В ОСНОВНОМ авторском свидетельстве № 29558 предлагалось устройство для конвейерной смазки и сушки электродов, состоящее из сушилки, в которой расположен бесконечный ленточный конвейер, служащий для подачи в ванну с массой групп электродов, подвешиваемых в особых зажимах к поперечинам конвейера, и для последующего транспортирования электродов через сушилку к месту снятия готовых стержней.
В таком устройстве, согласно изобретению, с пелью автоматического захватывания электрододержателями, подвешенными к конвейерной ленте, концов электродов, подаваемых комплектами с помощью конвейера к месту погружения электродов в ванну, применены нгподвижные наклонные плоскости, расположенные на пути движения электрододержателей и служащие для раздвигания губок злектрододержателей на время, необходимое для вхождения концов электродов в указанные губки, а для автоматического выпускания высушен(357)
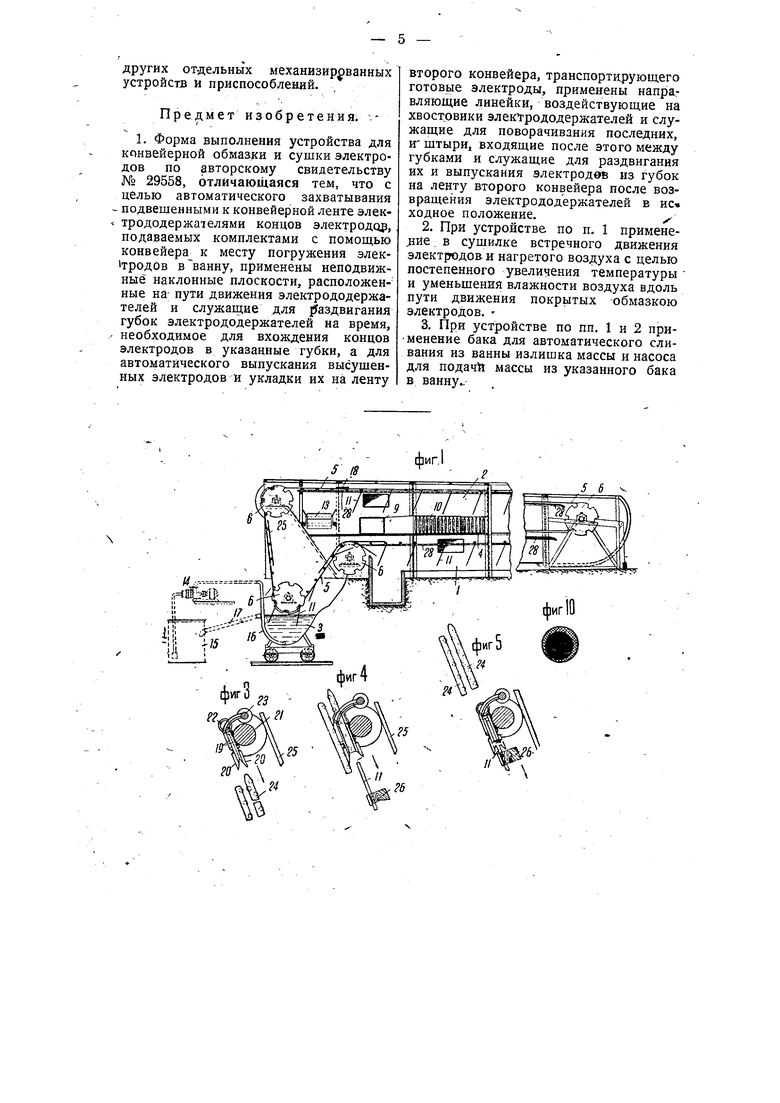
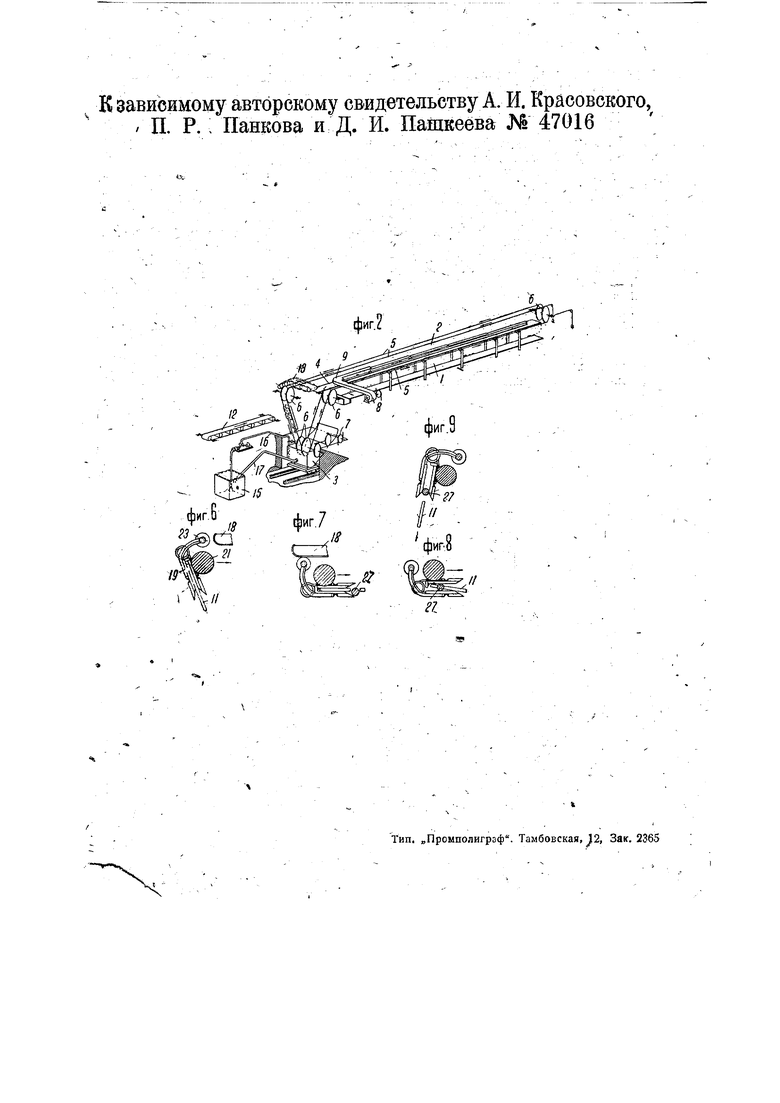
ных электродов и укладки их на ленту второго конвейера, траспортирующего готовые электроды, применены направляющие линейки, воздействующие на хвостовики электрододержателей и служащие для поворачивания последних, и щтыри, входящие, после этого между губками и служащие для раздвигания их и выпускания электродов из губок на ленту второго конвейера после возвращения электрододержателей в исходное положение. Кроме того, в сушилке применено встречное движение электродов и нагретого воздуха с целью постепенного увеличения температуры и уменьшения влажности воздуха вдоль пути движения покрытых обмазкою электродов. Равным образом применен бак для автоматического сливания из ванны излишка массы и насос для подачи массы из указанного бака в ванну. На чертеже фиг. 1 изображает в продольном разрезе три передних звена и заднее звено предлагаемого устройства; фиг. 2-кинематическую схему устройства; фиг. 3, 4, 5-приспособление для автоматической зарядки электрододержателей на конвейерной ленте в трех различных положениях; фиг. 6, 7, 8 и 9-приснособление для автоматической разрядки электрододержателей в четырех различных положениях; фиг. 10 - поперечное сечение электрода.
Основным элементом предлагаемого устройства является электрическая сушильная камера 1, 2, в передней части которой расположена ванна 3 с массой для покрытия электродов. Сушилка состоит из двух каналов: нижнего 1 и верхнего 2, разделенных стенкой 4. В сушилке расположены тяговые тросы 5, на которых подвешены держатели электродов. Тросы 5 наложены ка блоки 6 и приводятся в движение иосредстзом ведущих блоков двигателем 7 по направлению, показанному на фиг. 2 снлошными стрелками.
Вентилятор 8 подает в верхний канал 2 воздух но трубе 9. Этот воздух поступает в электрические нагреватели 10, нагревается и движется по направлению, указанному на фиг. 2 пунктирными стрелками, переходит в нижний канал 1 и выходит в переднюю часть канала 1. Таким образом в сушилке имеет место встречное движение нагретого воздуха и конвейера 5 с электродами 11.
Д.чя подачи электродов к месту зарядки электрододержателей служит ленточный транспортер 12, направление движения, коего показано на фиг. 2 стрелкой.
Высушенные электроды сбрасываются на конвейерный транспортер 13, который подает электроды в упаковочное отделение.
В ванну 3 масса для обмазки электродов непрерывно подается насосом 14 из бака 15 через перфорированную железную трубу 16; уровень массы в ванне 3 поддерживается постоянным путем применения сливной трубы 17, сливающ,ей излишек массы в бак 35.
Устройство работает следуюш;им образом. Полуавтоматически, через определенные нромежутки времени особые деревянные рамки с голыми электродами (в количестве по 50 штук в каждой рамке, независимо от диаметра
электродов) подаются конвейером 12 к месту зарядки.
Автоматически, через определенные промежутки времени, концы голых электродов, поданных в наборных деревянных рамках, захватываются электрод-держателями, представляюш,ими собою зажимные приспособления, укрепленные на тяговых металлических тросах 5. Электрододержатели с расположенными наклонно электродами перемещаются дву.мя параллельными бесконечными тросами 5, натянутыми на направляющих блоках 6. Сразу после захватывания электродов они автоматически покрываются массой путем погружения зажатых в держателях электродов в ванну 3 с жидкою массой покрытия (обмазкою) и затем извлекаются из ванны 3.
Пройдя ванну 3 с массою, Электрододержатели со свежеобмазанными злектродами 11 перемещаются вместе с тяговыми тросами 5 наклонно вверх и попадают в нижний канал 1 сушильной камеры устройства. Здесь покрытые электроды на всей длине пути этого канала 1 сушильной камеры подвергаются предварительному провяливанию потоком тенлого (-р 20°) ненасыщенного влагою воздуха, выходящего из верхнего канала 2 сушильной камеры. Пройдя всю длину нижнего 1, после задних направляющих блоков 6 электрододержатель с покрытыми и подсушенными электродами попадает в верхний канал 2 сушильной камеры, в котором сушка электродов производится горячим (от 40 до 70) воздухом до полного испарения требуемого количества влаги. На протяжении всего процесса сушки покрытых электродов по следние постоянно продвигаются навстречу потоку нагнетаемого воздуха. Постепенное повыше;ше температуры вдоль пути движения электродов дает нросушку электродов без трещин л осыпания обмазки. Электрододержателк продвигаются с покрытыми уже электродами Б сушильной камере с заданной скоростью, плавно регулируемой в известных пределах. В сушильной ка.мере устройства, при соответствующем ведении теплового режима, производится полная просушка покрытия электродов.
Процесс сушки электродов заканчивается в части сушильной камеры, находящейся в непосредственной близости к передней части устройства. В этом месте продвижения электрододержателя укрепленные на последнем два хвостовика с роликами встречают на своем пути неподвижно установленные направляющие линейки 18, вследствие чего электрододержатель отклоняется в направлении своего движения почти в горизонталыгое положение и выпускает электподы. Разгрузка держателей производится автоматически и выбрасывание уже просушенных вполне готовых покрытых электродоз производится на ленточный транспортер 13, подаюпхий готовые электроды в упаковочное отделение.
В целях достижения равномерного покрытия всех электродов массой одинаковой консистенции производится постоянное перемешивание ььассы.
Все составные части массы покрытия, обладающие различным удельным весом, не оседают на дно ванны, а находятся постоянно во взвешенном состоянии благодаря тому, что непрерывная подача масс, в ванну осуществляется через перфорированную железную трубу 16, продолженную на дне ванны; через отверстия в этой трубе масса под соответст;зующи,м давлением направляете струями снизу вверх, вледствие чего достигается совершенное и постоянное перемешивание всей массы в ванне, что обеспечивает слой покрытия электрода одинаковой консистенции по всей его поверхности. Расходуемая из ванны в процессе работы аппарата масса покрытия непрерывно таким образом пополняется.
Излишек массы покрытия, стекающей с электродов после прохождения последними ванны с массой покрытия, возвращается в ванну.
Вследствие того, что как после выхода из ванны с массою обмазки, так и в процессе последующей сушки их, электроды П находятся ке в .вертикальном, а в некоторой наклонном положении, определяемо:, взаимпкм расположением точек опоры и центра тяжести держателя с электродами, обмазка располагается по поверхности электрода эксцентричным слоем (фиг. 10), где обмазка электрода показана заштрихованной. Последнее обстоятельство и приближает покрытые и высушенные в устройстве электроды к типу новейших американских покрытых электродов. При сварке электрод с эксцентрично нанесенной обмазкой располагают наклонно так, чтобы электрод был обращен вверх той стороной, на которой расположен более толстый слой обмазки. При таком расположении обмазка не затрудняет поддержания дуги; кроме того, при этом продукты сгорания обрлазки образуют более рационально распределенную газообразную защитную завесу вокруг вольтовой дуги, предохраняющую расплавленный металл, проходящий через дугу, от окисления и нитрирования в атмосфере воздуха.
Электрододержатель изображен на фиг. 3-9 в различных положениях. Основной его частью являются две зажимных губки 19 с продольными ребрами жесткости, препятствующими деформациям захватываюаиьх плоскостей губок, и с наваренными по концам губок пластинками 20, со ско пенными краями, дающими возможность осуществлять процесс зарядки и разрядки рамки. Кроме указанных пластин по концам одной из губок приварены короткие цили ирические пальцы 21, па которые насажены шариковые подшипники, являющиеся по существу катучими роликами для перемещения захватной рамка по поддерживающим и направляющим путям 28, сваренным из полосового железа. Концами этих же пальцев 21 держатель вставляется в подшипники, устроенные в нижней части кулачков, закрепленных гтеподвижно на тяговых тросах 5. Поверх держателя ил равных расстояниях между собою укреплены четыре винтовых пружины 22, обеспечивающие достаточное и равномерное мерное по всей длине держателя зажатие концов электродов.
Кроме описанных деталей по концам одной из губок держателя приварено по одному особой формы хвостовику 23 с роликом на конце. Эти хвостовики служат упорными приснособления.И для надлежащего поворачивания держателя в процессе его зарядки и разрядки.
Расположенные на пути перемещения держателя наклонные направляющие 24 придают свободно висящему не заряженному держателю такое положение, при котором крайние слегка разведенные концы зажимных губок неизбежно попадут укрепленные на пути перемещения держателя особые роликовые пластинки-наклонные плоскости 25, которые при дальнейшем продвижения держа; еля раздвигают обе его губки, приводя его в готовое для зарядки состояние, В это же время или несколько ранее происходит подача и установка на специальных пружинах петлях - набора (50 штук) голых электродов в особой наборной рамке 26. Упомянутые пружинные петли установлены на передней части устройства по пути перемещения держателя.
В последующий момент происходит надвигание держателя на выступающие из наборной рамки 26 концы голых электродов 11. Как только эти концы голых электродов 11 войдут в раскрытый держатель на глубину до 50 мм, происходит немедленное зажатие электродов губками 19 держателя, поскольку в этот момент упомянутые выше роликовые пластины 24 выходят из крайних концов губок 19 держателя, после чего губки держателя под действием сжимающих пружин 22, укрепленных на держателе, приводят держатель в закрытое или, вернее, заряженное состояние.
Дальнейшее продвижение держателя вниз происходит вместе с голыми электродами, толкающими вместе с собою и наборную рамку, которая под действием этого вынужденного продвижения разжимает пружинные петли и ослабля ет зажатие наборной рамкой голых электродов, после чего наборная рамка свободно падает на наклонную плоскость, при помощи которой она подается к рабочему месту набора голых электродов в наборные рамки. Освободившись от наборной рамкй, зажатые щеками держателя голые электроды продвигаются далее вниз и погружаются в ванну 3 с жидкою массою для покрытия электродов,
Все эти положения зарядки держателя показаны на фиг. 3-5 чертежа.
Разрядка электрододержателей происходит следующим образом. При приближении держателя, несущего набор высушенных электродов 11, к направляющим линейкам 18, хвостовики 23 держателей набегают на линейки 18 и поворачивают держатель из положения по фиг, 7.
В этом положении держатель набегает на неподвижно установленные штыри 27 (фиг, 7), которые входят между губками 19 (фиг, 8) и раздвигают их, ос зобождая электроды 11. В последующий момент хвостовики сходят с линеек 18 и держатель поворачивается в положение по фиг. 9; в этом положении электроды 11 падают на транспортер 13;. штырь же 27 при дальнейшем перемещении держателя выходит из его губок.
Предлагаемое устройство для конвейерной обмазки и сушки электродовдопускает производство многократных покрытых электродов массою одинакового или различного состава, с последующею после каждого покрытия сущкою; вместе с тем, конструкция устройства не предусматривает регулировки продолжительности пребывания электродов в ванне с массою, поскольку длительность пребывания электродов в массе, по общепонятным причинам технологического характера, не оказывает никакого влияния на качество покрытия электродов.
Кроме того, конструкция предлагаемого устройства предусматривает возможность дальнейшего углубления и широкой механизации всех прочих вспомогательных производственных процессов по изготовлению обмазанных электродов, как-то: разматывание электродной проволоки из бухты, правка и рубка этой проволоки на куски, соответствующие стандартной длине электродов, заполнение ими деревянных наборных рамок, подача наборов голых электродов в наборных рамках к предлагаемому полуавтоматическому аппарату для обмазки и сушки электродов, удаление готовых электродов из аппарата, сортировка электродов в отдельные пачки и упаковка их пачками в ящики.
Автоматизация всех этих операций без особого труда может быть осуществлена путем последовательной кампановки с предлагаемым устройство б;
других отдельных механизированных устройств и приспособлений.
Предмет изобретения, 1, Форма выполнения устройства для конвейерной обмазки и сушки электродов по авторскому свидетельству № 29558, отличающаяся тем, что с целью автоматического захватывания подвешенными к конвейерной ленте электрододержателями концов злектродор, подаваемых комплектами с помощью конвейера к месту погружения электродов в ванну, применены неподвижные наклонные плоскости, расположенные на- пути движения электрод о держателей и служащие для раздвигания губок электрододержателей на время, необходимое для вхождения концов электродов в указанные губки, а для автоматического выпускания высушенных электродов и укладки их на ленту
второго конвейера, транспортирующего готовые электроды, применены направляющие линейки, воздействующие на хвостовики электрододержателей и служащие для поворачивания последних, и штыри, входящие после этого между губками и служащие для раздвигания их и выпускания электродвв из губок на ленту второго конвейера после возвращения электрододержателей в ис ходное положение.
2.При устройстве по п. 1 применеД1йе в сушилке встречного движения электродов и нагретого воздуха с целью постепенного увеличения температуры и уменьшений влажности воздуха вдоль пути движения покрытых обмазкою электродов.
3,При устройстве по пп. 1 и 2 применение бака для автоматического сливания из ванны излишка массы и насоса для подачи массы из указанного бака в ванну..
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для конвейерной обмазки и сушки электросварочных электродов | 1932 |
|
SU29558A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| ГЕЛИОСУШИЛКА | 1992 |
|
RU2026518C1 |
| УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2010 |
|
RU2511732C2 |
| УСТРОЙСТВО ДЛЯ СУШКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ ГОЛОЙ " GLYCYRRHIZA GLABRA L" | 2000 |
|
RU2168684C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И УСТАНОВКА ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТИ ПРЕДМЕТОВ | 2012 |
|
RU2594324C2 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ СБОРКИ ТВЭЛ ДЛЯ ЭНЕРГЕТИЧЕСКИХ ЯДЕРНЫХ РЕАКТОРОВ ТИПА БН | 1994 |
|
RU2094866C1 |
| СПОСОБ ПЕРВИЧНОЙ ОБРАБОТКИ СОЛОДКИ В КАЧЕСТВЕ ЛАКРИЧНОГО СЫРЬЯ, ЛИНИЯ ДЛЯ ПОДРАБОТКИ КОРНЕЙ И КОРНЕВИЩ СОЛОДКИ И БЛОК ПРОКАТКИ КОРНЕВОЙ МАССЫ | 2005 |
|
RU2301609C1 |
| СПОСОБ И АППАРАТ ДЛЯ ПОЛУЧЕНИЯ СВЕРНУТОГО КОЛЛАГЕНОВОГО НОСИТЕЛЯ | 2013 |
|
RU2670746C9 |
| МЕХАНИЧЕСКИ СКЛЕЕННАЯ ПЛИТА ИЗ ДРЕВЕСНОГО МАТЕРИАЛА | 2001 |
|
RU2286248C2 |
w,,.... г,1КщЩ g
Ji--г ,.Д---- 1
ii| -С
к зависимому авторскому свидетельству А. И. Красовского, / П. Р. : Панкова и Д. И. Пашкеева № 47016

