В предлагаемом устройстве для конвейерной обмазки и сушки электросварочных электродов, с целью непокрытия обмазкой зажатых в электродержатель концов, пачки электродов подвешены друг возле друга в вертикальном положении к конвейерной ленте, транспортирующей их через ванну с обмазным составом и сушильную камеру.
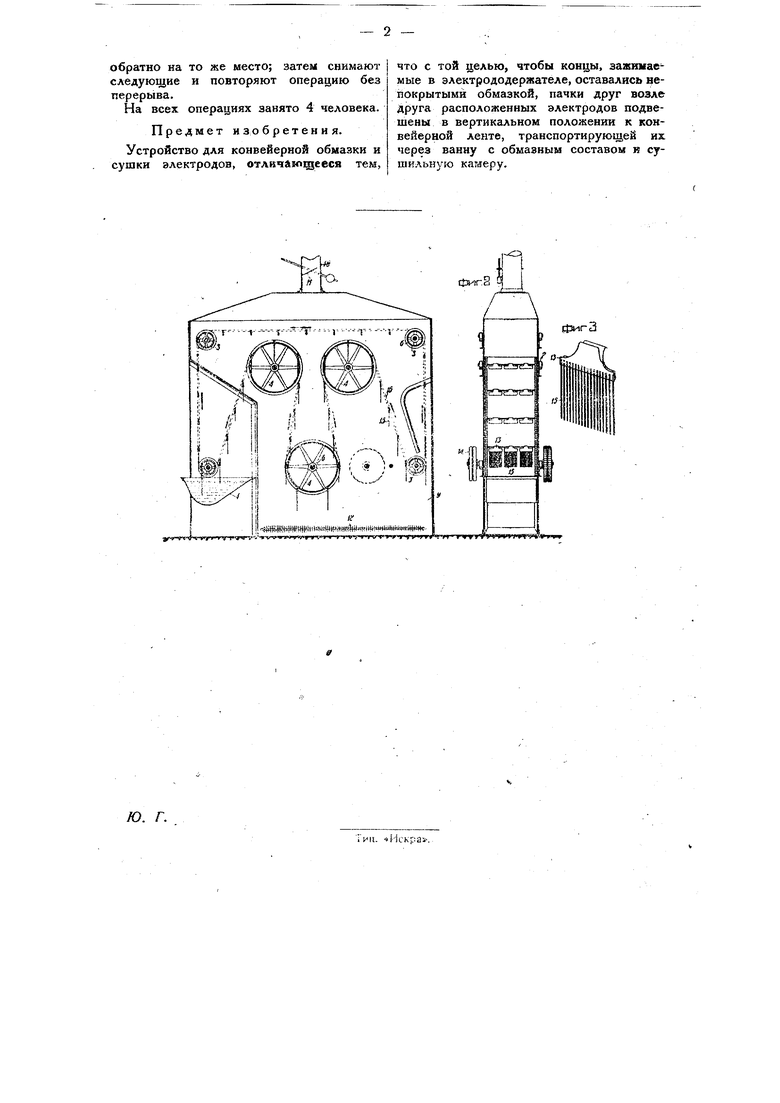
На чертеже фиг, 1 изображает продольный разрез устройства; фиг. 2-вид его спереди; фиг. 3-щипцы для захвата электродов.
Предлагаемое устройство (фиг. 1 и 2) состоит из кожуха 9, собранного из угольников и швеллеров и обитого листовым железом. К кожуху 9, с внутренней его стороны, прикреплена ванночка /, представляющая собой сварную коробку овальной формы. Там же, на осях 6, вращающихся в подшипниках 7, расположены четыре больших зубчатки 4 и три малых зубчатки 3. Все означенные зубчатки соединены между собой бесконечной конвейерной лентой /6, сопряженной с передаточным механизмом.
Для приведения в движение всей системы предназначены шкивы J4 (один рабочий, другой-холостой). В нижней части кожуха 9 установлены обычные камеры J2, употребляющиеся для отопления. В верх273
ней части кожух 9 снабжен вытяжной трубой /{ с регистром //, предназначенной для отвода испарений из камеры.
Устройство снабжено комплектом шарнирных щипцов 5 (фиг. 3) с широкими губками для захвата и подвешивания электродов 75 к конвейерной ленте J6.
При применении устройства мотор приводится в действие и приводной ремень переводится на рабочий шкив J4, после чего конвейер приходит в движение.
Мастер, работающий у окна со стороны ванночки, берет со стола электроды и подвешивает их по три-четыре в ряд на медленнр движущиеся стержни конвейера/б (фиг. 2). Подвешенные электроды постепенно погружаются в ванну, наполненную составом так, чтобы при полном погружении уровень жидкости не касался губок щипцов, не покрывал бы всю длин} палочек, оставляя чистым конец на 20- 25 мм, необходимый для лучшего контакта при зажиме в клеммах. Затем зажатые в щипцах электроды поднимаются вверх, излишняя жидкость стекает с них и капает обратно в ванночку. Дальше электроды переходят в камеру, совершают медленный оборот в течение 20-25 мин. и подвергаются сушке при температуре 60-80°. После этого снимают щипцы, освобождают их от электродов и вешают
обратно на то же место; затем снимают следующие и повторяют операцию без перерыва. На всех операциях занято 4 человека.
Предмет изобретения.
Устройство для конвейерной обмазки и сушки электродов, отличающееся тем,
что с той целью, чтобы концы, зажимае мые в электрододержателе, оставались чепокрытымй обмазкой, пачки друг возле Друга расположенных электродов подвешены в вертикальном положении к конвейерной ленте, транспортирующей их через ванну с обмазным составом н сушильную камеру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для конвейерной смазки и сушки электродов | 1934 |
|
SU47016A1 |
| Станок для обмазки электросварочных электродов | 1931 |
|
SU24053A1 |
| Конвейерное устройство для нанесения обмазки на сварочные электроды | 1945 |
|
SU73489A1 |
| АВТОМАТИЧЕСКИЙ ФОТОГРАФИЧЕСКИЙ АППАРАТ | 1929 |
|
SU18033A1 |
| Установка для нанесения покрытий на изделия | 1976 |
|
SU698521A3 |
| Автоматический фотографический аппарат | 1929 |
|
SU15523A1 |
| ЛИНИЯ ЗАГРУЗКИ ЛИСТЬЕВ ТАБАКА В КОНТЕЙНЕР | 2015 |
|
RU2608149C1 |
| Устройство для мытья посуды и наполнения ее жидкостью | 1931 |
|
SU29002A1 |
| Конвейерная машина для отделки и глазурования фарфоровых тарелок и других плоских керамиковых изделий | 1932 |
|
SU33444A1 |
| Конвейерный фотосушильный агрегат | 1961 |
|
SU149677A1 |

