Изобретение относится к области обработки металлов давлением, в частности к штампам для плоскостной калибровки под «ключ деталей типа угольников, тройников, крестовин и др.
Известен штамп для плоскостной калибровки, содержашнй верхнюю и нижнюю плиты и соответственно верхнюю и нижнюю калибровочные плитки, закрепленные на упомянутых плитах через промежуточные плиты.
Предложенный штамп отличается от известного тем, что его нижняя плита выполнена коробчатой формы и в ее верхнем и нижнем основаниях по оси приложения нагрузки свободно установлены калибровочные плитки, имеюшие круглую форму, при этом верхняя калибровочная плитка установлена с возможностью возвратно-поступательного осевого перемешения посредством шарнирно соединенного с ней рычага, закрепленного в боковой стенке нижней плиты.
Такое выполнение штампа обеспечивает возможность калибровки на одной паре плиток деталей, различных по форме и размерам, но калибрующихся на одну и ту же ысоту, с использованием при этом верхней калибровочной плитки в качестве прижима, а также простоту изготовления и наладки калибровочных штампов и возможность осуществления калибровки на фрикционных прессах без применения специальных ограничителей.
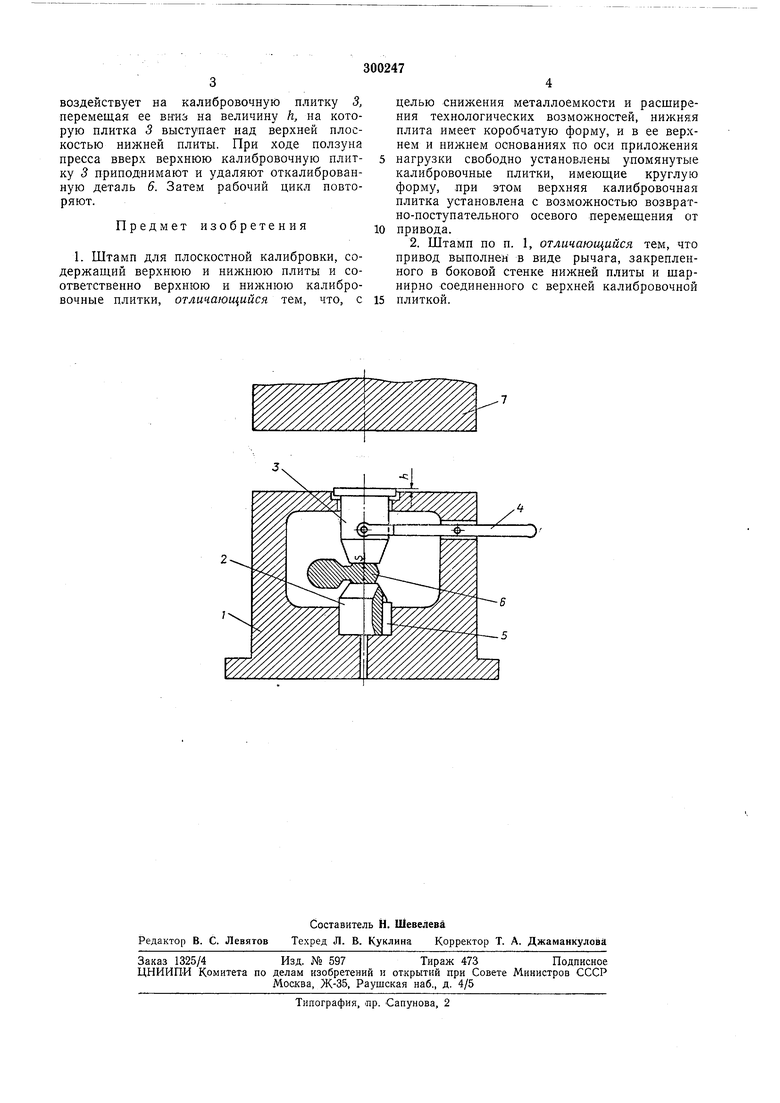
На чертеже изображен штамп в разрезе.
Штамп содержит нижнюю плиту 1, выполненную коробчатой формы, нижнюю калибровочную плитку 2 И верхнюю калибровочную плитку 3, свободно установленные в верхнем и нижнем основаниях нижней плиты. Верхняя плитка 3 шарнирно соединена с рычагом 4, закрепленным в боковой стенке нижней плиты 1. Калибровочные плитки 2 и в имеют круглую форму с переходом на любой контур к рабочей плоскости. При форме рабочей плоскости, отличной от круглой, нижнюю калибровочную плитку фиксируют шпонкой 5. Высоту плиток 2 и 5 выбирают такой, чтобы после установки их в нижнюю плиту на расстоянии s друг от друга, равном откалиброванной по номиналу высоте детали, верхняя плоскость калибровочной плитки 3 была на одном уровне с верхней плоскостью нижней плиты.
Работает штамп следуюш,им образом.
Верхнюю калибровочную плитку 5 поднимают посредством рычага 4 и кладут деталь 6 калибровочной плоскостью на нижнюю плитку 2. Затем, отпуская рычаг 4, прижимают деталь 6 калибровочной плиткой 3 к плитке 2. При ходе ползуна пресса вниз прикрепленная к нему верхняя плита 7 штампа
воздействует на калибровочную плитку 3, перемещая ее вниз на величину h, на которую плитка 3 выступает над верхней плоскостью нижней плиты. При ходе ползуна пресса вверх верхнюю калибровочную плитку 3 приподнимают и удаляют откалиброванную деталь 6. Затем рабочий цикл повторяют.
Предмет изобретения
1. Штамп для плоскостной калибровки, содержащий верхнюю и нижнюю плиты и соответственно верхнюю и нижнюю калибровочные плитки, отличающийся тем, что, с
целью снижения металлоемкости и расширения технологических возможностей, нижняя плита имеет коробчатую форму, и в ее верхнем и нижнем основаниях по оси приложения
нагрузки свободно установлены упомянутые калибровочные плитки, имеющие круглую форму, при этом верхняя калибровочная плитка установлена с возможностью возвратно-поступательного осевого перемещения от
привода.
2. Штамп по п. 1, отличающийся тем, что привод выполнен в виде рычага, закрепленного в боковой стенке нижней плиты и щарнирно соединенного с верхней калибровочной
плиткой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для плоскостной калибровки | 1979 |
|
SU808183A1 |
| Штамп для плоскостной калибровки | 1985 |
|
SU1278056A1 |
| ШТАМП ДЛЯ ПЛОСКОСТНОЙ КАЛИБРОВКИ | 1971 |
|
SU316498A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Штамп для плоскостной калибровки | 1976 |
|
SU623610A1 |
| Устройство для подачи штучных заготовок в рабочую зону пресса | 1988 |
|
SU1551455A1 |
| Штамп для обжима труб | 1987 |
|
SU1496876A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
