(54) ДВУХЭТАЖНАЯ ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
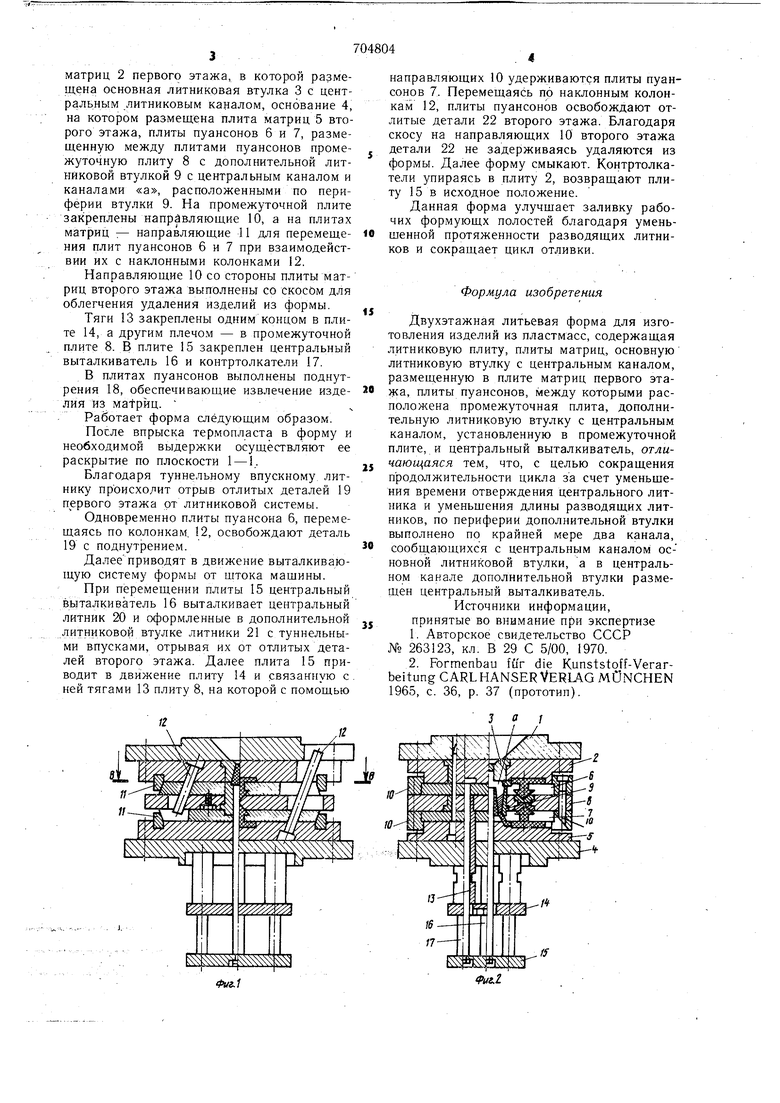
матриц 2 первого этажа, в которой размещена основная литниковая втулка 3 с центральным .литниковым каналом, основание 4, на котором размещена плита матриц 5 второго этажа, плиты пуансонов 6 и 7, размещенную между плитами пуансонов промежуточную плиту 8 с дополнительной литниковой втулкой 9 с центральным каналом и каналами «а, расположенными по периферии втулки 9. На промежуточной плите закреплены направляющие 10, а на плитах мат1эиц - направляющие 11 для перемещения плит пуансонов б и 7 при взаимодействии их с наклонными колонками 12.
Направляющие 10 со стороны плиты матриц второго этажа выполнены со скосим для облегчения удаления изделий из формы.
Тяги 13 закреплены одним концом в плите 14, а другим плечом - в промежуточной плите 8. В плите 15 закреплен центральный выталкиватель 16 и контртолкатели 17.
В плитах пуансонов выполнены поднутрения 18, обеспечивающие извлечение изделия из матриц.
Работает форма следующим образом.
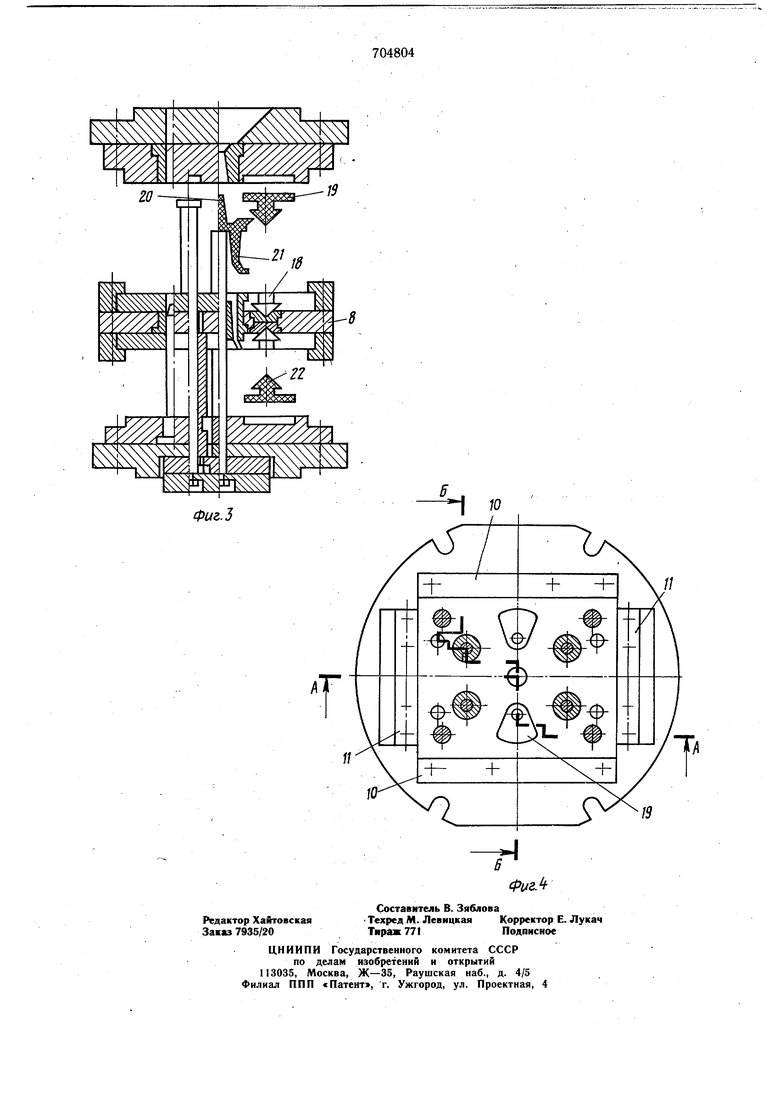
После впрыска термопласта в форму и необходимой выдержки осуществляют ее раскрытие по плоскости 1 - 1.
Благодаря туннельному впускному, литнику происходит отрыв отлитых деталей 19 первого этажа от литниковой системы.
Одновременно плиты пуансона 6, перемещаясь по колонкам, 12, освобождают деталь 19 с поднутрением.
Далееприводят в движение выталкивающую систему формы от штока мащины.
При перемещении плиты 15 центральный выталкиватель 16 выталкивает центральный литник 20 и оформленные в дополнительной литниковой втулке литники 21 с туннельными впусками, отрывая их от отлитых деталей второго этажа. Далее плита 15 приводит в движение плиту 14 и связанную с. ней тягами 13 плиту В, на которой с помощью
направляющих 10 удерживаются плиты пуансонов 7. Перемещаясь по наклонным колонкам 12, плиты пуансонов освобождают отлитые детали 22 второго этажа. Благодаря скосу на направляющих 10 второго этажа детали 22 не задерживаясь удаляются из формы. Далее форму смыкают. Контртолкатели упираясь в плиту 2, возвращают плиту 15 в исходное положение.
Данная форма улучщает заливку рабочих формующх полостей благодаря уменьщенной протяженности разводящих литников и сокращает цикл отливки.
Формула изобретения
Двухэтажная литьевая форма для изготовления изделий из пластмасс, содержащая литниковую плиту, плиты матриц, основную литниковую втулку с центральным каналом, размещенную в плите матриц первого этажа, плиты пуансонов, между которыми расположена промежуточная плита, дополнительную литниковую втулку с центральным каналом, установленную в промежуточной плите,, и центральный выталкиватель, отлиj чающаяся тем, что, с целью сокращения продолжительности цикла за счет уменьщения времени отверждения центрального литника и уменьщения длины разводящих литников, по периферии дополнительной втулки выполнено по крайней мере два канала,
сообщающихся с центральным каналом основной литниковой втулки, а в центральном канале дополнительной втулки размещен центральный выталкиватель. Источники информации,
Jпринятые во внимание при экспертизе
1.Авторское свидетельство СССР № 263123, кл. В 29 С 5/00, 1970.
2.Formenbau fur die Kunststoff-Verarbeitung CARLHANSER VERLAG MONCHEN 1965, c. 36, p. 37 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1111861A1 |
| Литьевая пресс-форма | 1976 |
|
SU553118A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Форма для изготовления изделий из термопластов | 1981 |
|
SU958113A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| АЯ БИБЛИОТЕьдА. Т. Ушаков | 1970 |
|
SU263123A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1989 |
|
SU1819221A3 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |