1
Изобретение относится к отрасли резинотехнической промышленности, в частности к изготовлению гуммированных труб.
Известны способы гуммирования металлических труб, например выполненных с криволинейными и прямолинейными участками, заключающийся в том, что в гуммируемую промазанную клеем трубу вводят промазанный клеем резиновый рукав, концы которого уплотняют, внутреннюю полость и полость зазора между рукавом и гуммируемой трубой последовательно соединяют с системой вакуумирования и затем во внутреннюю полость рукава подают под давлением воздух для прижима рукава к гуммируемой трубе.
В известных способах не предусмотрено применение упругой спиральной пружинной оправки, поэтому невозможно обеспечить полное удаление воздуха и паров растворителя из полости, образованной гуммируемой трубой и резиновым рукавом, что снижает качество гуммирования.
Для обеспечения высокого качества гуммирования труб полностью удаляют воздух и пары растворителя из полости, образованной гуммируемой трубой и резиновым рукавом, при этом рукав не образует складок, а равномерно распределяется.
Согласно изобретению после введения рукава в гуммируемую трубу и уплотнения его
концов во внутреннюю полость рукава вводят упругую спиральную пружинную оправку.
Сущность изобретения поясняется чертежом.
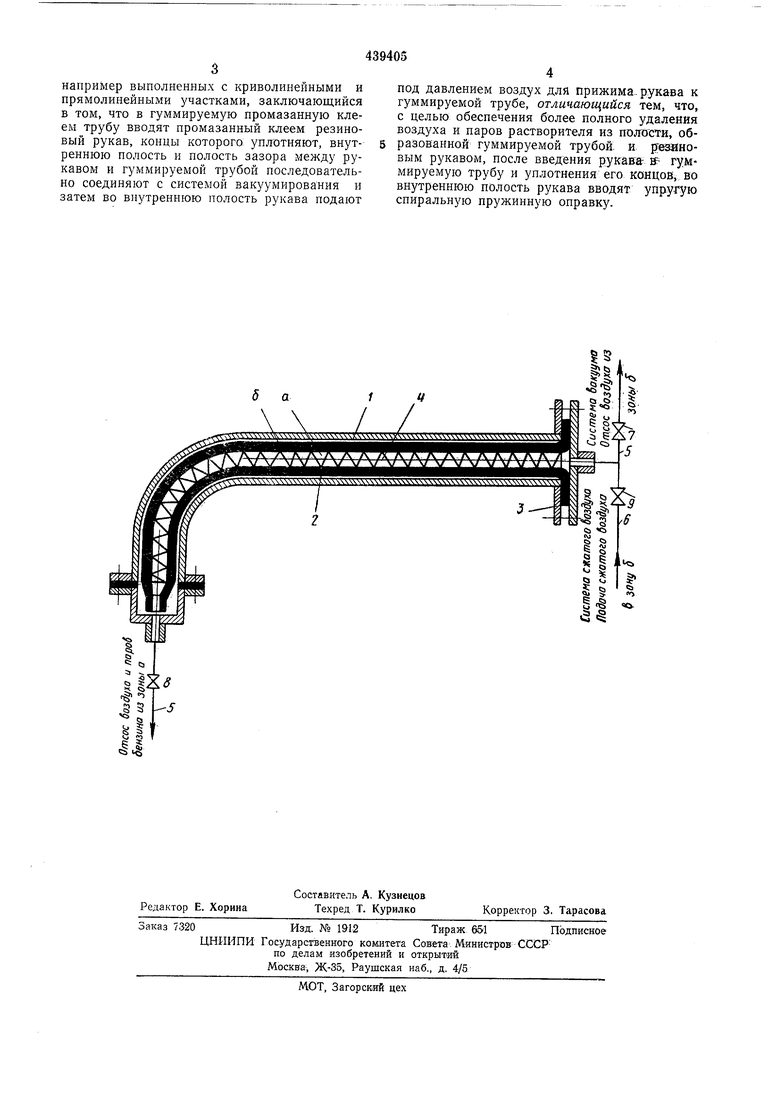
В гуммируемую промазанную клеем трубу 1 вводят промазанный клеем резиновый рукав 2. Один из концов рукава зажимают, а второй разбортовывают на фланец 3, в результате чего образуются две полости а и б.
Затем во внутреннюю полость а резинового рукава вводят упругую спиральную пружинную оправку в виде пружины 4, после чего концы гуммируемой трубы уплотняют и подключают к системе вакуума и сжатого
воздуха 5-9. Прикатку рукава к поверхности гуммируемой трубы производят следующим образом. Вначале отсос воздуха производят из зоны а, расположенной внутри рукава, затем открывают вентиль 8 и производят отсос воздуха с парами растворителя из зоны б между рукавом и гуммируемой трубой.
Через некоторое время в зону а подают сжатый воздух с избыточным давлением, который производит плотный прижим (прикатку) рукава к внутренней поверхности трубы, после чего оправку из рукава извлекают.
Предмет изобретения Способ гуммирования металлических труб,
например выполненных с криволннейными и прямолинейными участками, заключающийся в том, что в гуммируемую промазанную клеем трубу вводят промазанный клеем резиновый рукав, концы которого уплотняют, внутреннюю полость и полость зазора между рукавом и гуммируемой трубой последовательно соединяют с системой вакуумирования и затем во внутреннюю полость рукава подают
под давлением воздух для прижима, рукава к гуммируемой трубе, отличающийся тем, что, с целью обеспечения более полного удаления воздуха и паров растворителя из полости, образованной гуммируемой трубой, и руезиновым рукавом, после введения рукава № гуммируемую трубу и уплотнения его концов, во внутреннюю полость рукава вводят упругую спиральную пружинную оправку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гуммирования металлических труб | 1986 |
|
SU1380997A1 |
| Устройство для гуммирования внутренних поверхностей труб | 1973 |
|
SU506176A1 |
| Устройство для гуммирования внутренних поверхностей труб | 1974 |
|
SU490681A1 |
| СПОСОБ ГУММИРОВАНИЯ ТРУБ | 1971 |
|
SU292833A1 |
| СПОСОБ ГУММИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1966 |
|
SU183369A1 |
| УСТРОЙСТВО ДЛЯ ПРИКАТКИ ВИКЕЛЯ ПРИ ГУММИРОВАНИИ ТРУБ | 1969 |
|
SU252592A1 |
| Устройство для гуммирования внутренних поверхностей полых изделий | 1987 |
|
SU1419911A1 |
| Способ гуммирования металлического изделия | 1981 |
|
SU981011A1 |
| УСТРОШСТВО Мя В СТА В l<qH РЕЗИНОВОГО РУКАВА В ГУММИРУЕМУЮ ТРУБУ | 1970 |
|
SU278101A1 |
| Способ гуммирования труб | 1988 |
|
SU1608079A1 |
