Предлагаемый станок для обмазки электросварочных электродов состоит из ванны с обмазочным составом, снабженной загрузочной , воронкой и установленной в последней крестовиной, служащей для подачи электродов из загрузочной воронки в ванну, из которой последние выгружаются при помощи конвейерных лент.
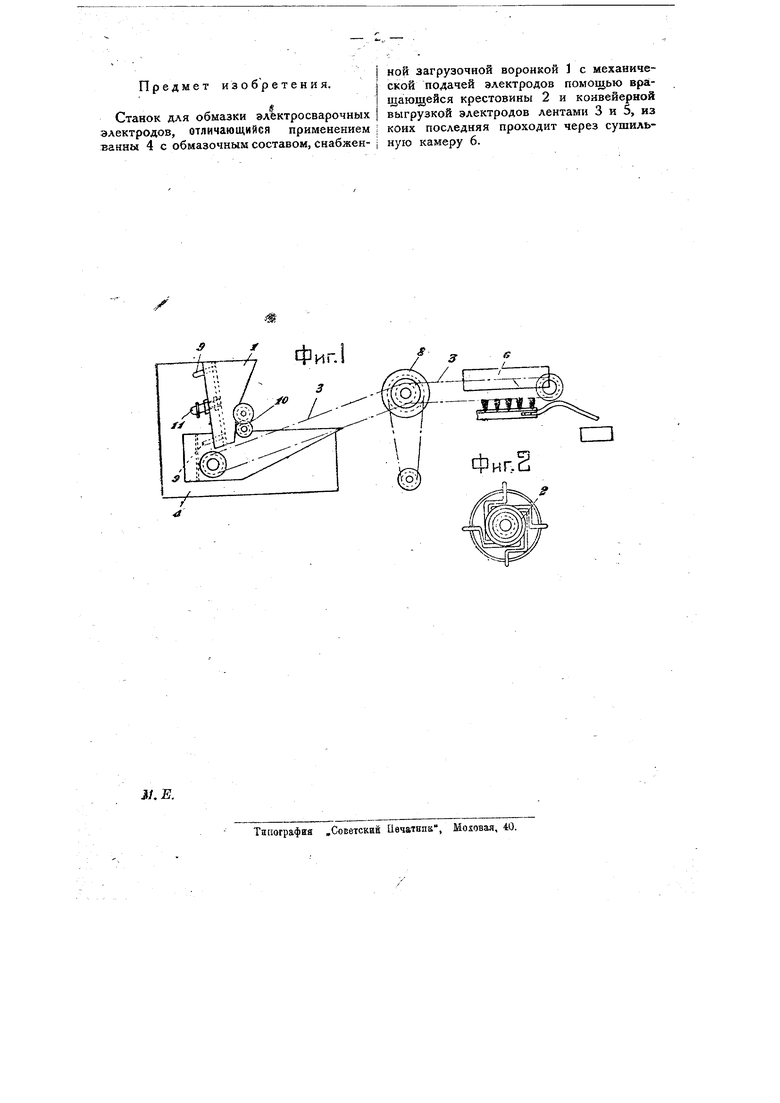
На чертеже фиг. 1 схематически изображает общий вид станка; фиг. 2 - крестовину его, предназначенную для подачи электродов в ванну.
Станок состоит из ванны 4, наполненной обмазочным составом, загрузочной воронки1, двух конвейерных лент 3 и 5 к сушильной камеры 6. Загрузочная воронка 1 снабжена вращающейся крестовиной 2, предназначенной для механической подачи электродов в ванну 4, Крестовина 2 приводится во вращение от конвейерной ленты 3 при помощи зубчатой передачи 10 и состоит из лопастей , укрепляемых на полой железной трубчатой оси, снабженной поперечными проре-. зями. Эти прорези служат направляющими для лопастей крестовины, снабженных на вставляемых концах зубцами, сцепляющимися с шестернями другой оси, вставляемой в первую. Поворотом второй оси относительно первой можно
изменять по величине рабочую длину лопастей, в зависимости от размеров обмазываемых электросварочных электродов. Это устройство, регулирующее длину лопастей, расположено по одну сторону ванны 4, а по другую расположена зубчатая передача 10, осуществляющая передачу вращения крестовине от конвейера. Ванна 4 снабжена направляющими 9 для воронки 1 с целью изменения загрузочного пространства последней при помощи болтов 11.
Подлежащие обмазке электроды загружаются в воронку 1, из которой при помощи крестовины 2 подаются в ванну 4, заполненную обмазочным составом. Здесь они попадают на конвейерную ленту 3, часть которой помещается в ванне с обмазочным составом, и затем подаются на другую конвейерную ленту 5; проходящую через сушильную камеру 6. За время прохождения электродов через сушильную камеру последние высушиваются и затем сбрасываются с конвейера 5 в готовом виде на другой конвейер или другое устройство, подающее электроды в ящик, а конвейерная лента на обратном пути очищается щетками 7 от осевшего состава. .Конвейеры 3 и 5 приводятся от электродвигателя при помощи передачи 8.
предмет изобретения. Станок для обмазки электросварочных I выгрузкой электродов лентами 3 и 5, из
электродов, отличающийся применением I коих последняя проходит через сушильванны 4 с обмазочным составом, снабжен- ную камеру 6.
ной загрузочной воронкой 1 с механической подачей электродов помощью вращающейся крестовины 2 и конвейерной 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для конвейерной обмазки и сушки электросварочных электродов | 1932 |
|
SU29558A1 |
| Устройство для конвейерной смазки и сушки электродов | 1934 |
|
SU47016A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА СВАРОЧНЫЕ ЭЛЕКТРОДЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2193076C2 |
| Конвейерная линия для производства пеноматериалов | 1983 |
|
SU1139720A1 |
| Способ изготовления сварочных электродов и автоматическая линия для его осуществления | 1991 |
|
SU1815089A1 |
| Автоматическая линия изготовления электродов | 1976 |
|
SU740453A1 |
| Устройство для производства многослойного торта | 1986 |
|
SU1533630A1 |
| Механизированная поточная линия для подготовки капусты к квашению | 1978 |
|
SU747457A1 |
| Конвейерная линия для изготовления комбинированных изделий | 1976 |
|
SU654433A1 |
СИ

