Заявленная группа изобретений относится к обработке металла шлифованием, в частности к заточке режущего инструмента, например для заточки ножей ледобуров для рыбалки, ножей к электроинструменту. Изобретение может быть использовано на производственных предприятиях, городских мастерских по заточке инструмента и быту. Автор не нашел специальных станков для заточки ножей к ледобурам выпускаемых промышленностью, поэтому данная группа изобретений разрабатывалась для использования в городской мастерской по заточке инструмента и предназначалась преимущественно для заточки ножей к ледобурам для рыбалки, а так же строгальных и других ножей поступающих на заточку.
Известен настольный заточной станок RU 2170653 приоритет от 20.07.2000 г. В24В 3/00. Данное устройство состоит из станины, электропривода с заточным диском, поворотного стола, с осью вращения перпендикулярной оси вращения заточного диска. На столе жестко устанавливается держатель с закрепленными на нем затачиваемыми ножами под определенным углом. Поворотный стол, посредством механического соединения может вращаться в горизонтальной плоскости, кроме этого, посредством механического соединения, рабочий стол может перемещаться вдоль своей оси вращения (верх-низ). Способ настройки станка на угол заточки затачиваемого ножа осуществляется посредством установки их в держателе под определенным углом относительно плоскости стола, что позволяет позиционировать угол заточки автоматически, но при этом держатель жестко связан со столом. Недостатки прототипа - конструктивно невозможность затачивать зубчатые и радиусные ножи и сложно ступенчатые, кроме этого, направление резания не перпендикулярно режущей кромке, а в некоторых случаях и вдоль ее, что вызовет перегрев ножа и снизит производительность.
Известен способ позиционирования угла заточки, устройство для осуществления этого способа, вспомогательные устройства и станок для заточки, реализующее этот способ патент США US 7033247 В2 принят в качестве ближайшего аналога (прототипа). Данный станок содержит станину, электродвигатель, заточные диски, рабочие столы, в виде круглого стержня, ось которого параллельна оси вращения заточного диска, при этом посредством механического соединения ось стержня может перемещаться ближе-дальше к оси заточного диска. К станку прилагается несколько держателей, для закрепления затачиваемого инструмента и специального калибра. Способ настройки на угол заточки заключается в закреплении затачиваемого инструмента в держателе, установка держателя на станок, перемещая стол ближе-дальше от заточного диска, контролируют прилегание постели ножа к контролирующей поверхности специального съемного устройства. В специальное съемное устройство вводятся поправки по диаметру заточного диска. Недостатком этого способа позиционирования является необходимость остановки вращения заточного диска при позиционировании, введение поправок на износ заточного диска.
Задачей изобретения является создание простого, высокопроизводительного станка для заточки ножей к ледобурам для рыбалки. Конструкция станка должна позволять затачивать ножи к ледобурам разной конфигурации как то прямые, ступенчатые, зубчатые, радиусные и другие. Решение задачи должно предусматривать разработку не только способов и устройств позиционирования, но и устройств позволяющих это реализовать.
Ниже приводятся технические понятия, применяемые в формуле и описании изобретения, не применяемые ранее в технической литературе.
1. Нулевая зона заточного диска это периферийная область заточного диска, где касательная резания направлена перпендикулярно плоскости рабочего стола. Если рабочий стол представлен в виде стержня (см. прототип), то перпендикулярно направлению перемещения стола в виде стержня ближе дальше к заточному диску.
2. Плюсовая область заточного диска это периферийная область заточного диска находящаяся ближе к рабочему столу, чем нулевая зона. Если рабочий стол представлен в виде стержня (см. прототип), то плюсовая зона расположена ближе к этому стержню
3. Минусовая область заточного диска это периферийная область заточного диска находящаяся дальше от рабочего стола, чем нулевая зона. Если рабочий стол представлен в виде стержня (см. прототип), то дальше от этого стержня.
4. Указатель положения режущей кромки это элемент устройства позиционирования угла заточки, который указывает, куда необходимо поместить режущую кромку затачиваемого ножа при позиционировании. В качестве указателя может быть щуп, световая метка или другой элемент, посредством которого возможно указать положения режущей кромки в пространстве.
Поставленная задача в рамках объекта «способ» осуществляется двумя вариантами и решается благодаря тому, что способ позиционирования угла заточки, включающий установку затачиваемого ножа в держатель, установку держателя с ножом на станок, позиционирование угла заточки ножа, предусмотрены следующие отличия:
вариант 1.
- позиционирование угла заточки осуществляют на основании контроля положения режущей кромки затачиваемого ножа относительно заточного диска в зоне позволяющей исключить непроизвольное касание заточного диска затачиваемым ножом.
вариант 2
- позиционирование угла заточки осуществляют на основании контроля положения режущей кромки затачиваемого ножа относительно заточного диска на диаметре режущей части периферии заточного диска.
Существенные признаки влияющие на получение технического результата.
Вариант 1
- позиционирование угла заточки осуществляют на основании контроля положения режущей кромки затачиваемого ножа относительно заточного диска в зоне позволяющей исключить непроизвольное касание заточного диска затачиваемым ножом. Этот существенный признак, позволяет осуществлять позиционирование угла заточки, не останавливая вращение заточного диска, что повышает производительность.
Вариант 2
- позиционирование угла заточки осуществляют на основании контроля положения режущей кромки затачиваемого ножа относительно заточного диска на диаметре режущей части периферии заточного диска. Этот существенный признак позволяет использовать нониус устройства, исключить поправки на износ заточного диска, что повышает производительность при заточке нестандартных углов.
Между совокупностью существенных признаков и достигаемым техническим результатом существует причинно следственная связь, способы по варианту 1 и варианту 2, позволяет повысить производительность.
Изобретение позволяет повысить производительность.
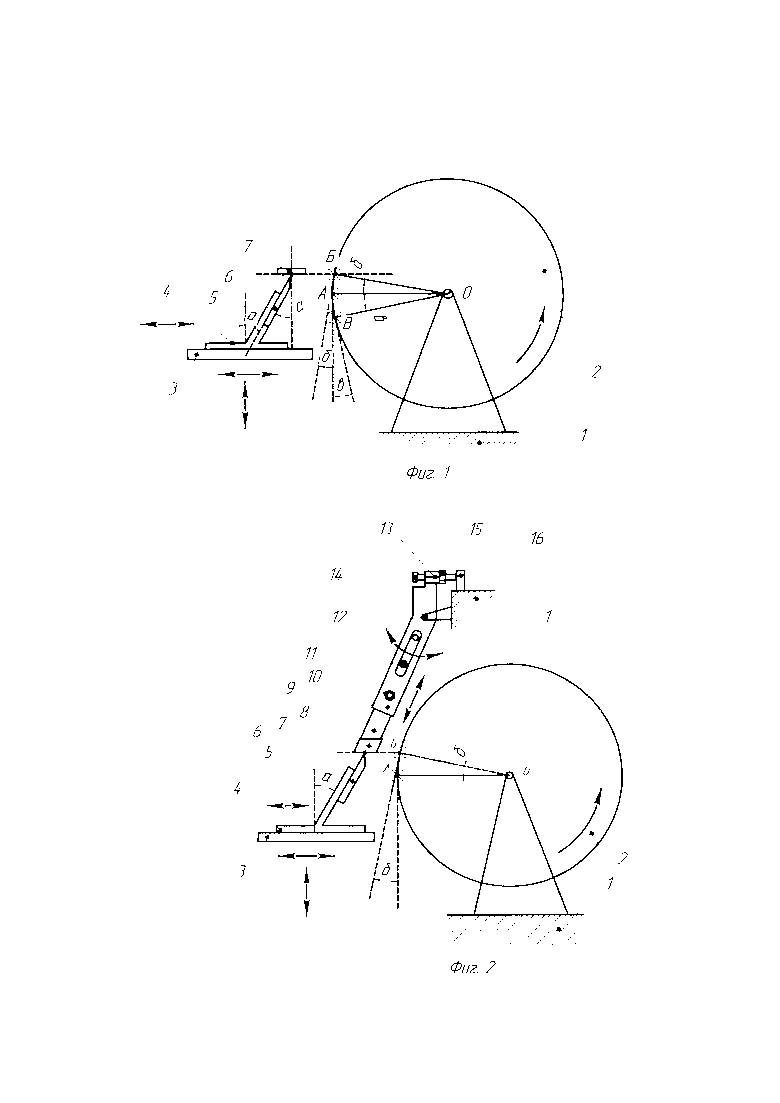
Техническая сущность и принцип осуществления способа по обоим вариантам поясняются чертежом, на котором Фиг. 1. Схема способов позиционирования угла заточки.
Фиг. 1. Схема способа позиционирования угла заточки, где 1 - станина, 2 - заточной диск, 3 - рабочий стол, 4 - держатель ножа, 5 - затачиваемый нож, 6 - режущая кромка затачиваемого ножа, 7 - щуп. (О) - ось вращения заточного диска, (А) - точка заточного диска, (Б) - точка заточного диска, (В) - точка заточного диска, (а) - угол отклонения постели ножа от перпендикуляра к плоскости рабочего стола, (б) - угол отклонения касательной резания в точке (Б) от перпендикуляра к плоскости рабочего стола, (в) - угол отклонения касательной резания в точке (В) от перпендикуляра к плоскости рабочего стола. Стрелками показано перемещение рабочего стола 3, держателя 4, вращение заточного диска 2.
Возможность осуществления заявленного изобретения в рамках объекта «способ» показано двумя вариантами. Для этого необходимо предварительно определить требуемое положение режущей кромки. Это можно осуществить расчетом, настройкой по «пятну контакта обрабатываемой поверхности» или другим иным способом.
Углы заточки ножей обычно стандартные, поэтому держатели ножа 4 имеют стандартный угол (а), что позволяет затачивать ножи 5 в нулевой зоне заточки заточного диска 2, точка (А). То есть требуемое положение режущей кромки 6 определено конструктивно держателем ножа 4. Это позволяет исключить дополнительные настройки. Если углы заточки не стандартные, когда угол (а) держателя ножа 4 не совпадает с углом заточки ножа, то требуются дополнительные настройки, для этого необходимо определить положение режущей кромки 6 затачиваемого ножа 5.
Определение положения режущей кромки 6 методом «настройки по пятну контакта». Применяется в основном при позиционировании, нестандартных углов по варианту 1, так как это устройство не имеет углового нониуса.
В этом случае любой затачиваемый нож 3, из поступившей партии комплектов ножей на заточку, устанавливают в держатель 4, обрабатываемую поверхность ножа 5 закрашивают маркером, держатель 4 устанавливают на стол 3. Прижимают обрабатываемую поверхность ножа 5 к заточному диску 2, рукой прокручивают заточной диск, при этом опускают или поднимают рабочий стол 3. Снимают держатель 4 со стола 3, осматривают. Добиваются полного контакта заточного диска 2 с обрабатываемой поверхности ножа 5. Далее отводят нож 5 от заточного диска 2, на его режущую кромку 6 устанавливают щуп 7, фиксируют щуп 7 в этом положении, устройство «запоминает» положение щупа 7. Действительно перемещение щупа 7 в плоскости, проходящей через точку (Б) параллельно столу 3, не изменяет направление касательной резания в этой точке. Щуп 7 убирают из зоны заточки (чтобы не мешал). Щуп 7 настроен на позиционирование всей партии ножей на определенный угол заточки. Кроме этого устройство со щупом 7 (пример 1) можно настроить, используя настройку устройства (пример 2) так как оно имеет нониус. Поэтому для повышения производительности желательно иметь оба устройства для настройки станка.
Определение методом расчета.
Метод расчета применяется в основном при позиционировании по варианту 2, так как это устройство имеет угловой нониус. Положение режущей кромки осуществляется следующим образом.
Требуется заточить ножи 5 с углом заточки (г), учитываем угол (а) держателя ножа 4. С учетом угла (а) держателя ножа 4 получаем:
- если угол (г) меньше угла (а), то заточка проводится в точке (Б) - минусовой области заточного диска. Угловой размер дуги АБ рассчитывают по формуле (б)=(а-г).
- если угол (г) больше угла (а) то заточка проводится в точке (В) - плюсовой области заточного диска. Угловой размер дуги АВ рассчитывают по формуле (в)=(г-а).
- если угол (г) равен угла (а) то заточка проводится в точке (А) - нулевой зоне заточного диска. Рассчитывается по формуле (г-а)=0.
На основании проведенных расчетов или настроек определен угол (б) или устройство «запомнило» положение щупа 7, проводится позиционирование затачиваемого ножа относительно заточного диска.
Позиционирование затачиваемого ножа относительно заточного диска осуществляют следующим образом.
Вариант 1. Затачиваемый нож 5 устанавливают в держатель 4, Щуп 7 выставляют над столом 3. Держатель 4 устанавливают на стол 3, поднимая или опуская стол 3, режущую кромку 6 подводят под щуп 7, касаются режущей кромкой 6 щупа 7. Позиционирование закончено. Щуп 7 выводят из зоны заточки. Станок настроен. Настройку можно проводить при вращающемся заточном диске 2, что значительно повышает производительность.
Вариант 2. После вычислений определен угол (б). Устройством по нониусу, выставляют требуемый угол (б), обозначают точку (Б), например световой меткой или специальным щупом. Затачиваемый нож 5 устанавливают в держатель 4, держатель 4 устанавливают на стол 3, поднимая или опуская стол 3, подводят режущую кромку 6 к точке (Б), обозначенной световой меткой или специальным щупом. В момент касания режущей кромкой 6 световой метки или специального щупа в точке (Б), позиционирование закончено. Включают вращение заточного диска и осуществляют заточку.
Поставленная задача в рамках объекта «устройство», с использованием описанного выше способа, решается двумя вариантами.
Вариант 1.
В станке для заточки ножей, содержащем станину механизм резания с приводом, рабочий стол, держатели затачиваемого ножа и устройство позиционирования угла заточки, предусмотрены следующие отличия:
- устройство позиционирования угла заточки имеет указатель положения режущей кромки, посредством механического или иного соединения указатель положения режущей кромки может быть помещен и зафиксирован в требуемом положении в зоне позволяющей исключить непроизвольное касание заточного диска затачиваемым ножом,
- кроме этого указатель требуемого положения режущей кромки выполнен в виде щупа, при этом рабочая поверхность щупа параллельна поверхности рабочего стола,
- кроме этого механическое соединение перемещения щупа в требуемое положение, выполнено в виде рычага на оси качания, при этом амплитуда качания рычага ограничена упором, а сам рычаг, посредством механического соединения, может изменяться по длине.
Существенные признаки, влияющие на получение технического результата:
- устройство позиционирования угла заточки имеет указатель положения режущей кромки, посредством механического или иного соединения указатель положения режущей кромки может быть помещен и зафиксирован в требуемом положении в зоне позволяющей исключить непроизвольное касание заточного диска затачиваемым ножом. Этот существенный признак позволяет позиционировать угол заточки, не останавливая вращения заточного диска, что повышает производительность.
- указатель требуемого положения режущей кромки выполнен в виде щупа, при этом рабочая поверхность щупа параллельна поверхности рабочего стола. Этот существенный признак позволяет позиционировать угол заточки, по линии щупа, а не сосредотачиваться на одной точке, что повышает производительность.
- кроме этого механическое соединение перемещения щупа в требуемое положение, выполнено в виде рычага на оси качания, при этом амплитуда качания рычага ограничена упором, а сам рычаг, посредством механического соединения, может изменяться по длине. Этот существенный признак позволяет выставить щуп в требуемом месте одним движением и позволяет затачивать ножи с разными углами, что повышает производительность.
Изобретение позволяет затачивать ножи с разными углами заточки и повышает производительность.
Техническая сущность и принцип действия предложенных устройств поясняется чертежами.
Фиг. 2. Схема осуществления способа посредством указателя требуемого положения режущей кромки в виде щупа на рычаге.
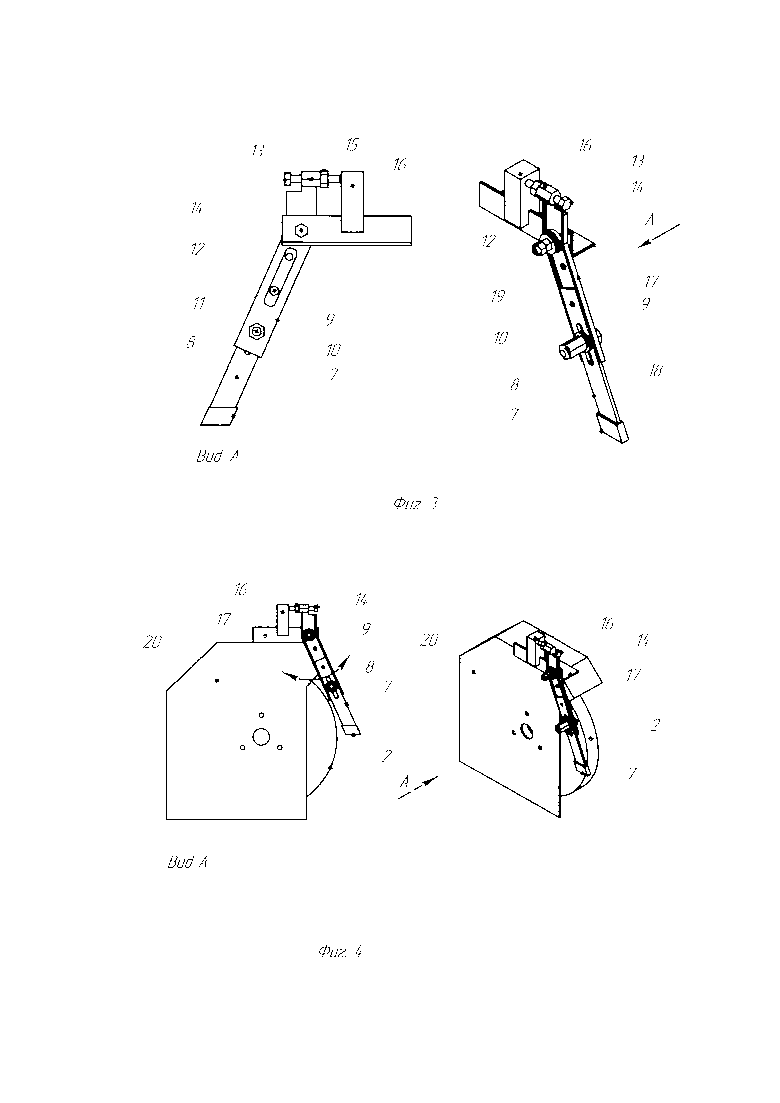
Фиг. 3. Устройство для осуществления способа посредством щупа на рычаге
Фиг. 4. Расположение устройства относительно заточного диска.
Возможность осуществления заявленного изобретения показано следующими примерами.
Фиг. 2. Схема осуществления способа посредством указателя требуемого положения режущей кромки в виде щупа на рычаге, где 1 - станина, 2 - заточной диск, 3 - рабочий стол, 4 - держатель ножа, 5 - затачиваемый нож, 6 - режущая кромка, 7 - щуп, 8 - рукоять, 9 - рычаг, 10 - фиксатор, 11 - защелка, 12 - ось качания рычага, 13 - втулка резьбовая, 14 - болт, 15 - контргайка, 16 - упор. (О) - ось вращения заточного диска, (А) - нулевая зона заточного диска, (Б) - точка заточного диска, (а) - угол отклонения постели ножа от перпендикуляра к плоскости рабочего стола, (б) - угол отклонения касательной резания в точке (Б) от перпендикуляра к плоскости рабочего стола. Стрелками показано перемещение рабочего стола 3 относительно заточного диска 2, держателя 4 относительно стола 3, рукояти 8 относительно рычага 9, качание рычага 9 относительно оси 12, вращение заточного диска 2.
Фиг. 3 Устройство для осуществления способа посредством щупа на рычаге, где 7 - щуп, 8 - рукоять, 9 - рычаг, 10 - фиксатор (болт, шайба, гайка), 11 - защелка (ригель, пластинчатая пружина, заклепка), 12 - ось качания рычага (болт, шайба, шайба пружинная, гайка, контргайка), 13 - втулка резьбовая, 14 - болт, 15 - контргайка, 16 - упор, 17 - уголок, 18 - прорезь, 19 - отверстие.
Фиг. 4 Расположение устройства относительно заточного диска, где 2-заточной диск, 7 - щуп, 8 - рукоять, 9 - рычаг, 14 - болт, 16 - упор, 17 - уголок, 20 - ограждение заточного диска.
Устройство для осуществления способа посредством указателя требуемого положения режущей кромки в виде щупа на рычаге устроено следующим образом (фиг. 2, 3, 4). Рычаг 9 выполнен из профиля типа швеллер. Одной стороной рычаг 9, посредством болта, шайбы, шайбы пружинной, гайки и контргайки, крепится к уголку 17. Одновременно это ось качания 12 рычага 9, при этом пружинной шайбой, за счет трения, рычаг 9 может фиксироваться в требуемом положении. На конце рычага 9 закреплена резьбовая втулка 13, что позволяет болтом 14 и контргайкой 15 относительно упора 16 регулировать положение щупа 7. Щуп 7 закреплен на рукояти 8, которая имеет прорезь 18, посредством фиксатора 10, рукоять 8 может фиксироваться относительно рычага 9 в требуемом положении, при этом полки швеллерного профиля рычага 9, является направляющими рукояти 8. Защелка 11 выполнена в виде пластинчатой пружины посредством заклепки, закрепленной на рычаге 9 и несущей на себе ригель, который при совпадении с отверстием 19 на рукояти 8 фиксирует рукоять 8 в положении, когда заточка осуществляется в нулевой точке (А). Уголок 17 закреплен на ограждении 20 заточного диска 2.
Специальным устройством в виде щупа на рычаге пользуются следующим образом.
Когда угол заточки ножа 5 равен углу (а) держателя 4, то заточку проводят в нулевой зоне (А). В этом случае рабочую поверхность щупа 7 выставить на одной линии проходящей через ось вращения заточного диска (О) и точку (А), параллельно плоскости стола 3. Для этого ослабить гайку фиксатора 10, переместить рукоять 8 вдоль рычага 9 до момента срабатывания защелки 11, когда ригель защелки 11 совпадет с отверстием 19 рукояти 8. После этого гайкой фиксатора 10 фиксировать рукоять 8 относительно рычага 9. Устройство готово к позиционированию заточки в нулевой зоне (А). Заточка в нулевой зоне более предпочтительна.
Настройка устройства в виде щупа на рычаге (фиг. 2, 3, 4) по пятну контакта.
Рычаг 9 отвести рукой «от себя», маркером закрасить обрабатываемую поверхность ножа 5, закрепить его в держателе 4, установить держатель 4 на стол 3. Подвести нож 5 к заточному диску 2. Вращая заточной диск 2 рукой, прижать нож 5 к заточному диску 2, поднимая или опуская рабочий стол 3, добиться полного контакта обрабатываемой поверхности ножа 5 с заточным диском 2 «позиционирование по пятну контакта». Рычаг 9 подать «на себя», ослабить гайку фиксатора 10. Перемещая рукоять 8 вдоль рычага 9, режущую кромку 6 подвести под щуп 7. Опустить щуп 7 на режущую кромку 6, при этом болт 14 регулировочного узла должен упираться в упор 16, гайкой фиксатора 10 фиксировать рукоять 8. Устройство готово для контроля позиционирования режущей кромки в требуемом положении для заточки ножей под требуемым углом. Убрать щуп 7 «от себя».
Для позиционирования угла заточки ножа, необходимо установить нож 5 в держатель 4, установить держатель 4 на стол 3, вывести рычаг 9 «на себя» до упора болта 14 в упор 16. Перемещая держатель 4 по столу 3, поднимая или опуская стол 3 подвести режущую кромку 6 под щуп 7 и коснуться им режущей кромкой 6, станок настроен для заточки ножа 5. Убрать рычаг 9 «от себя».
Если большая партия ножей, то необходимо по мере износа заточного диска 2 корректировать угол заточки. В случае заточки в нулевой зоне (А) корректировка угла заточки необязательна.
Вариант 2
В станке для заточки ножей, содержащем станину механизм резания с приводом, рабочий стол, держатели затачиваемого ножа и устройство позиционирования угла заточки, предусмотрены следующие отличия:
- устройство позиционирования угла заточки имеет указатель положения режущей кромки, посредством механического или иного соединения указатель положения режущей кромки может быть помещен и зафиксирован в требуемом положении на расстоянии поверхности цилиндра образованного движением режущей части периферии заточного диска параллельно его оси вращения,
- кроме этого указатель требуемого положения режущей кромки выполнен в виде световой метки от светового, например лазерного излучателя дающего эту световую метку в требуемом месте на периферии заточного диска,
- кроме этого указатель положения режущей кромки может перемещаться и фиксироваться в требуемом положении по круговой траектории, ось которой совпадает с осью вращения заточного диска
- кроме этого перемещение указателя положения режущей кромки контролируется угловым нониусом.
Существенные признаки, влияющие на получение технического результата:
- устройство позиционирования угла заточки имеет указатель положения режущей кромки, посредством механического или иного соединения указатель положения режущей кромки может быть помещен и зафиксирован в требуемом положении на расстоянии поверхности цилиндра образованного движением режущей части периферии заточного диска параллельно его оси вращения. Этот существенный признак позволяет определить положение режущей кромки, используя метод расчета, кроме этого, данные положения режущей кромки могут использоваться для настройки указателя положения режущей кромки в виде щупа на рычаге (вариант 1.), что повышает производительность.
- указатель требуемого положения режущей кромки выполнен в виде световой метки от светового, например лазерного излучателя дающего эту световую метку в требуемом месте на периферии заточного диска. Этот существенный признак как световая метка не мешает заточке, во время заточки можно постоянно контролировать положение режущей кромки, кроме этого не требуется корректировка износа заточного диска, этот существенный признак повышает производительность.
- указатель положения режущей кромки может перемещаться и фиксироваться в требуемом положении по круговой траектории, ось которой совпадает с осью вращения заточного диска. Этот существенный признак позволяет осуществлять замену заточных дисков без дополнительных настроек, что позволяет затачивать ножи разной конфигурации режущей кромки.
- перемещение указателя положения режущей кромки контролируется угловым нониусом. Существенный признак позволяет использовать угловой нониус, выставлять требуемый угол заточки, что повышает производительность при заточке нестандартных углов.
Изобретения повышают производительность.
Техническая сущность и принцип действия предложенных устройств поясняется чертежами.
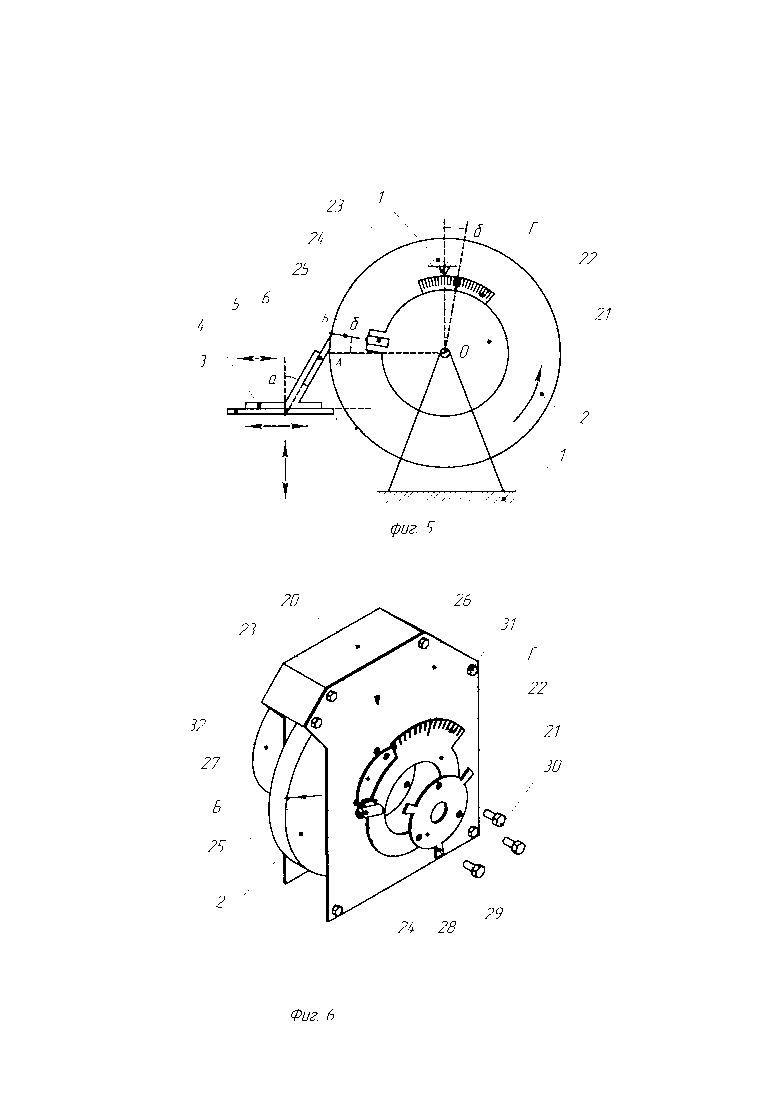
Фиг. 5. Схема работы указателя положения режущей кромки со световой меткой.
Фиг. 6. Основные элементы указателя положения режущей кромки со световой меткой.
Фиг. 5. Схема работы указателя положения режущей кромки со световой меткой, где 1 - станина. 2 - заточной диск, 3 - рабочий стол, 4 - держатель ножа, 5 - затачиваемый нож, 6 - режущая кромка затачиваемого ножа, 21 - корпус лимба, 22 - нониус, 23 - метка отсчета нониуса, 24 - световой - лазерный излучатель, 25 - световая метка. (А) - нулевая зона заточки, (Б) - точка пересечение световой меткой периферии заточного диска, (Г) - обозначение начала шкалы нониуса 22 в плюсовую и минусовую зону. (О) - ось вращения заточного диска 2 и лимба 21, (а) - угол отклонение постели ножа от перпендикуляра к рабочему столу, (б) - угол отклонения точки (Б) от нулевой точки (А) (выставляется по нониусу 22). Стрелками показано перемещение рабочего стола 3 относительно заточного диска 2, держателя 4 относительно стола 3, вращение заточного диска 2.
Фиг. 6. Основные элементы указателя положения режущей кромки со световой меткой, где 2 - заточной диск, 20 - ограждение заточного диска, 21 - корпус лимба, 22 - нониус, 23 - метка для отсчета нониуса, 24 - световой - лазерный излучатель, 25 - световая метка, 26 - крышка ограждения, 27 - шайба, 28 - прижим, 29 - лепестки, 30 - болты, 31 - болты, 32 - привод заточного диска, (Б) - точка пересечения световой меткой 25 периферии заточного диска 2, (Г) - начало отчета шкалы нониуса.
Указатель положения режущей кромки со световой меткой устроен следующим образом (фиг. 5, 6). Используется готовый выпускаемый промышленностью точильно-шлифовальный станок «наждак». На крышке 26 ограждения 20 заточного диска 2 устанавливается шайба 27, ось которой совпадает с осью вращения заточного диска 2. На шайбу, со скользящей посадкой, монтируется корпус лимба 21, изготовленный из листового материала, имеющий угловой нониус 22. Толщина шайбы 27 конструктивно больше толщины корпуса лимба 21. Корпус лимба 21 удерживается прижимом 28, который имеет пружинящие лепестки 29. Лепестки 29 прижимают корпус лимба 21 к крышке 26 и за счет трения фиксируют корпус лимба 21 в требуемом положении, при этом корпус лимба 21 возможно повернуть рукой. Болтами 30, указанные выше детали, закрепляются на крышке 26. В свою очередь крышка 26 болтами 31 крепится к ограждению 20. К лимбу 21 крепится световой - лазерный излучатель 24, который дает световую метку 25 на заточном диске 2. Кроме этого указатель положения режущей кромки со световой меткой можно располагать между ограждением заточного диска и корпусом его привода (электродвигателем).
Указателем положения режущей кромки со световой меткой пользуются следующим образом (фиг. 5, 6).
Описанным выше расчетом, в разделе способ, определить угол (б). Определено положение режущей кромки, это точка (Б) в минусовой зоне. Что бы обозначить точку (Б), необходимо лимбом 21 по нониусу 22 относительно метки 23 выставить угол (б). Включить световой - лазерный излучатель 24, на заточном диске 2 образуется световая метка 25, которая пересекает периферию заточного диска 2 в точке (Б), обозначая ее. Нож 5 установить в держатель 4, держатель 4 установить на стол 3. Перемещая стол 3, держатель 4 с ножом 5 подвести режущую кромку 6 в точку (Б). Станок считается настроенным в момент подведения режущей кромки 6 в точку (Б). Можно включать привод заточного диска 2 и проводить заточку ножа. Если требуется заточить большую партию ножей, то для повышения производительности можно по этим настройкам настроить щуп 7. Для этого (фиг. 2, 3, 4) выставить щуп 7 над рабочим столом 3, ослабить гайку фиксатора 10, перемещая рукоять 8 вдоль рычага 9 подвести режущую кромку 6 под щуп 7 и опустив его на режущую кромку 6 зафиксировать рукоять 8 фиксатором 10. Оба устройства (по варианту 1 и варианту 2) настроены на позиционирование одного угла заточки. Во время работы позиционирование можно осуществлять по варианту 1, это производительнее, но при этом контролировать износ заточного диска по варианту 2. Для этого необходимо включить лазерный излучатель 24, сравнить положение режущей кромки 6 относительно световой метки 25, при необходимости внести корректировки.
Поставленная задача в рамках объекта «рабочий стол» решается благодаря тому, в станке для заточки ножей, содержащем станину механизм резания с приводом, рабочий стол, держатели затачиваемого ножа и устройство позиционирования угла заточки, предусмотрены следующие отличия:
- рабочий стол, для обеспечения подачи на врезание и проход имеет направляющую стола,
кроме этого
- механическое соединение вертикального и горизонтального перемещения обеспечивается посредством ходовых винтов.
Существенный признак, влияющий на получение технического результата
- рабочий стол, для обеспечения подачи на врезание и проход имеет направляющую стола. Этот существенный признак позволяет реализовать предложенный способ позиционирования угла заточки, так как позволяет «запомнит» положение направляющей стола после заточки и выхаживания первого ножа из затачиваемого комплекта и заточить весь комплект ножей по одним размерам, что повышает производительность.
- механическое соединение вертикального и горизонтального перемещения обеспечивается посредством ходовых винтов. Этот существенный признак позволяет вертикальным механизмом точно выставить угол заточки предложенным способом позиционирования угла заточки, а горизонтальным механизмом точно осуществить подачу на врезание, что повышает производительность.
Наличие причинно следственной связи между совокупностью существенных признаков и достигаемым техническим результатом позволяет повысить производительность ножей к ледобуру и строгальных.
Изобретение позволяет повысить производительность.
Техническая сущность и принцип действия предложенного устройства поясняется чертежами:
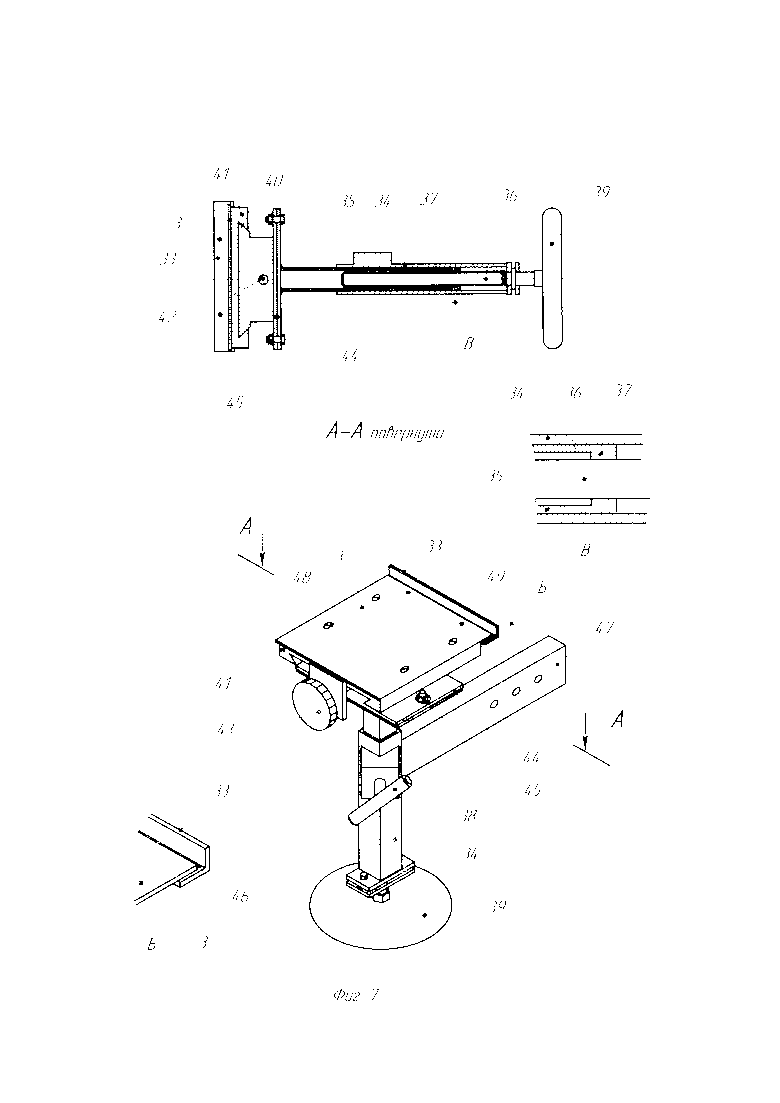
фиг. 7. Механическое соединение перемещения рабочего стола,
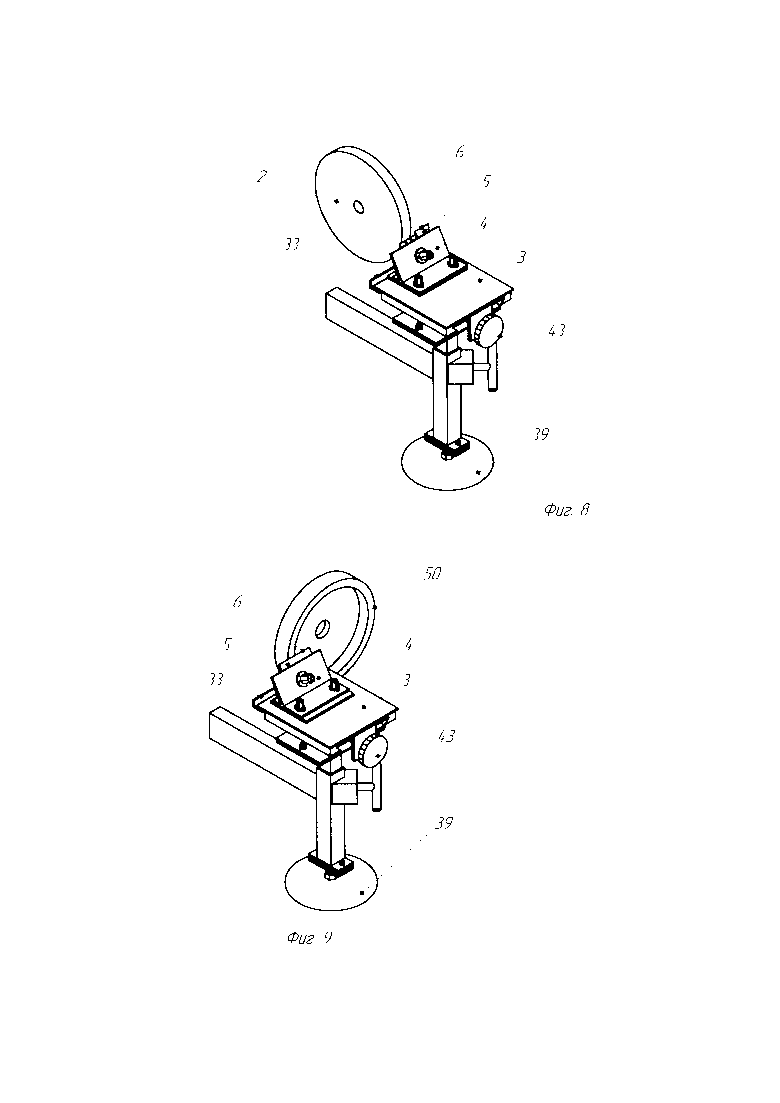
фиг. 8. Применение рабочего стола при заточке периферией заточного диска,
фиг. 9. Применение рабочего стола при заточке торцевой поверхностью.
Фиг. 7. Механическое соединение перемещения рабочего стола, где 3 - рабочий стол, 33 - направляющая стола, 34 - стойка, 35 - шток, 36 - ходовой винт, 37 - ходовая гайка, 38 - винт, 39 - маховик, 40 - направляющая (ласточкин хвост), 41 салазки, 42 - ходовой винт, 43 - маховик, 44 - крепежные пластины, 45 - болтовое соединение, 46 - карман отходов обработки, 47 - балка крепления к станине, 48 - винты, 49 - винты.
Фиг. 8. Применение рабочего стола при заточке периферией заточного диска, где 2 - заточной диск, 3 - рабочий стол, 4 - держатель ножа, 5 - затачиваемый нож, 6 - режущая кромка, 33 - направляющая стола, 39 - маховик, 43 - маховик.
Фиг. 9. Применение рабочего стола при заточке торцевой поверхностью, где 3 - рабочий стол, 4 - держатель ножа, 5 - затачиваемый нож, 6 - режущая кромка, 33 - направляющая стола, 39 - маховик, 43 - маховик, 50 - заточной диск чашечного профиля.
Механизм перемещения рабочего стола устроен следующим образом, Стойка 34 - выполнена из трубы квадратного сечения, в нее входит шток 35 квадратного сечения, который посредством ходового винта 36 и гайки 37 может перемещаться вверх или вниз и фиксироваться в требуемом положении винтом 38. Управление вертикальным перемещением осуществляется маховиком 39. К стойке 34 крепится балка 47 для крепления к станине. Направляющая ласточкин хвост 40 и шток 35 соединяются между собой посредством крепежных пластин 44, соединенных между собой болтовым соединением 45. По направляющим ласточкин хвост 40 посредством ходового винта 42 управляемого маховиком 43 перемещаются салазки 41. На салазки 41 посредством винтов 48 установлен рабочий стол 3. Направляющая 33 выполнена в виде уголка и посредством винтов 49 закреплена на рабочем столе 3 с образованием кармана 46 для отходов обработки (см. выноску фиг. 7).
Рабочий стол можно применять с разными типами профилей заточных дисков. Для примера на фиг. 8 и фиг. 9 показано применение рабочего стола 3 с заточными дисками прямого и торцевого - профиля. Направляющая 33 относительно оси вращения заточного диска может располагаться под любым углом, в зависимости от требований.
Механизмом перемещения рабочего стола, пользуются следующим образом.
При заточке периферийной частью заточного диска. Держатель ножа 4 с затачиваемым ножом 5 устанавливают на стол 3. При позиционировании угла заточки маховиком 39 осуществляют подъем-опускание рабочего стола 3. Маховиком 43 осуществляют подачу рабочего стола ближе-дальше к заточному диску 2. При заточке ножа 5, маховиком 43 осуществляют подачу на врезание. Во время заточки держатель 4 ножа прижимают к направляющей 33. Перемещая держатель 4 с ножом 5 вдоль направляющей 33, осуществляют подачу на проход. После заточки первого ножа из затачиваемого комплекта, не меняя никаких настроек, затачивают остальные ножи комплекта в один размер. Это свойство стола позволяет использовать его самостоятельно на станке без устройства позиционирования. Позиционирование можно осуществлять «по пятну контакта».
При заточке торцевой частью заточного диска. Держатель ножа 4 с затачиваемым ножом 5 устанавливают на стол 3. Позиционирование угла заточки происходит автоматически и зависит от конструктивных особенностей держателя 4. Маховиком 39 осуществляют подъем-опускание рабочего стола 3, для более выгодного направления резания. Наиболее выгодное направление резания направлено перпендикулярно режущей кромки 6 в массив ножа 5. Маховиком 43 осуществляют подачу на рабочего стола ближе-дальше к заточному диску 50 и подачу на врезание. Во время заточки держатель 4 ножа прижимают к направляющей 33. Перемещая держатель 4 с ножом 5 вдоль направляющей 33, осуществляют подачу на проход. После заточки первого ножа из затачиваемого комплекта, настройки не изменяют, затачивают остальные ножи комплекта.
В зависимости от технологических требований направляющая 33 может располагаться под разными углами к оси вращения заточных дисков 2 и 50.
Поставленная задача, в рамках объекта « держатель ножа» решается благодаря тому, в станке для заточки ножей, содержащем станину механизм резания с приводом, рабочий стол, держатели затачиваемого ножа и устройство позиционирования угла заточки, предусмотрены следующие отличия:
- держатель ножа имеет направляющую обеспечения подачи на врезание и проход, кроме этого
- посредством механического соединения указанный выше держатель ножа удерживает затачиваемый нож относительно перпендикуляра к рабочему столу под определенным углом
Существенные признаки, влияющие на получение технического результата
- держатель ножа имеет направляющую обеспечения подачи на врезание и проход. Этот существенный признак позволяет использовать предложенный способ позиционирования угла заточки, переносить держатель ножа с затачиваемым ножом на разные предложенные рабочие столы, для обработки разными заточными дисками, позволяет затачивать ножи разной конфигурации режущей кромки, что позволяет повысить производительность.
- посредством механического соединения указанный выше держатель ножа удерживает затачиваемый нож относительно перпендикуляра к рабочему столу под определенным углом. Этот существенный признак позволяет реализовать предложенный способ позиционирования угла заточки и переносить держатель ножа с затачиваемым ножом на разные рабочие столы, для обработки разными заточными дисками, при этом в каждом конкретном случае позиционировать требуемый угол заточки, позволяет затачивать ножи разной конфигурации режущей кромки, что позволяет повысить производительность.
Наличие причинно следственной связи между совокупностью существенных признаков и достигаемым техническим результатом позволяет значительно повысить производительность при заточке ножей с разной конфигураций режущей кромки,
Изобретение позволяет повысить производительность и позволяет затачивать ножи с разной конфигурацией режущей кромки.
Техническая сущность и принцип действия предложенных устройств поясняются чертежами, на которых:
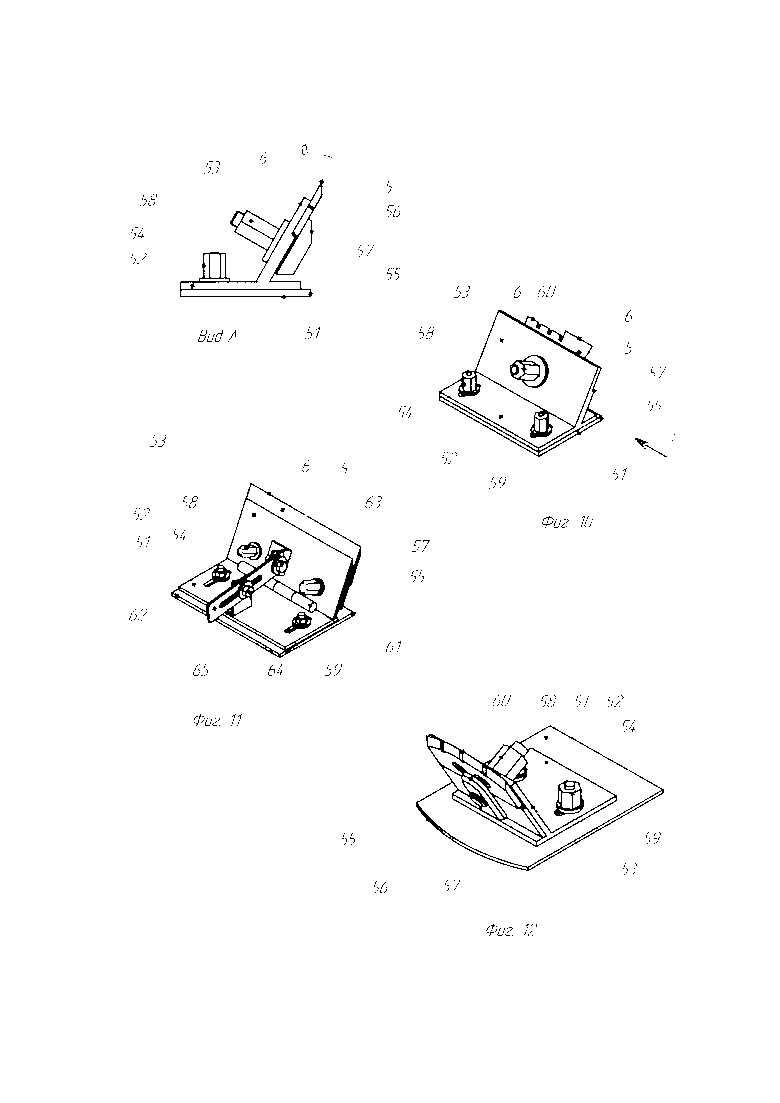
Фиг. 10. Держатель ножа с фиксированным углом.
Фиг. 11. Держатель ножа с переменным углом.
Фиг. 12. Держатель ножа для заточки криволинейной режущей кромки.
В описании держателей ножей фиг. 8, фиг. 9 и фиг. 10, для удобства понимания, детали одинакового функционального назначения обозначены одинаковыми позициями.
Фиг. 10. Держатель ножа с фиксированным углом, где 5 - затачиваемый нож, 6 - режущая кромка (ступенчатый нож к ледобуру имеет две режущие кромки), 51 - основание, 52 - горизонтальная пластина, 53 - наклонная пластина, 54 - гайка, 55 - направляющая подачи на врезание, 56 - прижим, 57 - выступ, 58 - гайка, 59 - прорез, 60 - прорези в затачиваемом ноже, (а) - угол отклонения постели ножа от перпендикуляра к плоскости рабочего стола.
Фиг. 11. Держатель ножа с переменным углом, где 5 - затачиваемый нож, 6 - режущая кромка, 51 - основание, 52 - горизонтальная пластина, 53 - наклонная пластина, 54 - гайка, 55 - направляющая подачи на врезание, 57 - выступ, 58 - гайка, 59 - прорез, 61 - шарнир, 62 - планка, 63 - ось (болт, шайба, гайка), 64 - фиксатор (болт, шайба, гайка), 65 - прорез.
Фиг. 12 Держатель ножа для заточки криволинейной режущей кромки, где 5 - затачиваемый нож, 6 - режущая кромка, 51 - основание, 52 - горизонтальная пластина, 53 - наклонная пластина, 54 - гайка, 55 - направляющая подачи на врезание, 56 - прижим, 57 - выступ, 58 - гайка, 59 - прорези, 60 - прорези в затачиваемом ноже.
Возможность осуществления заявленного изобретения показано следующими примерами.
Устройство держателей ножей (фиг. 8, 9, 10). Держатели ножа выполнены следующим образом. На основании 51 монтируется горизонтальная пластина 52. Монтаж осуществляется через прорези 59 посредством резьбового соединения гайками 54. К горизонтальной пластине 52 крепится наклонная пластина 53. В случае, если предусматривается заточка ножей 5 с определенным углом заточки, то наклонная пластина крепится к горизонтальной жестко, при этом угол отклонения наклонной пластины от перпендикуляра к основанию 51 равен определенному углу заточки ножа. Для универсальности держателя ножа наклонная пластина закрепляется посредством шарнира 61. В этом случае наклонная пластина 53 удерживается под определенным углом посредством планки 62 с прорезью 65. Одним концом планка 62 посредством оси 63 крепится к наклонной пластине 53, а посредством фиксатора 64 и прорези 65 крепится к горизонтальной пластине 52. Для базирования ножа 5 в держателе имеется выступ 57, который проходит вдоль всей наклонной пластины 53. Нож 5 удерживается в держателе прижимом 56, который посредством резьбового соединения гайкой 58 прижимается к наклонной пластине 53. Основание 51 имеет направляющую подачи на врезание 55. Направляющая на врезание 55 может быть как прямолинейна фиг. 8 и фиг. 9, так и криволинейна фиг. 10. Прорези 59 позволяют осуществлять регулировки.
Держателями ножа пользуются следующим образом. Ослабляют гайку 58, нож 5 вставляют между наклонной пластиной 53 и прижимом 56, при этом базируют по выступу 57, гайкой 58 нож 5 фиксируют. Держатель устанавливают на рабочий стол 3 (см фиг. 1, фиг. 2, фиг. 5, фиг. 8, фиг. 9,) позиционируют угол заточки по режущей кромке 6. При заточке направляющую подачи на врезание 55 прижимают к направляющей 33 стола 3. Прорези 60, на ноже 5, для повышения производительности, выполняют другим заточным диском 2, на другом рабочем столе 3, для этого держатель переносят на другой рабочий стол. Держателем ножа с переменным углом пользуются следующим образом. Ослабляют гайку фиксатора 64, наклонную пластину 53 выставляют под требуемым углом (а). Гайкой 64 фиксируют требуемый угол. Далее используют, как держатель с фиксированным углом.
При заточке ножей 5 с торца заточного диска 50 (фиг. 9) держатель перенастраивают. Для этого ослабляют гайки 54, горизонтальную пластину 52 передвигают вперед к направляющей подачи на врезание 55, затягивают гайки 54.
Поставленная задача в рамках объекта «станок для заточки ножей ледобуров» решается благодаря тому, что станок для заточки ножей ледобуров, содержащий станину механизм резания с приводом, рабочий стол, держатели затачиваемого ножа и устройство позиционирования угла заточки имеет как минимум один указатель положения режущей кромки затачиваемого ножа выполненный по варианту 1 или варианту 2.
- кроме этого станок для заточки ножей ледобуров имеет как минимум один рабочий стол, имеющий направляющую стола адаптированную с направляющей обеспечения подачи на врезание и проход, держателя затачиваемого ножа.
- кроме этого механическое соединение вертикального и горизонтального перемещения, указанного выше стола, обеспечивается посредством ходовых винтов.
- кроме этого станок для заточки ножей ледобуров имеет как минимум один держатель затачиваемого ножа, имеющий направляющую обеспечения подачи на врезание и проход, адаптированную с направляющей стола.
- кроме этого, посредством механического соединения указанный выше держатель ножа удерживает затачиваемый нож относительно перпендикуляра к рабочему столу под определенным углом.
Существенные признаки, влияющие на получение технического результата.
Станок для заточки ножей ледобуров, имеет как минимум один указатель положения режущей кромки затачиваемого ножа выполненный по варианту 1 или варианту 2. Этот существенный признак позволяет выставить требуемый угол заточки ножей ледобуров, что повышает производительность.
- Станок для заточки ножей ледобуров имеет как минимум один рабочий стол, имеющий направляющую стола адаптированную с направляющей обеспечения подачи на врезание и проход, держателя затачиваемого ножа. Этот существенный признак позволяет затачивать комплект ножей попеременно в один размер без дополнительных настроек.
- Станок для заточки ножей ледобуров имеет механическое соединение вертикального и горизонтального перемещения, указанного выше стола, обеспечивается посредством ходовых винтов. Этот существенный признак позволяет точно выставить угол заточки и обеспечит точную подачу на врезание.
- Станок для заточки ножей ледобуров имеет как минимум один держатель затачиваемого ножа, имеющий направляющую обеспечения подачи на врезание и проход, адаптированную с направляющей стола. Этот существенный признак позволяет затачивать комплект ножей попеременно в один размер без дополнительных настроек, что повышает производительность.
Посредством механического соединения указанный выше держатель ножа удерживает затачиваемый нож относительно перпендикуляра к рабочему столу под определенным углом. Этот существенный признак позволяет быстро и точно выставить угол заточки всего комплекта ножей, что повышает производительность.
Наличие причинно следственной связи между совокупностью существенных признаков и достигаемым техническим результатом позволяет значительно повысить производительность.
Изобретение позволяет повысить производительность
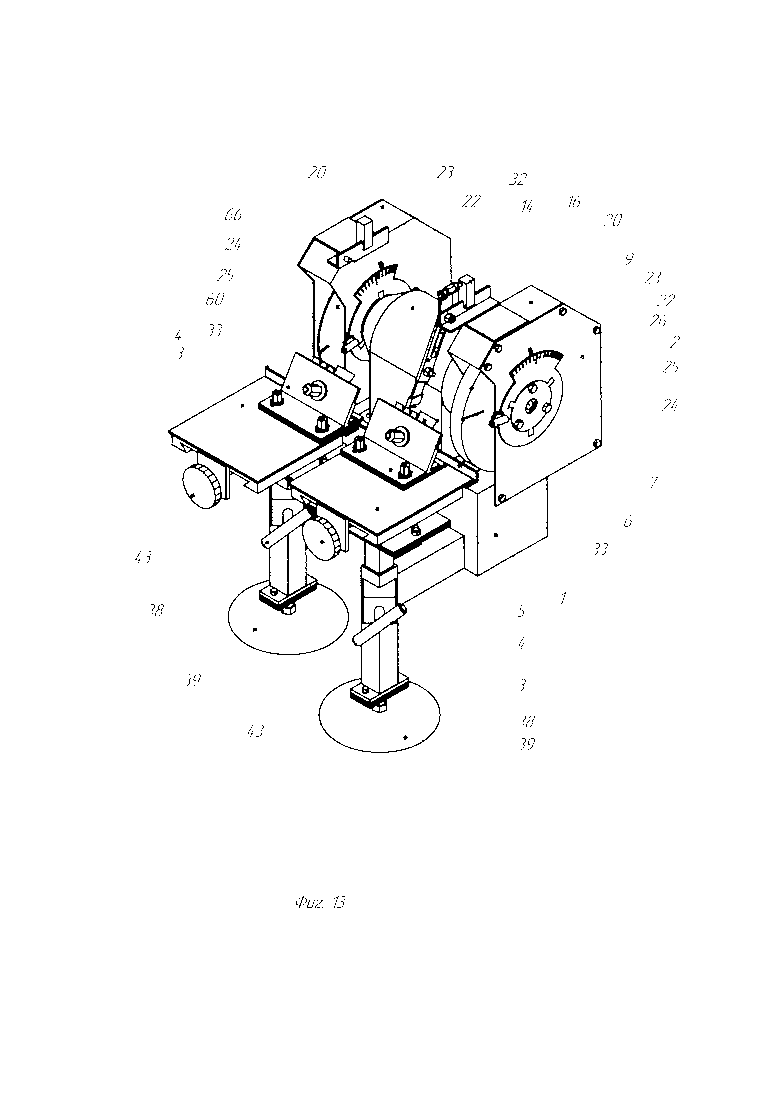
Техническая сущность и принцип действия предложенных устройств поясняются чертежом, на котором Фиг. 13. Станок для заточки ножей ледобуров.
Фиг. 13. Станок для заточки ножей ледобуров, где 1 - станина, 2 - заточной диск, 3 - рабочий стол, 4 - держатель ножа, 5 - затачиваемый нож, 6 - режущая кромка, 7 - щуп, 9 - рычаг, 14 - болт, 16 - упор, 20 - ограждение заточного диска, 22 - нониус, 23 - метка отчета нониуса, 24 - световой - лазерный излучатель, 25 - световая метка, 26 - крышка ограждения, 32 - привод заточного диска, 33 - направляющая стола, 38 - винт, 39 маховик, 43 - маховик, 60 - прорези в затачиваемом ноже, 66 - отрезной заточной диск.
Станок устроен следующим образом. На станине 1 закреплен покупной точильно - шлифовальный станок с двумя заточными головками, где в качестве привода заточных дисков применяется электродвигатель 32. Правая заточная головка имеет заточной диск 2 прямого профиля, а левая отрезной диск 66. Оба заточных диска, в зависимости от технологических требований, могут быть заменены на другие. Станок оборудован указателями положения режущей кромки затачиваемого ножа. На левой головке указатель со световым - лазерным излучателем 24 установлен между приводом 32 и ограждением 20. На правой головке такой же указатель, со световым - лазерным излучателем 24, расположен на крышке ограждения 26. Дополнительно на правой головке установлен указатель положения режущей кромки в виде щупа 7 на рычаге 9. Станок имеет два рабочих стола 3 оборудованных направляющими стола 33. Столы могут перемещаться вверх-вниз посредством маховиков 39 и ближе-дальше к заточным дискам 2 и 66 маховиками 43. В комплекте станка имеются держатели ножа 4 разной конструкции. Для заточки ножей к ледобурам имеется два одинаковых держателя ножа 4. При необходимости одинаковых держателей может быть больше.
Станком для заточки ножей ледобуров пользуются следующим образом. В качестве примера рассмотрена заточка ступенчатых ножей к ледобуру. Ножи 5 на заточку поступают комплектами по два ножа в комплекте. Ступенчатые ножи имеют две режущие кромки 6 с одинаковым углом заточки (г) 30 градусов. Кроме этого ножи имеют прорези режущей кромки 60, одна прорез расположена между режущими кромками 6, что позволяет использовать ее для «выхода инструмента». Угол заточки (г) прорезей 60 более 35 градусов и не влияет на работу ножа, поэтому примем этот угол заточки 36-40 градусов, он будет зависеть от ширины (степени износа) ножа.
Подготовка станка к работе. В комплекте станка имеется два одинаковых держателя кожа 4, угол отклонения постели ножа от перпендикуляра к плоскости рабочего стола (а) равен 30 градусов (фиг. 10). Поэтому заточка проводится в нулевой зоне (фиг. 1, 2) точка (А). На правой заточной головке необходимо подготовить указатель положения режущей кромки в виде щупа на рычаге для позиционирования в нулевой зоне. Для этого необходимо (фиг. 2, 3, 4) ослабить гайку 10 рукоять 8 перемещать вдоль рычага 9 до срабатывания защелки 11, затянуть гайку 10. На левой заточной головке указатель положения режущей кромки в виде световой метки необходимо установить для работы в плюсовой зоне. Для этого (фиг. 5, б) нониус 22 на левой головке выставить 8 градусов относительно метки 23 в плюсовой зоне. С учетом угла держателя получим угол заточки прорезей 30 плюс 8 градусов итого 38, а в зависимости от степени износа ножей (ширины) угол заточки будет 36-40 градусов.
Работа на станке. Установить первый комплект ножей 5 в держатели 4. Для этого (фиг. 10) ослабить гайку 58 установить нож 5 между прижимом 56 и наклонной пластиной 53, базируя нож по выступу 57, затянуть гайку 58. Установка угла заточки прорезей 60. Первый держатель установить на стол 3 левой головки, включить световой излучатель 24. Ослабить винт 38, одну из прорезей 60 на ноже 5 подвести к световой метке 25, для этого использовать маховики 39 и 43. Затянуть винт 38 и маховиком 43 подать стол 3 еще ближе к отрезному диску 66, что бы гарантированно прорезать прорез 60 на требуемую глубину. Выключить световой излучатель 24. Угол заточки прорезей 60 не влияет на работу затачиваемого ножа, то в процессе заточки всей партии ножей, настройки левого стола не потребуется. Включить привод 32 заточных дисков, поочередно подводя прорези 60 к заточному диску 66 левой головки прорезать прорези на глубину 2-3 мм. Перенести держатель 4 на стол 3 правой заточной головки, вывести рычаг 9 над столом 3, ослабить винт 38, подвести любую режущую кромку 6 под щуп 7 используя для этого маховики 39 и 43. Коснуться режущей кромкой 6 щупа 7, затянуть винт 38. Угол заточки выбранной режущей кромки установлен. Прижимая держатель 4, к направляющей стола 33, маховиком 43 подводим выбранную режущую кромку 6 к заточному диску 2 до его касания (появления искры) заточным диском 2 и маховиком 43 подать стол 3 на глубину врезания. Провести заточку выбранной режущей кромки 6 перемещая держатель 4 вдоль направляющей стола 33. При нагреве ножа 5, этот держатель отложить для остывания. Второй держатель 4 установить на стол 3 левой заточной головки и прорезать прорези 60 аналогично первого ножа, при этом высокая точность глубины прорезей с первым ножом не требуется. Сразу перенести держатель на стол 3 правой головки и провести заточку выбранной режущей кромки до его нагрева. Отложить держатель, для остывания ножа и установить первый держатель на стол 3 правой заточной головки закончить заточку «выхаживанием». Отложить первый держатель для остывания. Установить на стол второй держатель закончить заточку «выхаживанием» и отложить держатель для охлаждения. Заточку второй режущей кромки 6 обоих ножей 5 комплекта выполнять как заточку первой режущей кромки. Во время заточки, не останавливая вращение заточных дисков, в любой момент можно снять держатель 4 со стола 3 и проконтролировать качество заточки, снять заусенец, охладить нож или повторно перенести держатель 4 на стол 3 левой заточной головки.
После заточки первого комплекта, можно не останавливать вращения заточных дисков, установить в держатели второй комплект ножей. На левой заточной головке можно обрабатывать прорези 60 не позиционируя угол заточке, а на правой заточной головке необходимо позиционировать угол заточки каждой режущей кромки 6 каждого комплекта ножей.
При заточке криволинейной режущей кромки необходимо использовать держатель ножа для заточки криволинейной режущей кромки (фиг. 12). В этом случае подача на «проход» осуществляется прокатыванием направляющей подачи на врезание 55 держателя 4 по направляющей стола 33.
Станок для заточки ножей ледобуров, по способу описанному в варианте 1, испытан в условиях городской мастерской по заточке инструмента. Это полностью сняло проблему заточки ножей рыболовных ледобуров и строгальных ножей. Работа на станке показана в видеоматериал заявки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ КУСАЧЕК И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2014 |
|
RU2572915C2 |
| СПОСОБ ЗАТОЧКИ ПИЛЬНЫХ ЦЕПЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2014 |
|
RU2572913C2 |
| СТАНОК ДЛЯ ЗАТОЧКИ ЦЕПЕЙ | 2014 |
|
RU2572916C2 |
| УСТРОЙСТВО ДЛЯ ЗАТОЧКИ ПИЛЬНЫХ ЦЕПЕЙ | 2014 |
|
RU2572917C2 |
| Способ определения угла заточки ножей с помощью инклинометра | 2023 |
|
RU2797338C1 |
| УСТРОЙСТВО ДЛЯ РУЧНОЙ ЗАТОЧКИ НОЖЕЙ | 2021 |
|
RU2761845C1 |
| СПОСОБ ЗАТОЧКИ ШТИХЕЛЕЙ | 2024 |
|
RU2836508C1 |
| Станок для заточки ножей | 1990 |
|
SU1710305A1 |
| Устройство для заточки диффузионных ножей | 1975 |
|
SU740480A1 |
| Способ заточки и устройство для закрепления ножа при заточке | 2021 |
|
RU2769588C1 |
Изобретение относится к заточке режущих кромок ножей. Осуществляют установку затачиваемого ножа в держатель станка для заточки режущих кромок ножей, содержащий рабочий стол. Обеспечивают перемещение ножа и заточного диска относительно друг друга. Осуществляют позиционирование угла заточки на основании контроля положения режущей кромки затачиваемого ножа относительно заточного диска в зоне, позволяющей исключить непроизвольное касание заточного диска затачиваемым ножом при вращающемся заточном диске. Контроль положения режущей кромки осуществляют путем определения нулевой зоны режущей части периферии заточного диска, в которой касательная резания направлена перпендикулярно плоскости рабочего стола станка. В зависимости от угла между затачиваемым ножом и касательной резания, исходящей из упомянутой нулевой зоны, определяют положение режущей кромки затачиваемого ножа относительно режущей части периферии заточного диска. Обозначают данное положение указателем положения режущей кромки и обеспечивают касание режущей кромкой затачиваемого ножа указателя положения режущей кромки. В результате расширяются технологические возможности. 4 н. и 9 з.п. ф-лы, 13 ил.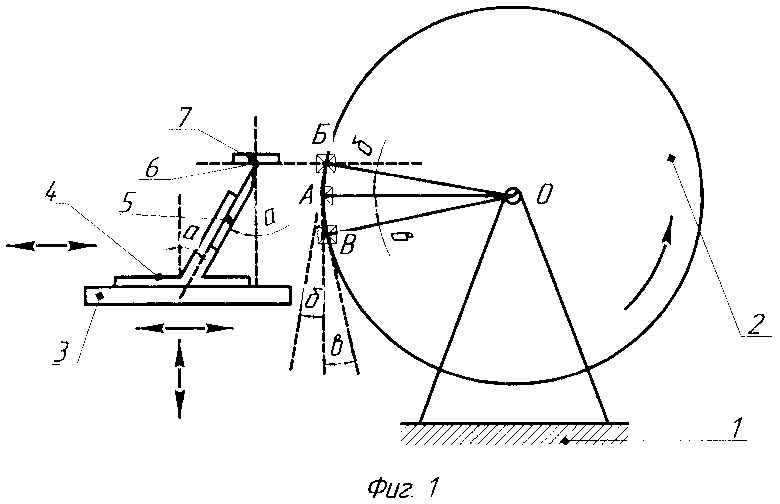
1. Способ заточки режущих кромок ножей, включающий установку затачиваемого ножа в держатель станка для заточки режущих кромок ножей, содержащий рабочий стол, и перемещение ножа и заточного диска относительно друг друга, отличающийся тем, что осуществляют позиционирование угла заточки на основании контроля положения режущей кромки затачиваемого ножа относительно заточного диска в зоне, позволяющей исключить непроизвольное касание заточного диска затачиваемым ножом при вращающемся заточном диске, при этом контроль положения режущей кромки осуществляют путем определения нулевой зоны режущей части периферии заточного диска, в которой касательная резания направлена перпендикулярно плоскости рабочего стола станка, при этом в зависимости от угла между затачиваемым ножом и касательной резания, исходящей из упомянутой нулевой зоны, определяют положение режущей кромки затачиваемого ножа относительно режущей части периферии заточного диска, обозначают данное положение указателем положения режущей кромки и обеспечивают касание режущей кромкой затачиваемого ножа указателя положения режущей кромки.
2. Способ заточки режущих кромок ножей, включающий установку затачиваемого ножа в держатель станка для заточки режущих кромок ножей, содержащий рабочий стол, и перемещение ножа и заточного диска относительно друг друга, отличающийся тем, что осуществляют позиционирование угла заточки на основании контроля положения режущей кромки затачиваемого ножа относительно заточного диска на периферии режущей части заточного диска, при этом контроль положения режущей кромки осуществляют путем определения нулевой зоны режущей части периферии заточного диска, в которой касательная резания направлена перпендикулярно плоскости рабочего стола станка, при этом в зависимости от угла между затачиваемым ножом и касательной резания, исходящей из упомянутой нулевой зоны, на поверхности цилиндра, образованного движением режущей части периферии заточного диска параллельно его оси вращения, определяют требуемое положение режущей кромки затачиваемого ножа, обозначают данное положение указателем положения режущей кромки и обеспечивают касание режущей кромкой затачиваемого ножа указателя положения режущей кромки.
3. Станок для заточки режущих кромок ножей, предназначенный для заточки режущих кромок ножей способом по п. 1, характеризующийся тем, что он содержит станину, заточной диск с приводом, рабочий стол, держатель затачиваемого ножа и устройство позиционирования угла заточки, содержащее указатель положения режущей кромки в виде щупа, выполненный с возможностью размещения и фиксации в требуемом положении в зоне, удаленной от заточного диска для непроизвольного касания затачиваемым ножом заточного диска.
4. Станок по п. 3, отличающийся тем, что рабочая поверхность щупа перпендикулярна касательной резания, направленной перпендикулярно плоскости рабочего стола.
5. Станок по п. 4, отличающийся тем, что он снабжен упором и механическим соединением перемещения щупа в требуемое положение, выполненным в виде рычага на оси качания, при этом амплитуда качания рычага ограничена упомянутым упором.
6. Станок по п. 3, отличающийся тем, что он снабжен ходовыми винтами для горизонтального и вертикального перемещения рабочего стола.
7. Станок по п. 3, отличающийся тем, что он снабжен механическим соединением для удерживания держателем затачиваемого ножа затачиваемого ножа под углом относительно перпендикуляра к рабочему столу.
8. Станок для заточки режущих кромок ножей, предназначенный для заточки режущих кромок ножей способом по п. 2, характеризующийся тем, что он содержит станину, заточной диск с приводом, рабочий стол, держатель затачиваемого ножа и устройство позиционирования угла заточки, содержащее указатель положения режущей кромки в виде светового излучателя, выполненный с возможностью размещения и фиксации в требуемом положении на поверхности цилиндра, образованного движением режущей части периферии заточного диска параллельно его оси вращения.
9. Станок по п. 8, отличающийся тем, что световой излучатель выполнен в виде лазерного излучателя.
10. Станок по п. 8, отличающийся тем, что указатель положения режущей кромки выполнен с возможностью перемещения и фиксации в требуемом положении по круговой траектории, ось которой совпадает с осью вращения заточного диска.
11. Станок по п. 10, отличающийся тем, что перемещение указателя положения режущей кромки контролируется угловым нониусом.
12. Станок по п. 8, отличающийся тем, что он снабжен ходовыми винтами для горизонтального и вертикального перемещения рабочего стола.
13. Станок по п. 8, отличающийся тем, что он снабжен механическим соединением для удерживания держателем затачиваемого ножа затачиваемого ножа под углом относительно перпендикуляра к рабочему столу.
| US 2005090184 A1, 28.04.2005 | |||
| ТОЧИЛЬНО-ДОВОДОЧНЫЙ АППАРАТ ДЛЯ ЗАТОЧКИ РЕЖУЩИХ ПАР СТРИГАЛЬНЫХ МАШИНОК | 2012 |
|
RU2520290C1 |
| US 6572448 B1, 03.06.2003. | |||

