il
Изобретение относикся к области механической обработки древесины резанием и iMOж ет быть использовано во всех деревообрабатывающих производствах, имеющих в технологичеоких потоках четырех.сторолние, рейсмусны-е, рамные шипорезные станки.
Известны устройства для контроля размериой настройки деревообрабатывающих станков, имеющ-ие механизм устаяовки и фиксации.
Известные устройства .позволяют вести Лгншь грубо ориентировочный контроль. Без учета величины вылета ножей «ад цилиндром головки но шкале с ценой деления 1 мм и грубой стрелке нрактически невозможно ста новить положение рабочей головки в соответствии с заданн-ньш .рабочим настроечным размером, тем более в статическом состоянии станка. Поэтому раэм&риая настройка ведется но лробным заготовкам подводом суппорта до нужного положения. Вследствие этого имеются больщие потери древесины (проб(ных заготово:к) и времени на настройку, особенно на четырехстороннем и рамном шипорезном станках (от 60 до 120 мин).
Цель изобретения - создание такого устройства, которое позволит выполнить настройку станка в статическом состоянии и получить заданный размер обработки с точностью, нагаример, 2-го класса, с сокращением
потерь времени и экономией древесины. Для осуществления поставленной цели используют иЗ(Вестное устройство, имеющее механизм устамоеки и фиксации, который, согласно нзоб.ретению, выполнен в виде цилиндрического стержня, укрепленного в уголках-стойках, в средней -части которого установлен ползун со стрелкой и винтовым стопором, а шкала выполнена в виде .мерной стальной линейки,
установленной на станине под стрелкой суппорта, на конец ходового винта которого насажена съемная нониусная головка.
С целью использования устройства на действующих станках и учета величины вылета
ножей фрезерной головки при окончательном контроле настройки съемная нониусная головка может быть выполнена в виде корпуса, и.меющего на торцовой поверхности шкалу и заК|репленные на его ступице подвилшый и
установочный диски.
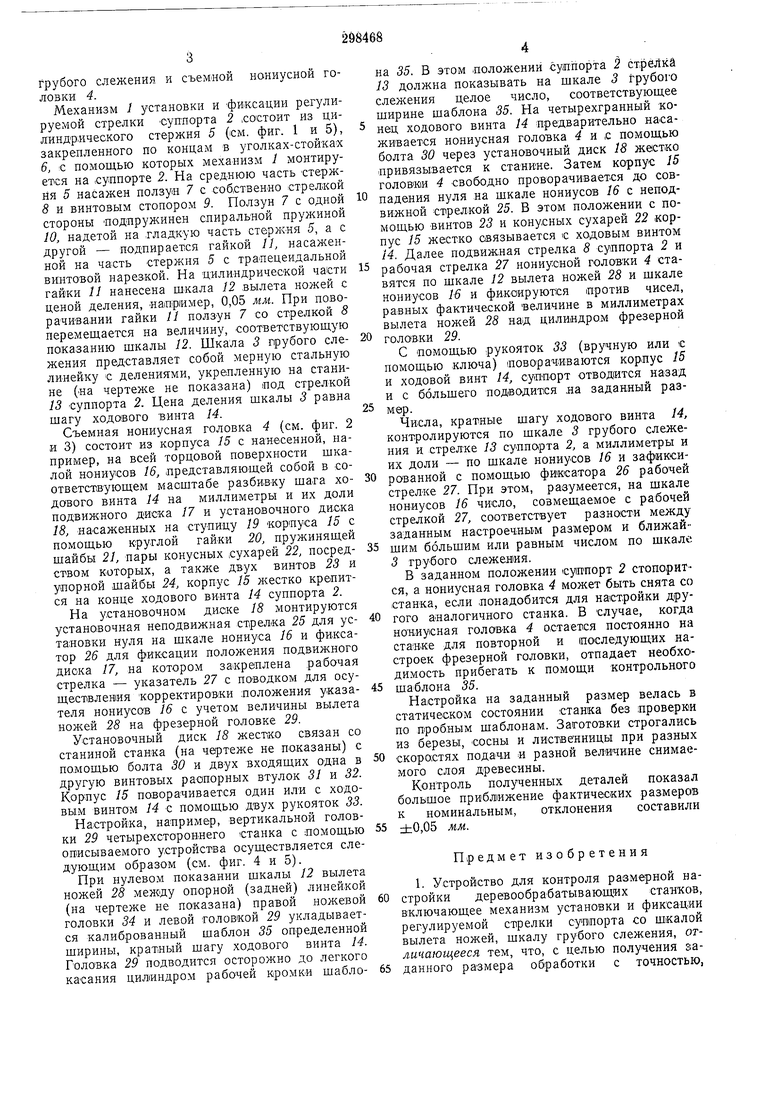
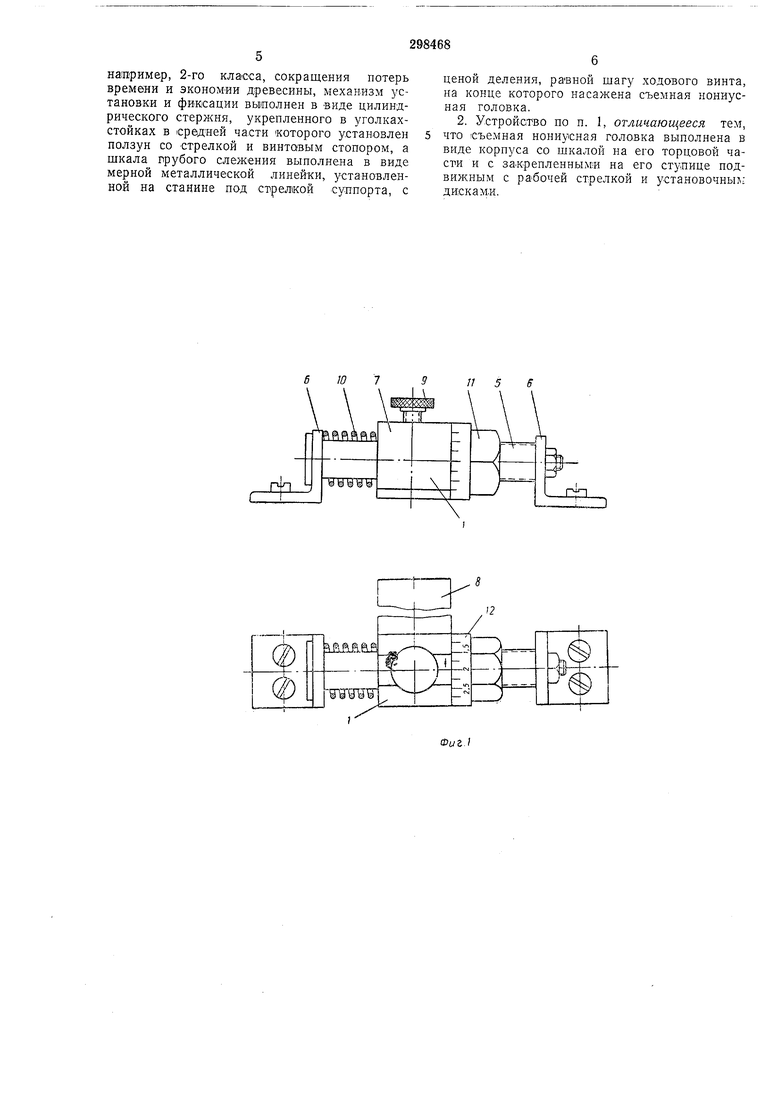
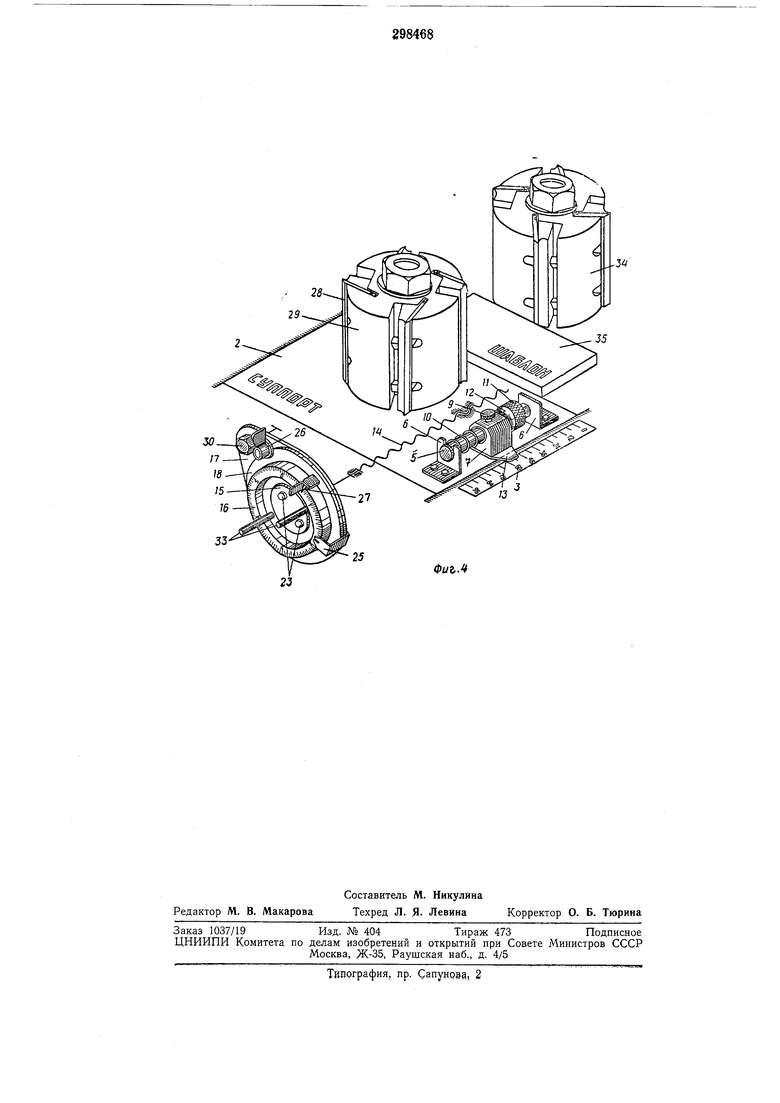
На фиг. 1 показан механизм установки и фиксации регулируемой стрелки суппорта; на фиг. 2 и 3 - съе.мная нониусная головка устройства; на фиг. 4 и 5 - предложенное устройство с привязкой к вертикальной головке четырехстороннего станка С-26-2.
Устройство для контроля размерной настройки деревообрабатывающих станков состоит из механизма / установки и фиксации грубого слежения и съем-ной нониусной головки 4. Механизм / установки и фиксации регулируемой стрелки суппорта 2 состоит из цилиндрического стержня 5 (iCM. фиг. 1 и 5), закреиленного по концам в уголках-стойках 6, С помощью которых механизм 1 монтируется на ,суппорте 2. На среднюю часть стержня 5 насажен иолзун 7 с собственно стрелкой 8 и винтовым стонором 9. Ползун 7 с одной стороны Подпружинен спиральной пружиной 10, надетой на гладкую часть стержля 5, а с другой - подпирается гайкой 11, насаженной на часть стержня 5 с трапецеидальной винтовой нарезкой. На цилиндрической части гайки 11 нанесена шкала 12 вылета ножей с ценой деления, например, 0,05 мл1. При поворачивании гайки 11 ползун 7 со стрелкой 8 перемещается на величину, соответствующую показанию шкалы 12. Шкала 3 грубого слежения представляет собой мерную стальную линейку с делениями, укрепленную на станине («а чертеже не показана) под стрелкой 13 суппорта 2. Цена деления щкалы 3 равна щагу ходового винта 14. Съемная нониусная головка 4 (см. фиг. 2 и 3) состоит из корпуса 15 с нанесенной, например, на всей торцовой поверхности шкалой нониусов 16, представляющей собой в соответствующем масштабе разбивку шага ходового винта 14 на миллиметры и их доли подвижного диска 17 и установочного диска 18, насаженных на ступицу 19 корпуса 15 с помощью круглой гайки 20, пружинящей щайбы 21, пары конусных сухарей 22, посредством которых, а также двух винтов 23 и упорной щайбы 24, корпус 15 жестко крепится на конце ходового винта 14 суппорта 2. На установочном диске 18 монтируются установочная неподвижная стрелка 25 для установки нуля на щкале нониуса 16 и фиксатор 26 для фиксации положения подвижного диска 17, на котором закреплена рабочая стрелка - указатель 27 с поводком для осуществления корректировки положения указателя нониусов 16 с учетом величины вылета ножей 28 на фрезерной головке 29. Установочный диск 18 жестко связан со станиной станка (на чертеже не показаны) с но.мощью болта 30 и двух входящих одна в другую винтовых раопорных втулок 31 и 32. Корпус 15 поворачивается один или с ходовым винтом 14 с помощью двух рукояток 33. Настройка, например, вертикальной головки 29 четырехстороннего станка с ломощью оп1исываемого устройства осуществляется следующим образом (см. фиг. 4 и 5). При нулевом показании шкалы 12 вылета ножей 28 между опорной (задней) линейкой (на чертеже не показана) правой ножевой головки 34 и левой головкой 29 укладывается калиброванный шаблон 35 определенной ширины, кратный шагу ходового винта 14. Головка 29 подводится осторожно до легкого касания цилиндром рабочей кромки шаблона 55. В этом положений суппорта 2 стрелка 13 должна показывать на шкале 3 Грубого слежения целое число, соответствующее ширине шаблона 35. На четырехгранный конец ходового винта 14 предварительно насаживается нониусная головка 4 и с помощью болта 30 через установочный диск 18 жестко привязывается к станине. Затем корпус 15 головюи 4 свободно проворачивается до совпадения нуля на шкале нониусов 16 с неподвижной стрелкой 25. В этом положении с помощью винтов 23 и конусных сухарей 22 корпус 15 жестко связывается с ходовым винтом 14. Далее подвижная стрелка 8 суппорта 2 и рабочая стрелка 27 нониусной головки 4 ставятся по шкале 12 вылета ножей 28 и шкале нониусов 1-6 и фикаируют1ся против чисел, равных фактической величине в миллиметрах вылета ножей 28 над цилиндром фрезерной головки 29. С помощью рукояток 33 (вручную или с помощью ключа) поворачиваются корпус 5 и ходовой винт 14, суппорт отводится назад и с большего подводится на заданный разЧисла, кратные шагу ходового винта 14, контролируются по шкале 3 грубого слежения и стрелке 13 суппорта 2, а миллиметры и их доли - по шкале нониусов 16 и зафиксированной с помощью фиксатора 26 рабочей стрелке 27. При этом, разумеется, на шкале нониусов 16 число, совмещаемое с рабочей стрелкой 27, соответствует разности между заданным настроечным размером и ближайщим большим или равным числом по шкале. 5 грубого слежения. В заданном положении суппорт 2 стопорится, а нониусная головка 4 может быть снята со станка, если понадобится для настройки друтого аналогичного станка. В случае, когда нониусная головка 4 остается постоянно на станке для повторной и последующих настроек фрезерной головки, отпадает необходимость прибегать к помощи контрольного щаблона 35. Настройка на заданный размер велась в статическом состоянии станка без проверки по пробным щаблонам. Заготовки строгались из березы, сосны и лиственницы при разных скоростях подачи и разной величине снимаемого слоя древесины. Контроль полученных деталей показал большое приближение фактических размеров к номинальным, отклонения составили ±0,05 мм. Предмет изобретения 1. Устройство для контроля размерной настройки деревообрабатывающих станков, включающее механизм установки и фиксации регулируемой стрелки суппорта со шкалой вылета ножей, шкалу грубого слежения, отличающееся тем, что, с целью получения заданного размера обработки с точностью,
например, 2-го класса, сокращения потерь времеии и экономии древесины, механизм установки и фиксации выполнен в виде цилиндрического стержня, укрепленного в уголкахстойках в средней части которого установлен ползун со стрелкой и винтовым стопором, а шкала грубого слежения выполнена в виде мерной металлической линей-ки, установленной на станине под стрелкой суппорта, с
ценой деления, равной шагу ходового винта, на конце которого насажена съемная нониусная головка.
2. Устройство по п. 1, отличающееся тем, что съемная нониусная головка выполнена в виде корпуса со шкалой на его торцовой части и с за крепленными на его ступице подвижным с рабочей стрелкой и установочные; дисками.
78
32 J
у jf /
- 30
33
Фиг-.-
