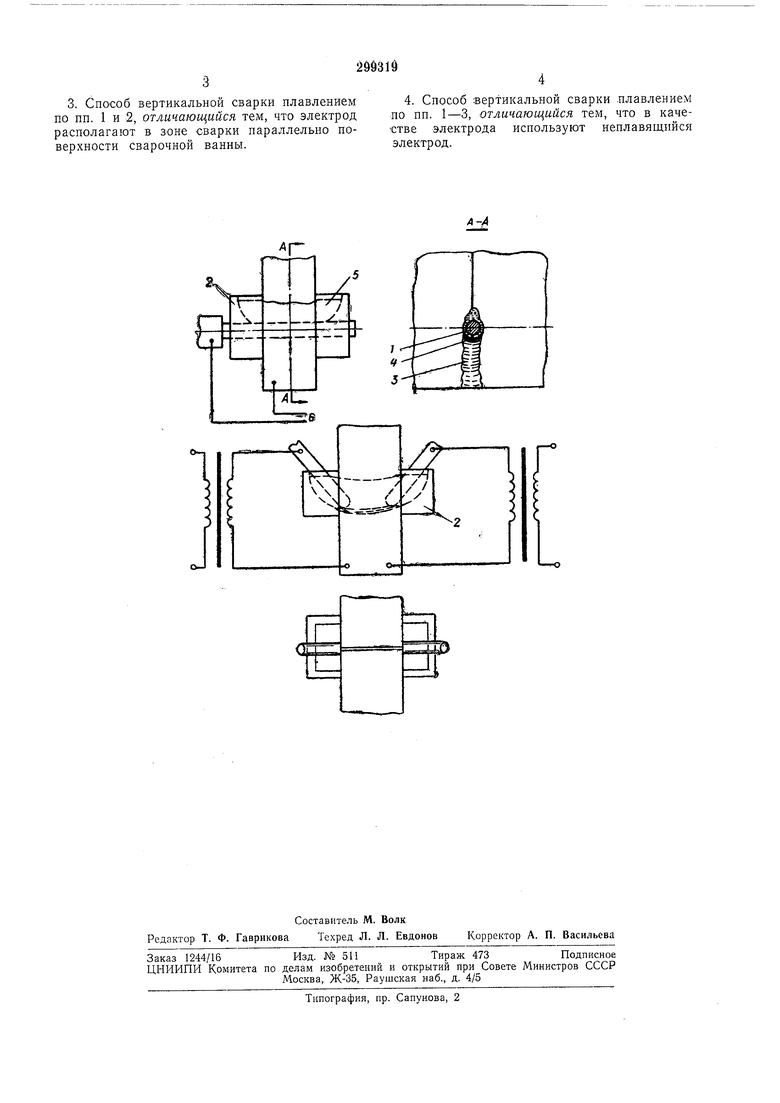
Известен способ вертикальной сварки плавлением, .при котором электрод перемещают вдоль свариваемых кромок и в зазор между деталями подают присадочный материал в виде, например, плавящегося электрода, который в процессе сварки перемещают вдоль свариваемых кромок. С целью упрощения известного способа за счет возможности сборки и сварки деталей с необработанными кромками и без зазора и повышения экономической эффективности за счет экономии присадочного материала предлагается осуществлять сварку электродом, пропущенным насквозь через стык по всей толщине свариваемых деталей. Кроме того, концы электрода можно фиксировать в отверстиях, формирующих ползунов, устанавливаемых по обе стороны стыка. Электрод можно располагать в зоне сварки параллельно поверхности сварочной ванны. В качестве электрода можно использовать неплавящийся электрод. На чертеже проиллюстрирован способ «ертикальной сварки плавлением. Концы электрода 1 фиксируют в отверстиях формующих ползунов 2, устанавливаемых по обе стороны стыка 3. Электрод располагают в зоне сварки параллельно поверхности сварочной ванны 4, В качестве электрода предпочтительно использовать неплавящийся электрод, например вольфрамовый, угольный, графитовый и т. д. В формирующих ползунах могут быть .предусмотрены карманы 5 для лодачи необходимых материалов, чтобы обеспечить поддержание нормального сварочного процесса, например, для флюса. Питание сквозного электрода может осуществляться от трехфазного источника тока 6, но в этом случаи сквозной «электрод предлагается .выполнять в виде двух симметрично расположенных частей. Предмет изобретения 1.Способ вертикальной сварки плавлением, преимущественно электрошлаковой, при котором электрод перемещают вдоль свариваемых кромок, отличающийся те.м, что, с целью упрощения технологии путем сборки и сварки деталей с необработанными кромками и без зазора и экономии присадочного материала, сварку осуществляют электродом, пропущенным насквозь через стык по всей толщине свариваемых деталей. 2.Способ вертикальной сварки плавлением по п. 1, отличающийся тем, что концы электрода фиксируют в отверстиях формующих ползунов, устанавливаемых по обе стороны стыка. 3. Способ вертикальной сварки плавлением по пп. 1 и 2, отличающийся тем, что электрод располагают в зоне сварки параллельно поверхности сварочной ванны. 4. Способ вертикальной сварки плавлением по пп. 1-3, отличающийся тем, что в качестве электрода используют неплавяи1ийся электрод.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОЙ СВАРКИ ПЛАВЛЕНИЕМ ПО ЩЕЛЕВОЙ РАЗДЕЛКЕ | 2015 |
|
RU2598746C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1999 |
|
RU2158661C2 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2017 |
|
RU2650463C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2049620C1 |
| Способ сварки неповоротных стыков частей магистрального трубопровода (варианты) | 2017 |
|
RU2696629C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ УГЛОВЫХ ШВОВ ТАВРОВЫХ СОЕДИНЕНИЙ | 2018 |
|
RU2697545C1 |
| Способ двусторонней многопроходной сварки | 1990 |
|
SU1708556A1 |
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ЗАЩИТНЫХ ГАЗАХ | 2011 |
|
RU2475344C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ШВОВ В НИЖНЕМ ПОЛОЖЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2103133C1 |