Изобретение относится к области нанесения горячих покрытий.
Известна установка для горячего цинкования стальной ленты, содержащая разматывающее устройство, механизм резки, ванны обезжиривания, нромывки, травления и цинкования.
Отличие предложенной установки состоит в том, что ванна цинкования снабжена погружающим роликом, выполненным перемещающимся по высоте. Это обеспечивает равномерную толщину нокрытия при изменении толщины обрабатываемой ленты.
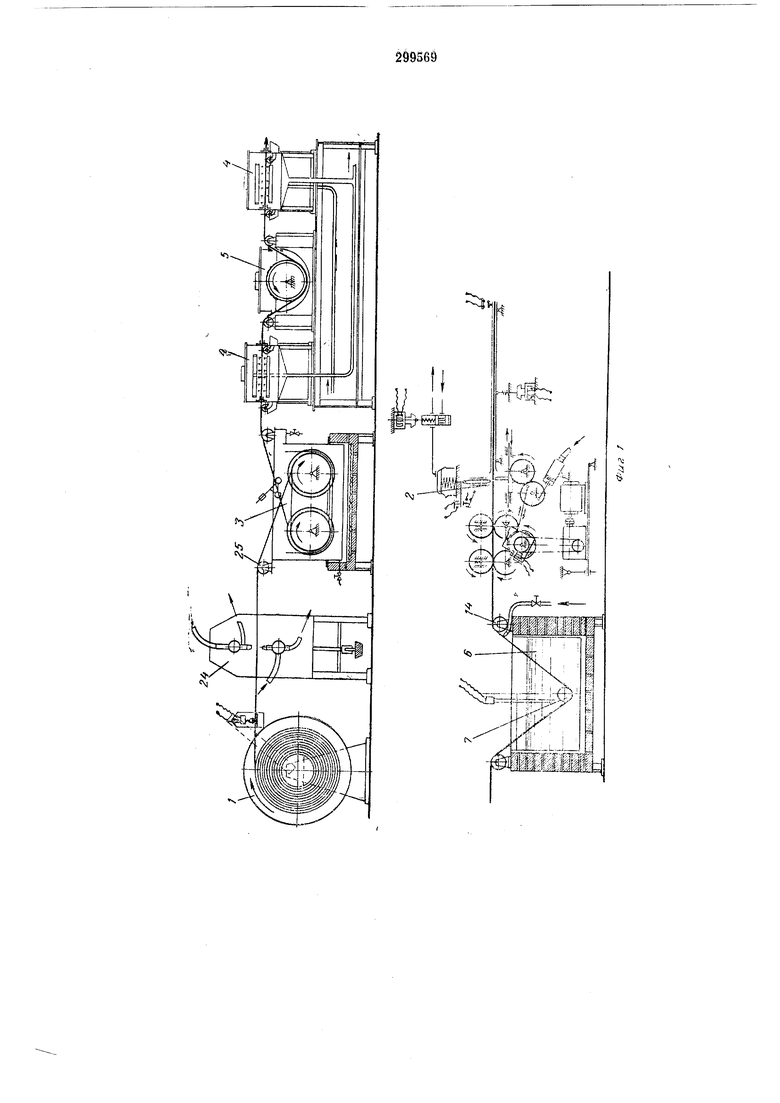
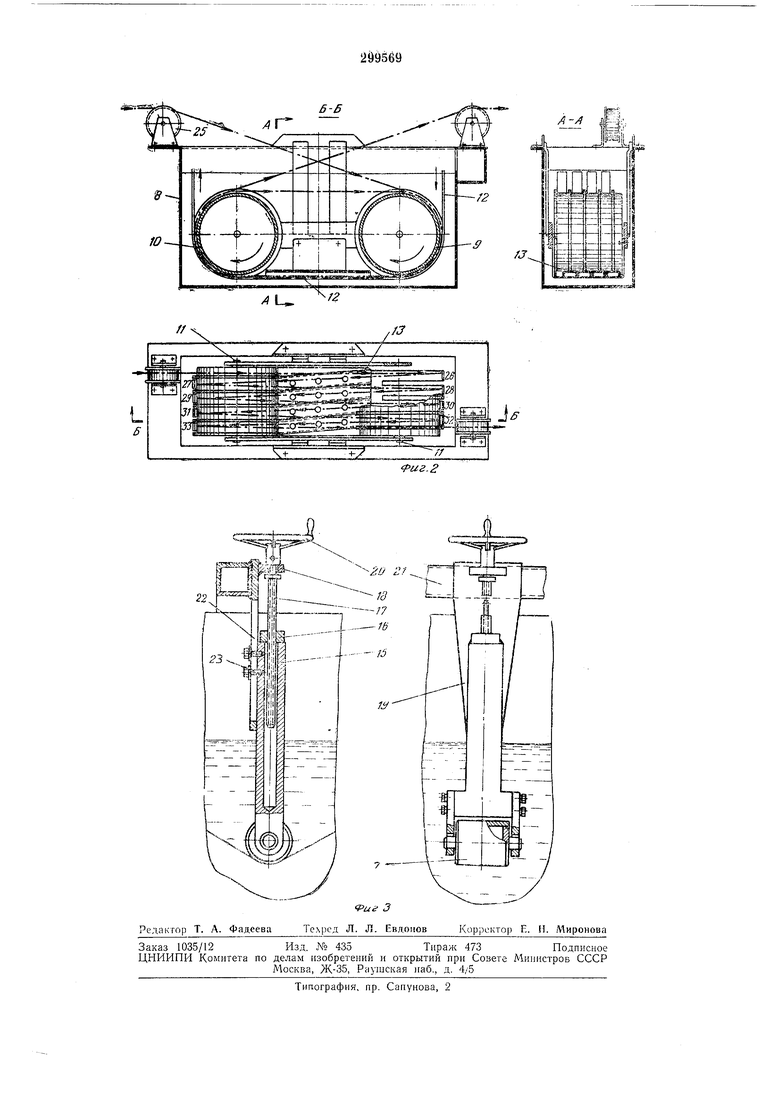
На фиг. 1 нредставлена предложенная установка, общий вид; на фиг. 2 - ванна обезжиривания с устройством для набора ленты в снираль; на фиг. 3 - погружающий ролик с механизмом его леременсения в двух проекциях.
Установка состоит из разматывающего устройства /, механизма резки 2, ванн обезжиривания 3, промывки 4, травления 5 и ванны цинкования 6, снабженной погружающим роликом 7, выполненным перемещающимся по высоте.
Ванны нромывки 4 и травления 5 представляют собой обычные конструкции, применяемые в известных установках. Ванна обезлшривания 3 представляет собой металлическую емкость 8, в которой расположено
устройство для набора ленты в спираль. Устройство состоит из двух горизонтально расположенных барабанов 9 и 10 с пазами, свободно вращающихся на осях И, и ограничителя 12, имеющего в нижней части лотки 13, служащие для облегчения заправки ленты при ее переходе с одного барабана на другой. Пазы барабанов 9 и 10 смещены относ1ггельно друг друга, что обеспечивает спиральную намотку ленты.
Ванна цинкования 6 представляет собой емкость, разделенную на две сообщающиеся полости, заполненные цинковым расплавом.
Цинковый расплав в одной из полостей находится под слоем флюса. Ванна цинкования снабжена погружающпм роликом 7, выполненным перемещающимся по высоте, и поддермчпвающими роликами 14. Механизм
перемещения погружающего ролика состоит из подвижной вилки 15, несущей погружающий ролик и снабженной гайкой 16, составляю1цей винтовую пару с винтом 17, зафиксированным в осевом направлении кронщтейном 18 на вертикальной площадке 19 и спабжен1п 1м маховиком 20. Вертикальная площадка крепится к поперечной балке 21 ванны цинкования и имеет продольный паз 22, в который входят болты 23, ввернутые в подМеханизм резки 2 выполнен автономным и синхронно перемещающимся вместе с обрабатываемой лентой. Работает установка следующим образом. Обрабатываемую ленту с разматывающего устройства I подают на мащину 24, точечной сварки, обеспечивающей соединение концов очередной и проходящей лент, затем - в ванну обезжиривания 5. При заправке ванны обезжиривания ленту укладывают на опорный ролик 25. Конец ленты подают в щель 26 барабана 9 до выхода из щели 27 барабана 10, затем-в щель 28 барабана 9 и далее в щели 29-32 до выхода ленты из щели 33. Барабаны 9 и 10 вращаются и перемещивают раствор. Далее ленту подают поочередно в ванны промывки 4, травления 5 и в ванну цинкования 6, где на поверхности ленты формируется тонким слоем цинковое покрытие. Равномерную толщину покрытия при изменении толщины ленты обеспечивают регулированием глубины погружения ленты в цинковый расплав. Так как время прогрева ленты и нанесения цинкового покрытия прямо пропорционально толщине ленты, то при уменьшении толщины ленты относительно номинальной уменьшают глубину ее погружения (соответственно уменьшается длина пути н время прохождения ленты через цинковый расплав), а при увеличении толщины ленты увеличивают глубину ее погружения. Регулирование глубины погружения ленты в цинковый расплав осуществляют за счет перемещения погружающего ролика 7 по высоте вращением маховика 20. При этом зафиксированный в осевом направлении винт 17 посредством гайки 16 перемещает вилку 15 с роликом 7. Установленная в требуемом положении подвижная вилка фиксируется болтами 23. При выходе из ванны цинкования ленту охлаждают воздущной струей и подают на механизм резки 2. Предмет изобретения Установка для горячего цинкования стальной ленты, содержащая разматывающее устройство, механизм резки, ванны обезжиривания, промывки, травления и цинкования, отличающаяся тем, что, с целью обеспечения равномерной толщины покрытия при изменении толщины обрабатываемой ленты, ванна цинкования снабжена погружающим роликом, выполненным перемещающимся по высоте.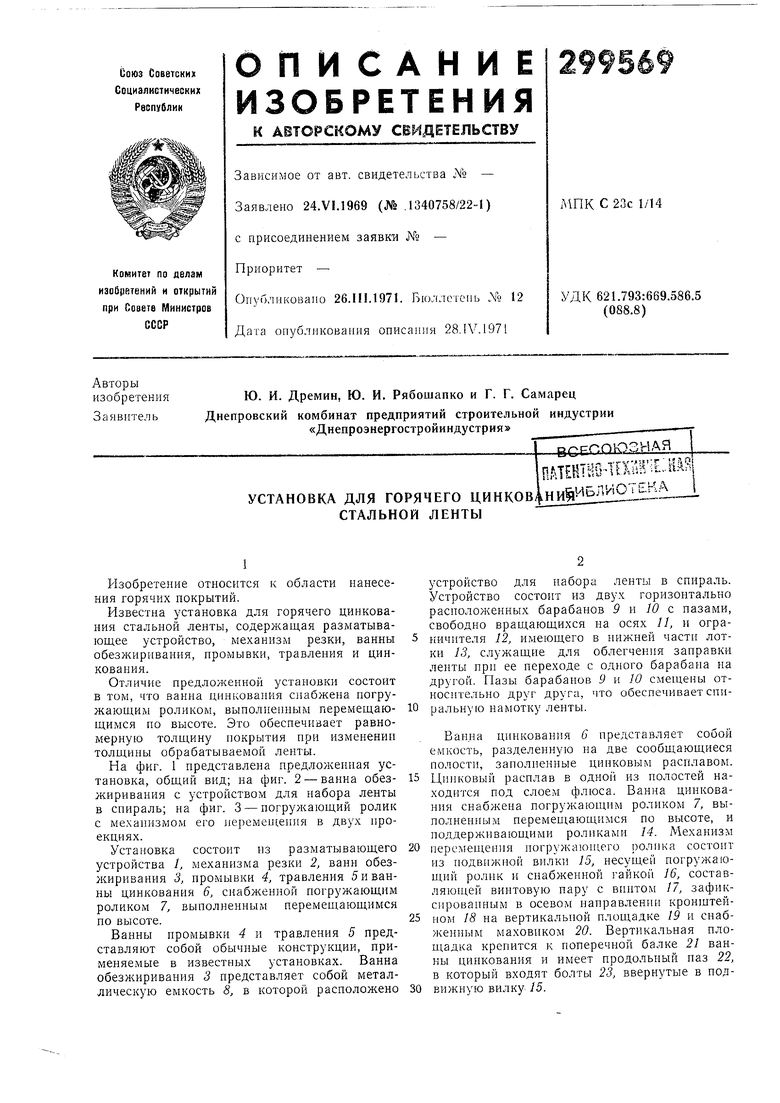
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ НА МЕЛКИЕ СТАЛЬНЫЕ ДЕТАЛИ СЛОЖНОГО ПРОФИЛЯ | 1992 |
|
RU2033471C1 |
| ФЛЮС ДЛЯ ГОРЯЧЕГО ЦИНКОВАНИЯ И СПОСОБ ГОРЯЧЕГО ЦИНКОВАНИЯ | 2001 |
|
RU2277606C2 |
| СПОСОБ ЦИНКОВАНИЯ | 2003 |
|
RU2241064C1 |
| Способ электролитического нанесенияпОКРыТия HA пОлОСу и уСТРОйСТВОдля ОСущЕСТВлЕНия СпОСОбА | 1978 |
|
SU802408A1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОЙ СТАЛЬНОЙ ПОЛОСЫ | 2010 |
|
RU2434072C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО АНТИКОРРОЗИОННОГО ЦИНКОВОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОВЕРХНОСТЬ | 2012 |
|
RU2495362C1 |
| Способ подготовки стали под горячее цинкование | 1990 |
|
SU1787169A3 |
| Способ горячего цинкования | 1981 |
|
SU986962A1 |
| Способ получения антикоррозионного покрытия на металлическом изделии (варианты) | 2017 |
|
RU2659547C1 |