В настоящее время втулки холостых шкивов контрприводов изготовляют из бронзы на токарном станке. Недостаток данного способа состоит в том, что шкив растачивается и, кроме того, при изготовлении бронзовой втулки на токарном станке получается много отходов (стружки). Посредством предлагаемого приспособления имеется в виду достигнуть устранения вышеуказанных дефектов.
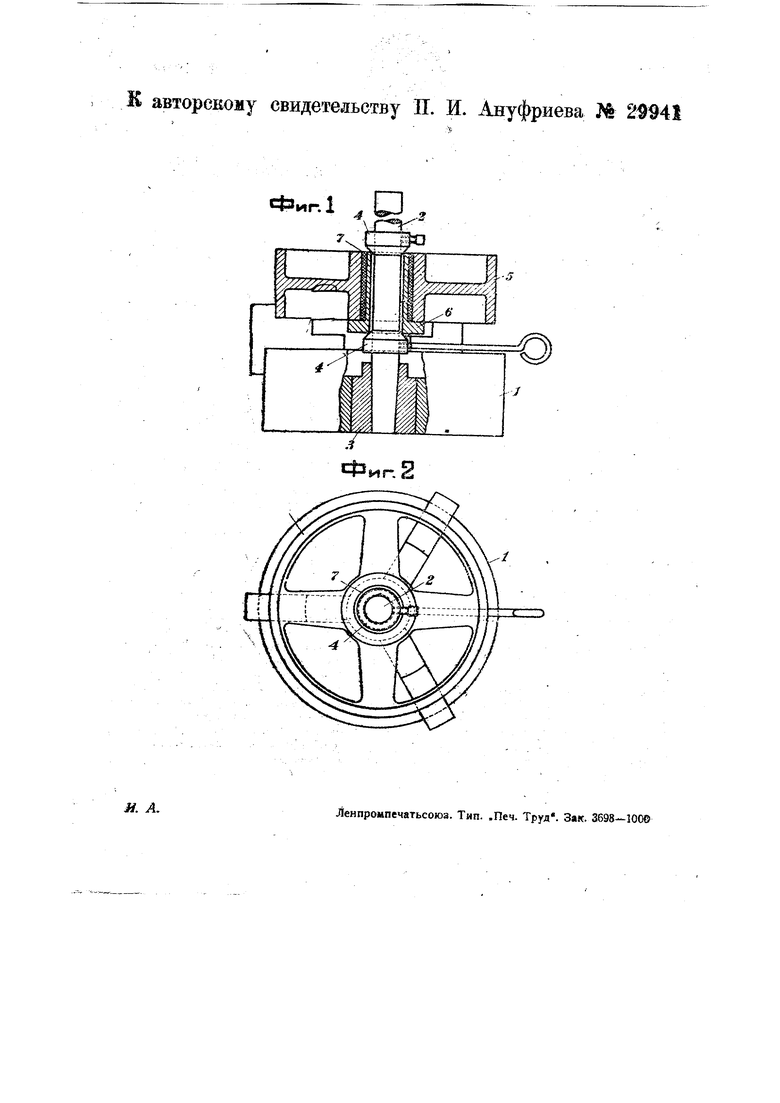
На чертеже фиг. 1 изображает приспособление в продольном разрезе и фиг. 2 - то же, вид сверху.
В отверстии универсального патрона / запрессована втулка 3 с коническим отверстием, в которое вставляется валик 2. На валик надеваются конические или срезанные перпендикулярно к оси кольца #, 4, которые свободно передвигаются по валику и могут быть закреплены винтом в любом положении. Затем на валик 2 надевается предохра.нительная втулка 6 от валика контрпривода, шейка которой оклеена бумагой к закопчена. Далее, на валике 2 укрепляют заливаемый шкив 5 и закрепляют в патроне /. Предохранительная втулка б своим бортиком вплотную продвигается к отверстию шкива 5, совершенно закрывает его снизу и в этом положении закрепляется кольцами 4, 4 снизу и сверху. Образовавшееся пространство 7 между стенками шкива 5 и втулки 6 заливают расплавленным баббитом.
Патрон центрирует шкив по отношению к своей оси симметрии, а в данном приспособлении этой осью служит валик 2, на котором конические кольца 4, 4 центрируют втулку 6, чем и достигается центричность шкива 5.
Предметизобретения.
Приспособление для заливки баббитом втулок холостых шкивов;- отличающееся тем, что оно состоит из самоцентрирующего универсального патрона /, в отверстие которого вставлена втулка 5 с отверстием для валика 2 с передвижными коническими или срезанными перпендикулярно к оси кольцами 4, 4, служащими для центрирования втулки б, на которой вращается шкив, поставленный на приводную ось.
Фиг.1 , D .г