1
Изобретение может быть использовано в области станкостроения для получения точных резьб.
Известны станки для нарезания внутренних резьб метчиками по методу самозатягивания с механизмом ускоренного подвода и отвода шпинделя, включающим связанный с последним ходовой винт.
Целью изобретения является исключение влияния числа оборотов шпинделя на скорость его подвода и отвода.
Это достигается тем, что ходовой винт нежестко связан со шпинделем и несет три гайки, одна из которых неподвижна в осевом и радиальном направлениях, а две другие подвижны в о.севом направлении и фрикционно связаны с ведущими их шестернями привода шпииделя.
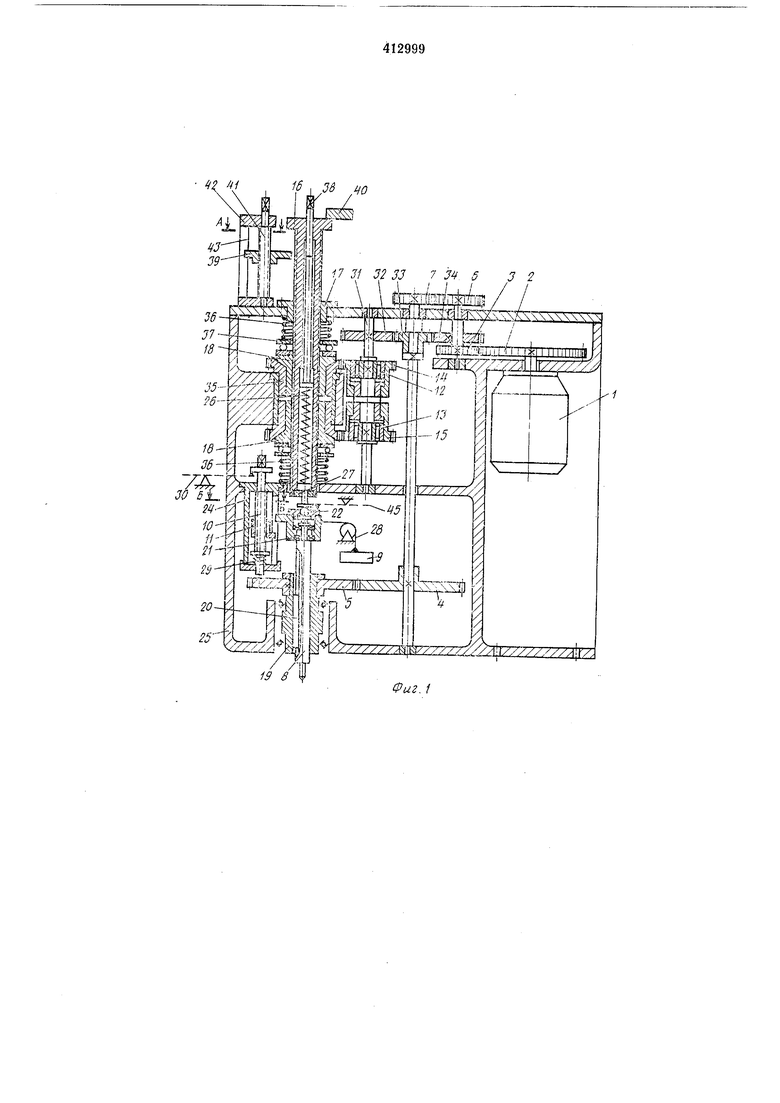
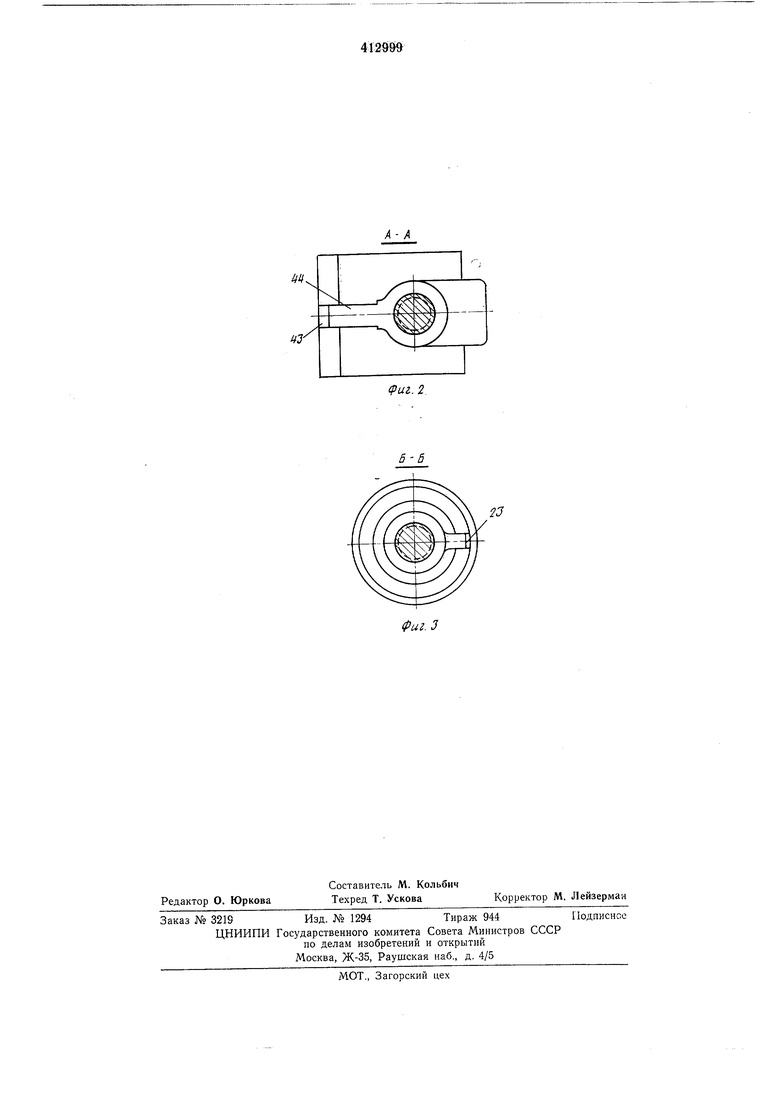
На фиг. 1 показана конструктивно-кинематическая схема предложенного станка; на фиг. 2 - сечение но А-А на фиг. 1; на фиг. 3 - сечение по Б-Б на фиг. 1.
Предлагаемый станок содерЖИт привод вращения шпинделя, состоящий из реверсивного электродвигателя У, шестерен 2-5 и сменных шестерен 6, 7; шпиндельный узел, включающий щпиндель 8, уравновешенный грузом 9; механизм настройки станка на глубину нарезки резьбы, состоящий из подпружиненного винта W и невращающегося ползуна 11; .механизм быстрого подвода, содержащий обгонную муфту правого вращения 12, обгонную муфту левого вращения 13, шестерни 14 и 15; ходовой многозаходный винт 16 и
три гайки; неподвижную 17 и две подвижных 18.
Шпиндель 8 врашается от шестерни 5 через .втулку 19 и шпонку 20. Верхний конец его оканчивается невращающимся наконечником
21, сидящим на ш пинделе 8 на подшипниках качения и имеющим на верхней плоскости свободно вращающийся шарик 22, а на боковой поверхности поводок, который входит в паз 23 (см. ф|Иг. 3) стакана 24, неподвижно
закрепленного в корпусе головки 25. К обрабатываемому изделию шпиндель 8 подводится винтом 16 через регулировочную пружину 26 и толкатель 27. При этом вверх шпиндель перемещается за счет груза 9, жестко связанного посредством нераскручивающего троса 28 с нако,нечником 21. При перемещении же щпинделя вниз поводок наконечника 21 давит на ползун 11 регулировочного винта 10, находящегося всегда в верхнем ноложении под действием пружины 29. Перемещаясь вниз, винт 10 через рычаг 30 микропереключателя (на фиг. 1 показан условно) реверсирует электродвигатель.
Механизм быстрого подвода состоит из
двух шестерен 14 и 15, в которые вставлены и
закреплены обгонная муфта правого вращения 12 и обгонная муфта левого вращения 13. Обгонные муфты 12 и 13, в свою очередь, закреплены на вале 31, который получает вращение от электродвигателя / посредством щестерен 32, 33, 34, 3 и 2. Шестерни 14 и 15 находятся в постоянном зацеплении с шестернями 35, фрикционно связанными с двумя гайками 18 по коническим поверхностям за счет давления верхней и нижней пружин 36 через упорные подшипники 57. Внутри пустотелого винта 16 помещена регулируемая штангой 38 на усилие врезания пружина 26, которая упирается одним из концов в толкатель 27, подвижный в осевом направлении. Осевое перемещение винта 16 ограничивается регулируемыми упорами 39 и 40. Регулирование упора 39 производится с помощью винта 41, расположенного в кронштейне 42, который имеет паз 43 с входян им в него поводком 44 упора 39. Конструкция упора 40 аналогична конструкции упора 39. В корпусе 25 закреплена неподвижно также фланцевая гайка 17, служащая для перемещения шпинделя.
При нажатии кнопки «Пуск вращение от электродвигателя / передается посредством шестерен 2, 3, 6, 7, 4, 5, втулку J9, шпонку 20 на щпиндель 8. При этом шпиндель получает правое вращение (для нарезки правых резьб). Одновременно через шестерни 2, 3, 34, 33, 32, вал 31, обгонную муфту правого вращения 12, щестерни /4 и 55 и верхнюю гайку винт 16 получает левое вращение. При этом нижняя гайка 18 вращения не получает. Ходовой винт 16, имея левую нарезку резьбы и вращаЯСь в неподвижной гайке 17, получает поступательное движение вниз до тех нор, пока верхний конец его не упрется в зтор 39, после чего движение вниз прекращается, я так как вращение гайки 18 продолжается, то последняя, преодолевая усилие верхней пружины 36, поднимается несколько вверх, в результате чего передача вращения на ходовой винт 16 прекращается, хотя электродвигатель / продолжает работу.
При движении ходового винта 16 вниз толкатель 27 через шарик 22 движет шлиндель 8 вниз. При этом пружина 26 сжимается, и движение шпинделя происходит с усилием сжатой пружины. Величина хода его устанавливается такой величины, чтобы после касания метчика отверстия, он продолжал бы двигаться вперед, сжимая пружину 26 и тем самым
накладывая усилие пружины на метчик , обеспечивая определенное усилие врезания на первых витках резьбы. Величина врезания практически устанавливается равной 2-3 шагам нарезаемой резьбы.
Нарезка первых витков резьбы производится самозатягиванием с участием пружины 26, далее без участия ее. Шпиндель отрывается от ходового винта 16. Нарезание резьбы продолжается до момента, пока поводок наконечника 21 не нажмет на ползун 11, который через винт 10 и рычаг 30 микропереключателя дает сигнал на реверсирование электродвигателя 1.
При реверсировании, т. е. при изменении вращения на обратное, ходовой винт 16 быстро отходит вверх до верхнего регулируемого упора 40. Это происходит за счет нижней шестерни 15, обгош-юй муфты левого вращения 13
и нижней гайки 18. Дойдя до верхнего упора 40, ходовой винт 16 останавливается. Одновременно и шпиндель 8 также получает обратное вращение. Метчик вывинчивается из нарезанного отверстия, выходит из него, и
под действием груза 9 шпиндель 8 с закрепленным на нем метчиком занимает верхнее исходное положение. При этом он нажимает на рычаг 45 микропереключателя (показан условно), который реверсирует электродвигатель 1 на правое вращение или останавливает его. В первом случае цикл повторяется автоматически без участия оператора, а во втором - полуавтоматически с участием оператора.
Предмет изобретения
Полуавтоматический станок для нарезания внутренних резьб метчиками по методу самозатягивапия с механизмом ускоренного подвода и отвода шпинделя, включающим связанный с последним ходовой винт, отличающийся тем, что, с целью исключения влияния числа оборотов шпинделя на скорость его подвода и отвода, на конце щпинделя на подщипниках качения установлена втулка с шариком, взаимодействующим с толкателем, связанным с .ходовым винтом, несущим три гайки, одна из которых неподвижна в осевом и радиальном направлении, а две другие - подвижны в осевом направлении и фрикционно связаны с ведущими их шестернями привода шпинделя.
I , .0
Фиг. 1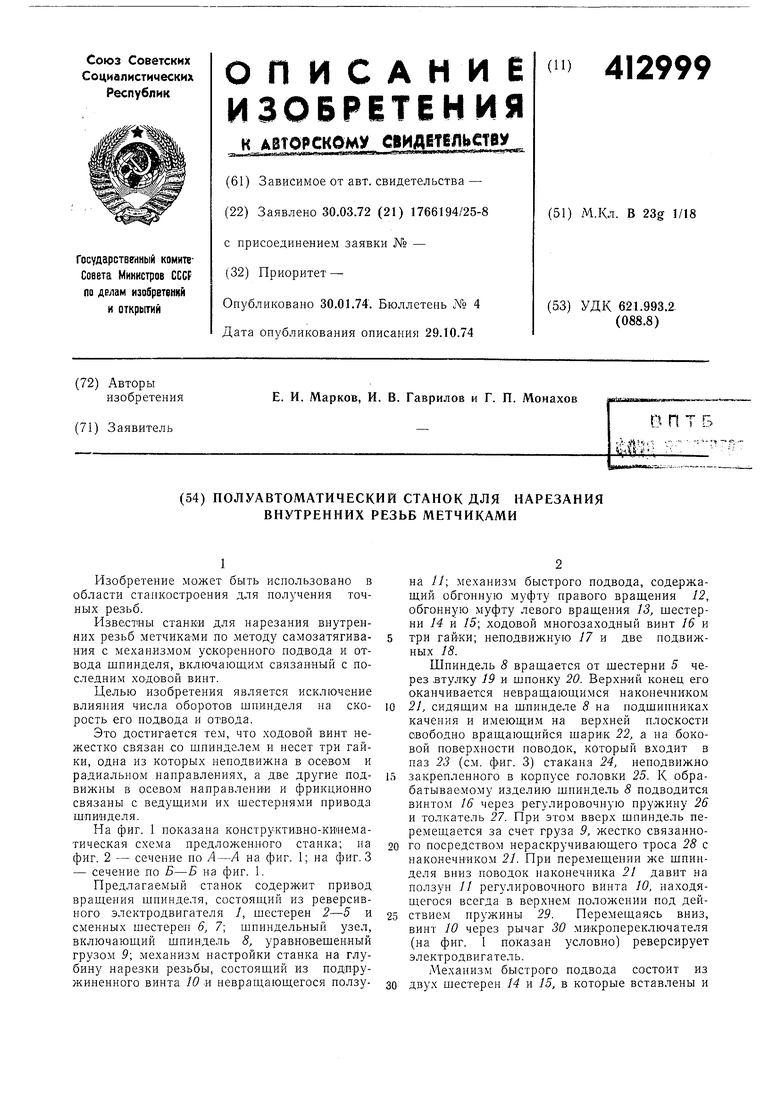
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ НАРЕЗАНИЯ ВНУТРЕННИХ РЕЗЬБ МЕТЧИКАМИ | 1967 |
|
SU205507A1 |
| Устройство для обработки резьбовых отверстий | 1982 |
|
SU1100054A1 |
| ПОЛУАВТОМАТИЧЕСКОЕ РЕЗЬБОНАРЕЗНОЕ УСТРОЙСТВО | 1972 |
|
SU339351A1 |
| Станок для нарезания резьбы метчиками | 1982 |
|
SU1076223A1 |
| Шпиндельный узел сверлильного станка | 1982 |
|
SU1093427A1 |
| Автомат для нарезания резьбы в гайках | 1982 |
|
SU1117161A1 |
| Шпиндельный узел резьбонарезного станка | 1975 |
|
SU650742A1 |
| Дыропробивной револьверный пресс | 1985 |
|
SU1286360A1 |
| Штамп последовательного действия | 1987 |
|
SU1473879A1 |
| АВТОМАТИЧЕСКИЙ РОТОРНЫЙ СТАНОК | 1967 |
|
SU204107A1 |