ТОКАРНЫЙ АВТОМАТ ФАСОННО-ПРОДОЛЬНОГО ТОЧЕНИЯ
Известен токарный автомат фасонно-продольного точения, неподвижная сунпортная стойка которого имеет несколько расположенных радиально относительно оси шпинделя суппортов, получающих поперечную подачу от кулачковых механизмов. Однако этот станок имеет конструкцию, а сунпортная стойка не обладает достаточной жесткостью, из-за чего снижается точность обработки.
Предложенный станок отличается от известного тем, что неподвижная суппортная стойка выполнена в виде расположенного эксцентрично относительно оси детали охватывающего кругового суппорта с необходимым числом инструментов, имеющего возможность периодического ускоренного поворота для смены инструмента и медленного поворота д;ля врезания и отрезки и фиксируемого для последующей продольной обточки.
Такое выполнение станка позволяет упростить его конструкцию, увеличить жесткость суннорта и повысить точность обработки.
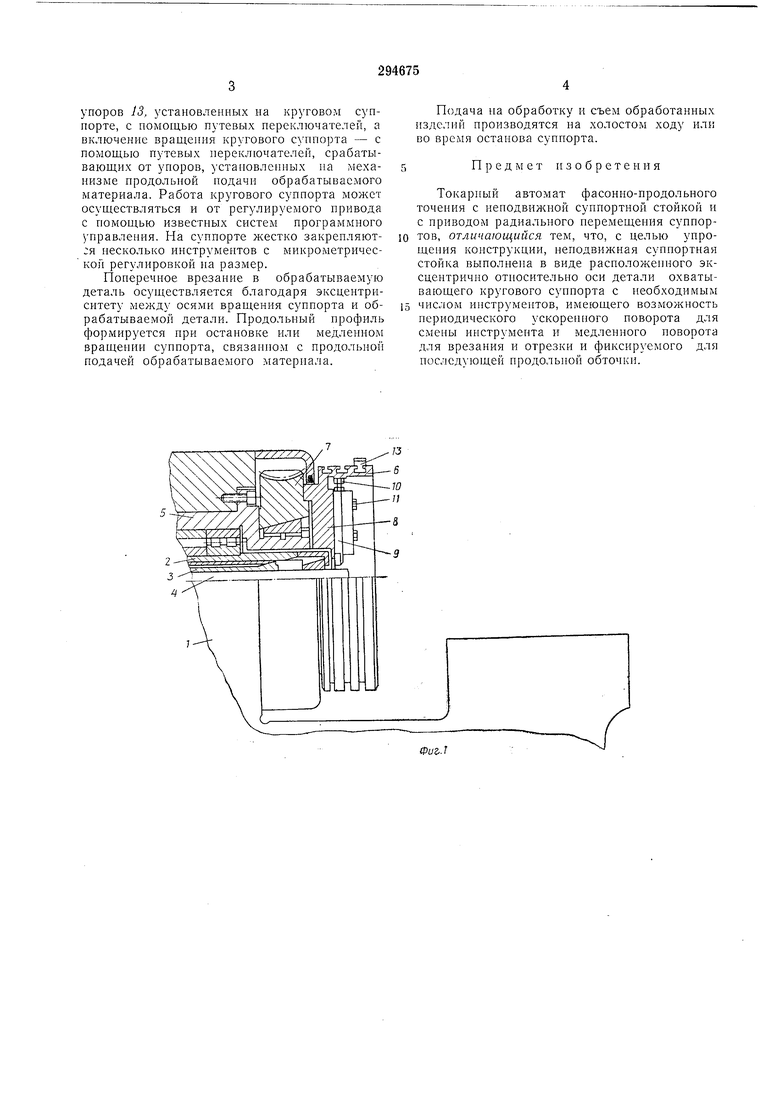
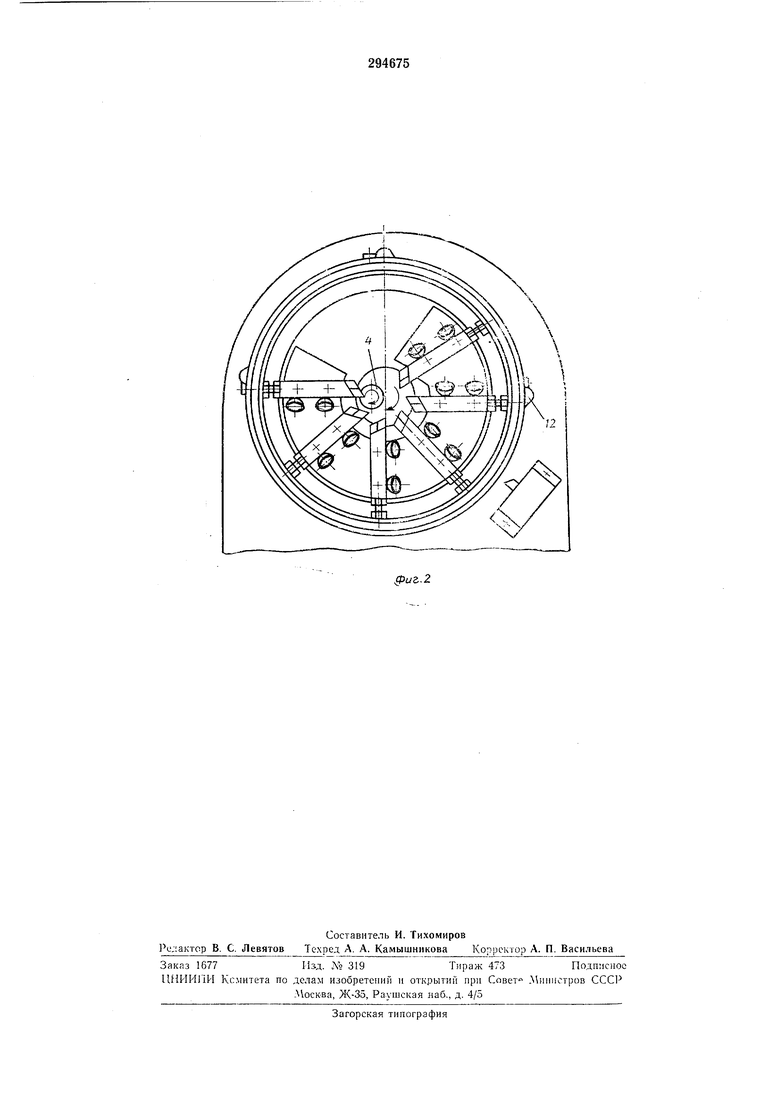
На фиг. I схематично изображены круговой суппорт и передний конец шпиндельной бабки описываемого станка в разрезе; на фнг. 2 показано относительное расположение изделия и инструменгов на суппорте.
шпиндель 2 с периодически перемещающимся подающим механнзмом 3 с зажатым в нем обрабатываемым материалом 4. Цепи вращения и продольной подачи обрабатываемого изделия имеют соответствующие звенья настройки. На переднем торце шпиндельной бабки установлен корпус 5 кругового суннорта 6, медленно вращающегося на опоре скольжения пли качення, например, от безлюфтового червячного привода 7, имеющего звенья настройки. На суппорте радиально расположены одна или несколько державок 8 с инструментом 9, взаимное расноложение которых по отношению д;руг к другу и обрабатываемому изделию регулируется винтами 10 и //.
Число дерлчавок и инструментов и их тип определяются требуемой сложностью профиля обрабатываемой детали. На переднем платике 12 станины могут устанавливаться известные приспособления, обычно применяемые на автоматах фасонно-продольного точения. Предлагаемая конструкция станка по сравнению с существующнми фасонно-продольными автоматами существенно упрощена благодаря устранению кулачков суниортов, передаточных звеньев и самих суппортов, а качество работы станка улучшено. Останов, переключение с рабочей подачи на быстрый повоупоров 13, установленных на круговом супнорте, с помощью путевых переключателей, а включенне вращеппя кругового суппорта - с помощью путевых переключателей, срабатывающпх от упоров, установленных на механизме продольпой подачн обрабатываемого материала. Работа кругового суппорта может осуществляться и от регулируемого привода с помощью известных систем программного управления. На суппорте жестко закрепляют:я несколько инструментов с микрометрической регулировкой на размер.
Понеречное врезание в обрабатываемую деталь осуществляется благодаря зксцентриснтету между осями вращения суппорта и обрабатываемой детали. Продольный профиль формируется при остаиовке или медленном вращении суппорта, связаппом с продольной подачей обрабатываемого материала.
Подача на обработку и съем обработанных изделий производятся на холостом ходу или во время останова суппорта.
5Предмет и з о б р е т е и и я
Токарный автомат фасонно-продольного точения с ненодвижной суппортной стойкой и с приводом радиального перемещения суппортов, отличающийся тем, что, с целью упрощения конструкции, неподвижная суппортная стойка выполнена в виде расположенного эксцентрично относительно оси детали охватывающего кругового суппорта с необходимым
15 числом инструментов, имеющего возможность периодического ускоренного поворота для смены ннструмента и медленного новорота для врезания и отрезки и фиксируемого для последующей продольной обточки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для обработки деталей кольцевого периодически повторяющегося профиля | 1982 |
|
SU1060347A1 |
| ТОКАРНЫЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР | 2019 |
|
RU2727133C1 |
| МНОГОЩПИНДЕЛЬНЫЙ ПОЛУАВТОМАТИЧЕСКИЙ ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ШТУЧНЫХ ИЗДЕЛИЙ | 1966 |
|
SU185664A1 |
| Токарный автомат | 1982 |
|
SU1041223A1 |
| ТОКАРНЫЙ АВТОМАТ ПРОДОЛЬНОГО ТОЧЕНИЯ | 1999 |
|
RU2167032C2 |
| Токарный обрабатывающий центр | 1982 |
|
SU1079364A1 |
| Токарный автомат продольного точения | 1978 |
|
SU728291A1 |
| Токарный станок | 1982 |
|
SU1085676A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| ТОКАРНЫЙ АВТОМАТ | 1973 |
|
SU400421A1 |
Фиг.Л
