Известны способы гуммирования труб, заключающиеся в том, что .рукав из сырой .резины .шприцуют на полый Опорный стержень, на котором вводят его в трубу и прижимают к внутренней поверхности этой трубы с помощью конусного прижимного снаряда.
Известные способы не обеспечивают качественное гуммирование удлиненных труб в процессе вулканизации.
-Предлагаемый способ отличается тем, что рукав шприцуют, вводят и .прижимают к трубе с помощью оправки, последовательно надеваемой на опорный стержень и конусный снаряд и выполняемой в виде упругой тонкостенной стальной трубы с разрезом по продольной линии и кромками, смыкаемыми внахлест.
Предлагаемый способ повышает качество гуммирования удлиненных труб.в процессе вулканизации.
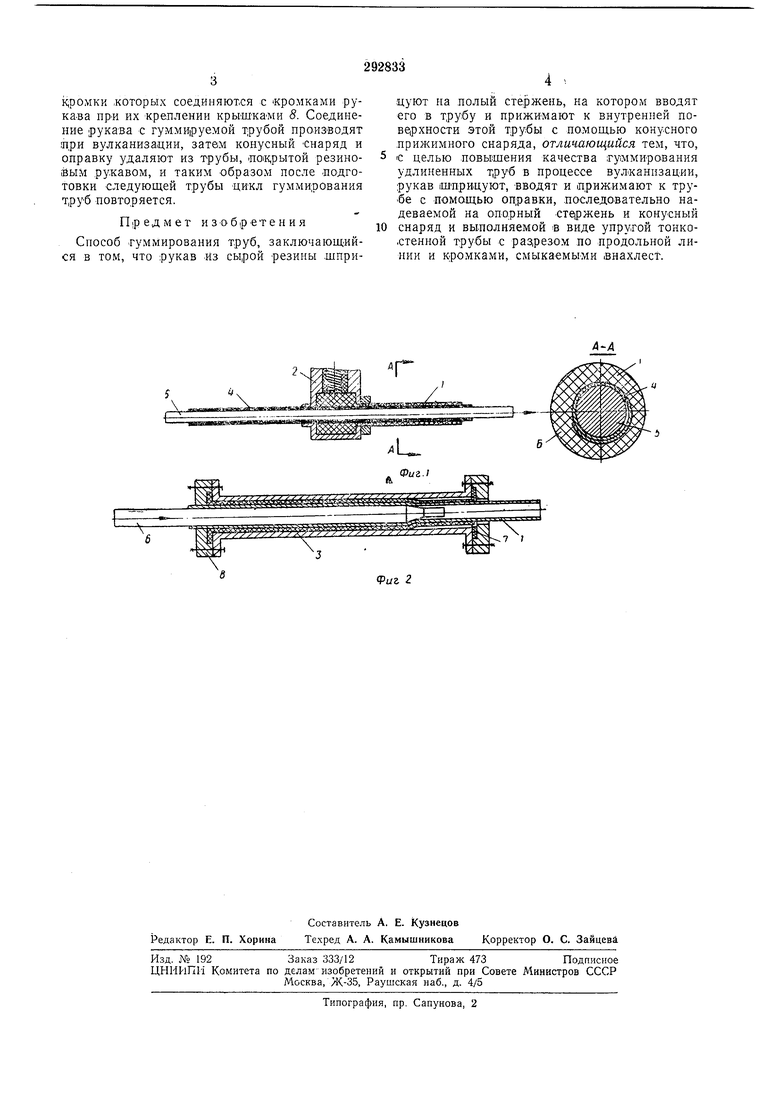
На фиг. 1 показана оправка, надетая на о.норный стержень для щцрицевания рукава; на фиг. 2 - гуммируемая труба с рукавом, оправкой и конусны-м снарядом в процессе прижима рукава к трубе.
Способ гуммирования трубы заключается в том, что рукав / шприцуют червячным прессом 2, вводят и .прижимают к гуммируемой трубе 3 с помощью оправки 4, .последовательно надеваемой на опорный стержень 5 и конусный снаряд 6 и предварительно выполняемой в виде упругой тонкостенной стальной трубы с разрезом по продольной линии и
кром-ками, смыкаемыми внахлест.
Оправка может также изготовляться из тонкого листового Пружинящего материала, формуемого в цилиндр с кромками внахлест. Рукав шприцуют с диаметром, несколько
меньщим диаметра гуммируемой трубы. После введения в гуммируемую трубу рукава на оправке с опорным сте)ржнем, после.дний проталкивается конусным снарядом на выход из оправки.
Под действием конусного снаряда оправка и рукав увеличиваются в диаметре, при этом из кольцевой полости гуммируемой трубой и оправкой полностью удаляется воздух и рукав плотно прижимается к внутренней поверхности трубы. Для получения равнотолщинного футеруемого слоя рукав ЩПрицуют с плавным утолщением Б на соединенные внахлест кромки оправки. После обжима на гуммируемой трубе рукав в сечениях по
всей длине принимает равную толщину.
После нанесения рукава на внутреннюю поверхность гуммируемой (например, фланцевой) трубы концы рукава срезают по длине трубы, на фланцы прикладывают выполkipOMKK -которых соединяются с кромками рука-ва прИ их креплении крьгш-кЗМи 8. Соединение рукава с гуммИ|руемой Т;рубой производят п.ри вулканизации, затем конусный Снаряд и оправку удаляют из трубы, по1К,рытой резино|йым .рукавом, и таким образом после .подготовки следующей трубы цикл гуммирования т,руб повторяется.
Предмет из о б р-е тения
Способ гуммирования труб, заключающийся в том, что рукав -из сырой резины шприцуют на полый стержень, на котором вводят его в трубу и прижимают к внутренней поBeipxHocTH этой трубы с по.мощью конусного .прижимного снаряда, отличающийся тем, что,
1C целью повышения качества гуммирования удлиненных труб в процессе вулканизации, рукав Шприцуют, вводят и прижимают к трубе с помощью оправки, цоследовательно надеваемой на опорный -стержень и конусный
снаряд и выполняемой в виде упругой тонко.стенной трубы с раз,резом по продольной линии и кромками, смыкаемыми внахлест.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гуммирования труб | 1988 |
|
SU1608079A1 |
| Способ облицовки внутренней поверхности труб полимерными рукавными оболочками | 1981 |
|
SU1097504A1 |
| Устройство для гуммирования металлических труб | 1986 |
|
SU1380997A1 |
| Способ гуммирования металлических труб | 1971 |
|
SU439405A1 |
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ ВИКЕЛЯ ПРИ ГУММИРОВАНИИ ТРУБ | 1969 |
|
SU252592A1 |
| Устройство для гуммирования внутренних поверхностей труб | 1973 |
|
SU506176A1 |
| СПОСОБ ГУММИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1966 |
|
SU183369A1 |
| УСТРОШСТВО Мя В СТА В l<qH РЕЗИНОВОГО РУКАВА В ГУММИРУЕМУЮ ТРУБУ | 1970 |
|
SU278101A1 |
| УПЛОТНИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ! К УСТРОЙСТВУ ДЛЯ ГУММИРОВАНИЯ '- ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ | 1972 |
|
SU426862A1 |
| Устройство для гуммирования внутренних поверхностей труб | 1974 |
|
SU490681A1 |
- л inWOIPliBT
