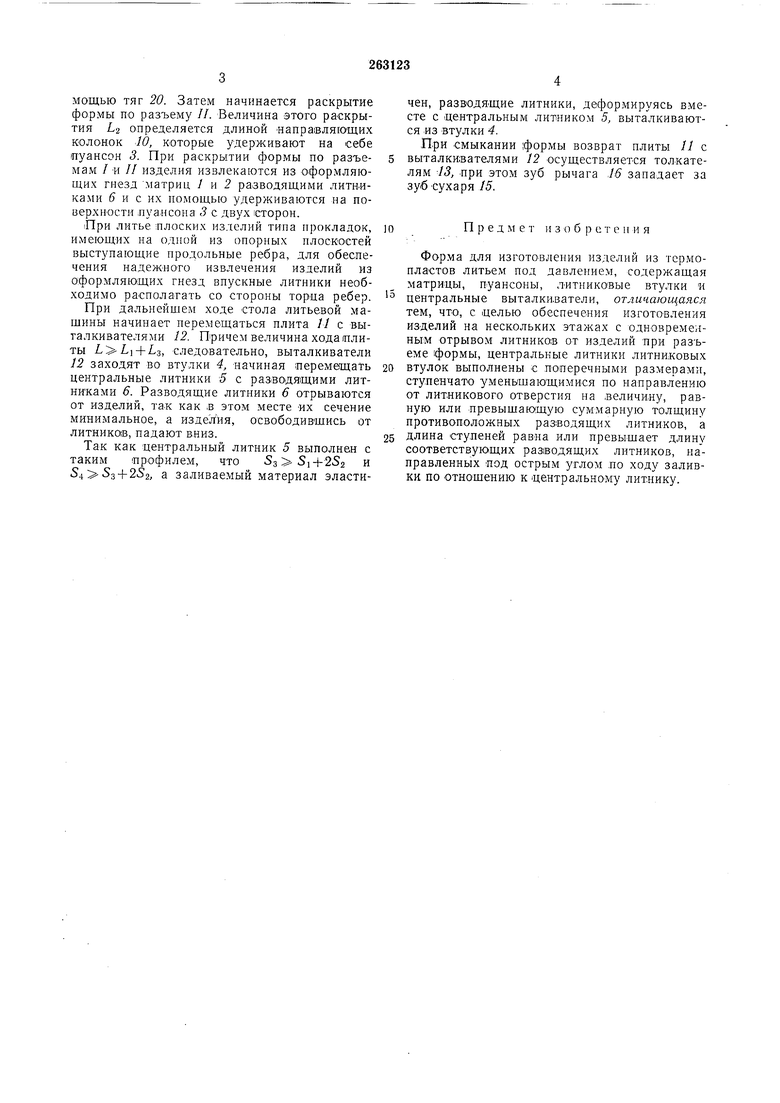
На фиг. 1 изображена предложенная форма, вид по разъему 1 со стороиы литьевого сопла машины; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - вид сбоку на форму (со стороны рабочего места термопластавтомата).
сон 8. Пуансон имеет втулки 4, в которых расноложены центральные литники 5 с разводящими литниками 6. Для технологичности изготовления в матрицах / и .2 размещены втулки 7 и 8. Литниковая втулка 9 служит для заливки. Фиксация матриц / и 2 с пуансоном 3 осуществляется при помощи направляющих колонок -10. Выталкивание центральных литников 5 производится выталкивающими плитами 1 с це.нтральными выталкивателями и .с толкателями 13 для возвращения всей выталкивающей системы в исходное полол ение. форма собрана на основании 14. Необходимая последовательность разъема
формы обеспечивается сухарем 15, рычагом
16 с выступом 17, упором 18, .пружиной 19 и
тягой 20. Форма имеет охлаждающую систему
(на чертеже не показана).
Предложенная форма работает следующим
образом.
После заливки термопласта в форму и необходимой выдержки ее происходит раскрытие формы. Сначала форма раскрывается по разъему / между матрицей 2 и пуансоном 3,
так как рычаг 16 своим зубом удерживается за сухарь 15. После отхода матрицы 2 от пуансона 3 па величину LI упор /5 нажимает на выступ 17 рычага 16, зуб котомощью тяг 20. Затем начинается раскрытие формы по разъему //. Величина этого раскрытия LZ определяется длиной Направляющих колонок 10, которые удерживают на себе пуансон 3. При раскрытии формы по разъемам / И // изделия извлекаются из оформляющих гнезд матриц / и 2 разводящими литвиками 5 и с их помощью удерживаются на поверхности луансона 3 с двух iCTOpoH.
При литье :плоских изделий тииа прокладок, имеющих на одной из опорных плоскостей выступающие продольные ребра, для обеспечения надежного извлечения изделий из оформляющих гнезд впускные литники необходимо располагать со сторо,ны торца ребер.
При дальпейщем ходе стола литьевой машины начинает перемещаться плита 11 с выталкивателями 12. Причем величина хода/плиты + L3, следовательно, выталкиватели 12 заходят во втулки 4, начиная перемещать центральные литники 5 с разводящими литниками 6. Разводящие литники 6 отрываются от изделий, та.к как в этом месте «х сечение минимальное, а изделия, освободившись от литников, падают вниз.
Так как центральный литник 5 выполнен с таким профилем, что 53 Si-f2S2 и 54 5з4-2 2, а заливаемый материал эластичен, разводящие литники, деформируясь вместе с центральным литником 5, выталкиваются из втулки 4.
При смыкании формы возврат плиты 11 с выталкивателями 12 осуществляется толкателям 13, при этом зуб рычага 16 западает за зуб сухаря 15.
Предмет из о б р е т е и и я
Форма для изготовления изделий из термопластов литьем под давлением, содержащая матрицы, пуансоны, Литниковые втулки и центральные выталкиватели, отличающаяся тем, что, с целью обеспечения изготовления изделий на нескольких этажах с одновременным отрывом литников от изделий при разъеме формы, центральные литники литниковых
втулок выполнены с потеречными размерами, ступенчато уменьшающимися по направлению от литникового отверстия на .величину, равную или превышанащую суммарную толщину противоположных разводящих литников, а
длина ступеней равна или превышает длину соответствук щих разводящих литников, направленных под острым углом по ходу заливки по отнощению к центральному литнику.
..иг,.2
иг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
| Литьевая форма для изделий из термопластов | 1991 |
|
SU1801763A1 |
| Двухэтажная литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU704804A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изделий из термопластов | 1982 |
|
SU994273A1 |
| Двухэтажная литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1085839A2 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |