СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ
Изобретение относится к деревообрабатывающей промышленности и касается способа 1производ1ства древеснонстружечных плит.
Известны способы производства древесностружечных пяит путем формования бесконечной ленты древесночстружечного ковра и прессования в прессах периоди-ческого действия с последующем разделением на плиты.
Известные способы не обеепечивают достаточную прочность древеоно-стружечному ковру в .переходных зонах, т. е. в местах, которые в процессе прессования находятся на переходе между .апреасованной стружечной массой и еще не лодвергнутой преосованию, что снижает качество плит.
Целью изобретения является создание юпособа, позволяющего повысить качество изготовляелмых древесно-стружечных пл«т.
Для осуществления поставленной цели используют известный способ производства древесно-стружечных ПЛИТ иутем формования бесконечной ленты древесно-стружечного ковра, прессования в прессах периодического действия с последующим разделением яа ллиты, в котором согласно изобретен-ию насьтной вес стружечного ковра увеличивают в зонах перехода «а 10-20%.
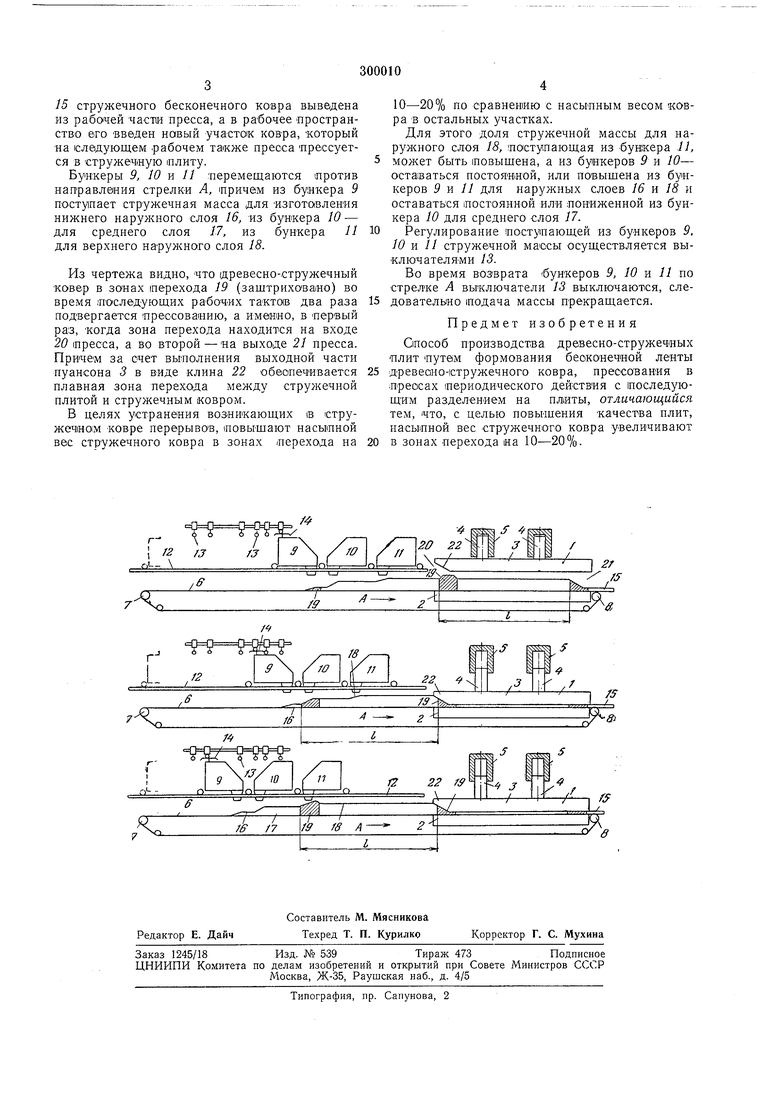
Обогреваемый, Например, посредством пара или горячей воды пресс / состоят из неподвижного нижнего стола 2 и подъемного пуансона 3, на котором установлены поршни 4, движущиеся в неподвижных цилиндрах 5.
Через нижний стол лресса проведен бесконечный ленточный конвейер 6, например решетчатая лента, приводные ролики 7 и 8 которого смонтированы перед и за прессом. Конвейер 6 продвигается прерывно в направлении стрелки А на расстояние, соответствующее длине / рабочего пространства пресса.
Над находящимся перед входом в пресс участком конвейера рааположены, например, три бувкера 9, 10 и // для дравесно-стружечиой массы, причем бункеры 9 к 11 содержат стружечную массу для изготовления наружных слоев плит, а бункер 10 - для внутреннего слоя.
Бункеры 9, 10 и 11 установлены на направляющих 12 с возможностью возвратно-поступательного перемещения в горизонтальной плоскости. Количество подаваемой стружечной массы регулируется посредством неподвижно расположенных конечных выключателей 13, приводимых IB действие рычатом 14, ра-сположенны.м в бункере 9.
15 стружечного бесконечного ковра выведена из рабочей частти пресса, а в рабочее пространство его введен новый участок ковра, который на следующем .рабочем та1кже пресса прессуется в -стружечную тлиту.
Бункеры 9, 10 и // перемещаются .против направления стрелки А, 1причем из бункера 9 поступает стружечная масса для изготавления нижнего наружного слоя 16, из бункера 10 - для среднего слоя /7, из бункера 11 для верхнего нарул ного слоя 18.
Из чертежа видно, что древесно-.стружечный ковер в зонах перехода 19 (заштриховаио) во время .Последующих рабочих тактов два раза подвергается прессованию, а именно, в первый раз, когда зона перехода находится на входе 20 inpecca, а во второй-на выходе 21 пресса. ПричеМ за счет выполнения выходной части пуансона 3 в виде клина 22 обеспечивается плавная зона перехода между стружечной плитой и стружечным ковром.
В целях устранения воэникающих IB стружеч1НО1М ковре перерывов, повышают насыпной вес стружечного ковра в зонах перехода на
10-20% по сравнению с насыпным весом ковра в остальных участках.
Для этого доля стружечной массы для наружного слоя 18, поступающая из .бувкера .//, может быть повыщена, а из бункеров 9 и 10- оставаться постояН|НОЙ, или повышена из бункеров 9 к И для наружных слоев 16 и 18 и оставаться постоянной или пониженной из бункера 10 для среднего .слоя 17.
Регулирование поступающей из бункеров 9. 10 и 11 стружечной маосы осуществляется вы.ключателями 13.
Во время возврата бункеров 9, 10 и 11 по стрелке А выключатели 13 выключаются, следовательно подача массы прекращается.
Предмет изобретения
Способ производства древесно-стружечиых плит путем формования бесконечной ленты
древеано-гтружечного ковра, прессования в Преосах периодического действия с последующим разделением на плиты, отличающийся тем, что, с целью повыапения качества плит, насыпной вес стружечного ковра увеличивают
в зонах перехода на 10-20%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАГЕШКС- .. ТЕЗГЧРЧадл}; Ис HI. .т^L^»tgTr:r?rУСТАНОВКА для | 1967 |
|
SU190299A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1972 |
|
SU337984A1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 1970 |
|
SU272917A1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ КОВРАI2 | 1973 |
|
SU361551A1 |
| ПРИСПОСОБЛЕНИЕ К УБОРОЧНОЙ МАШИНЕ ДЛЯ ПОДБОРА И ПОПЕРЕЧНОЙ ПОДАЧИ УБИРАЕМОЙ МАССЫ | 1970 |
|
SU285661A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ ДРЕВЕСНЫХ СТРУЖЕК | 1964 |
|
SU214445A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСПРЕДЕЛЕНИЯ ЧАСТИЦ ПРИ ФОРМИРОВАНИИ ПОКРЫТИЯ | 1999 |
|
RU2208515C2 |
| МНОГОЭТАЖНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ СТРУЖЕЧНЫХ ПЛИТ | 1972 |
|
SU327653A1 |
| Устройство для формирования стружечного ковра | 1990 |
|
SU1715599A1 |
| НЕСУЩИЙ ЭЛЕМЕНТ ДЛЯ ПРЕССУЕМОГО ДРЕВЕСНОГОМАТЕРИАЛА | 1971 |
|
SU293323A1 |
