Изобретение относится к обработке материалов дав; ением, в частности к оборудованию для изготовления дёта- Лей типа втулок из листового матери- а|ла.
Целью изобретения является улуч- иение качества изделия путем повыше- j-ия точности его размера по длине и обеспечения плоскостности его торцов,
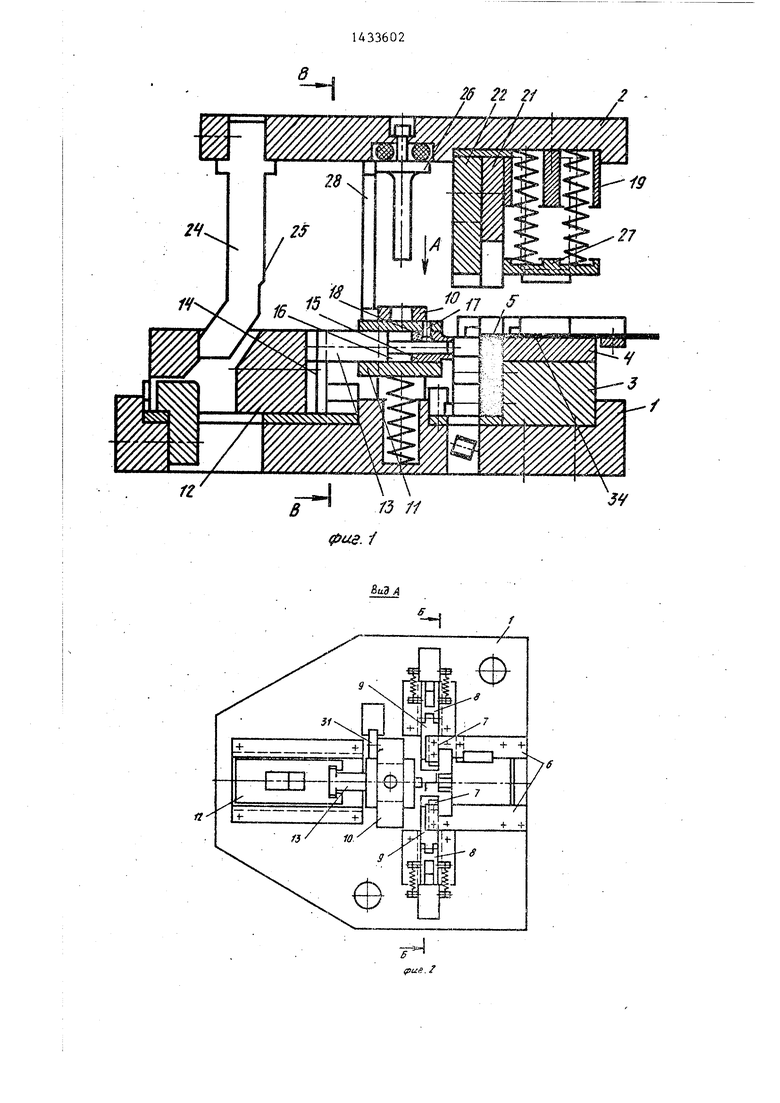
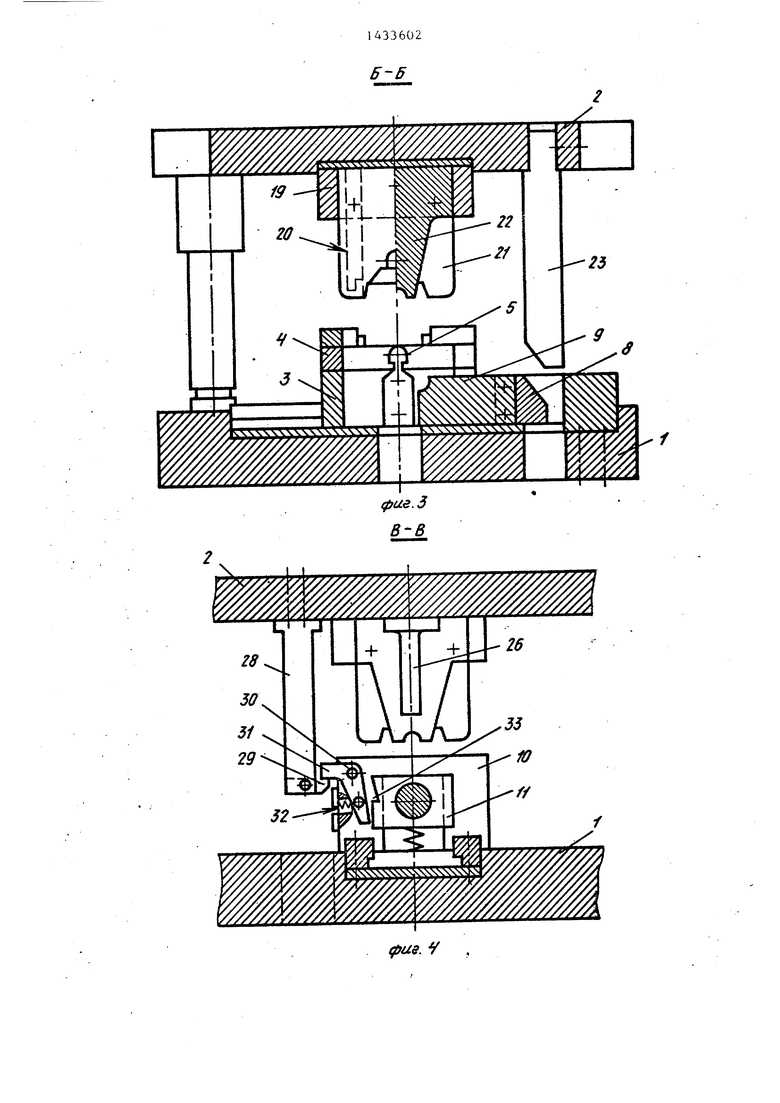
На фиг. 1 изображен штамп для из- I oтoвлeния деталей типа втулок из листового материала, общий вид; на фиг, 2 - вид А на фиг, I; на фиг, 3 - разрез Б-Б на фиг. 2; на фиг, 4 -
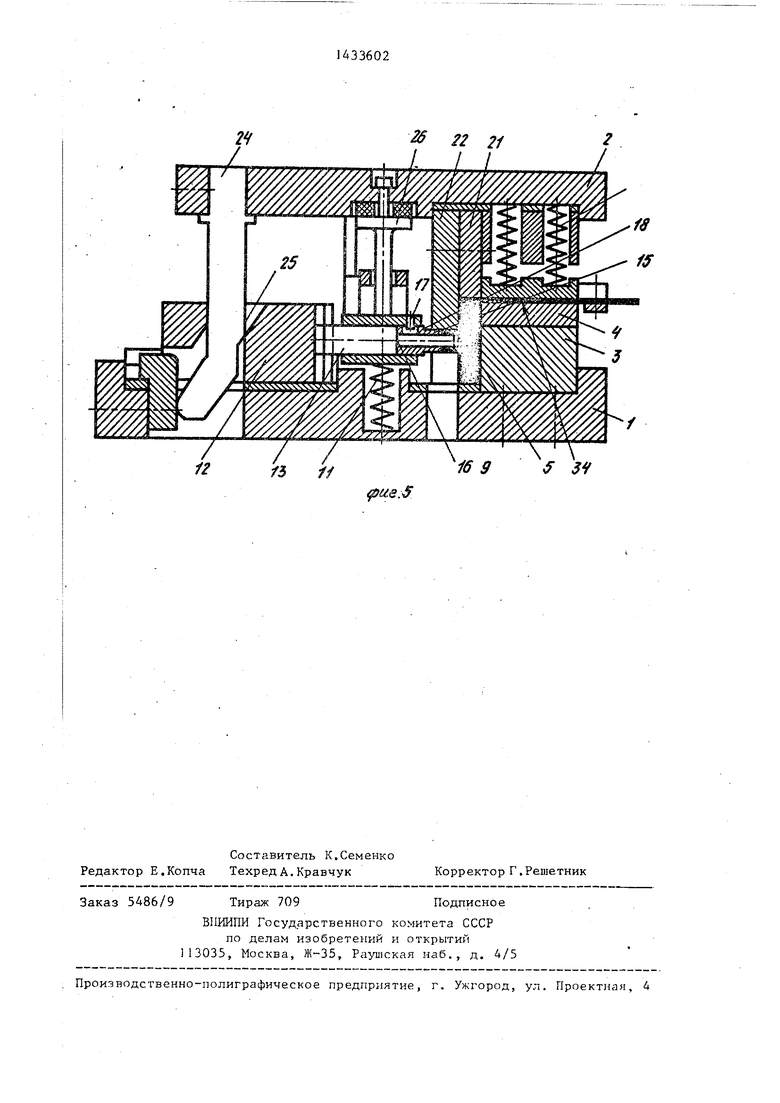
газрез В-В на фиг, 1; на фиг, 5 - конец рабочего хода штампа, общий
1ИД,
I Птамп для изготовления деталей TJHna втулок из листового материала содержит нижнюю неподвижную плиту 1 j: верхнюю подвижную плиту 2, а также установленньш на них гибочно-отрезной узел.
На нижней плите смонтированы держа гель 3 с отрезной матрицей 4, гибочно С1трезным пуансоном 5 и направляющими I ланками 6, несуирами упоры 7, две иолзушки 8 с формирующими кромками в иде полуматриц 9, установленные с возможностью встречного перемещения, Стойка 10 с вертикально-подвижной 1Ьодпружиненной кареткой 11 и ползун J2 с клиновым приводом, ; В каретке 11 подвижно установлена ступенчатая оправка 13, нерабочий ко- «ед которой размещен в направляющих
14ползуна 12. На оправке 13 смонти- юван с возможностью возвратно-посту- тательного перемещения калиб{ ующий пуансон 15, вьтолненный в виде втул- |ки. Он размещен соосно оправке 13с возможностью взаимодействия с выступом 16 на последней. Для повьшения надежности удаления готового изделия каретка 11 снабжена ограничительным штифтом 17, а в калибрующем пуансоне
15предусмотрен паз 18 для размеще- (Ния штифта 17.
На верхней плите 2 смонтированы держатель 19 с отрезньм пуансоном 20 гибочно-отрезной матрицей 21 и отрезным пуансоном 22, два копира 23, взаимодействующие с ползушками 8, ;клин 24 привода ползуна, снабженный выступом 25, для дополнительного перемещения ползуна 12, подбуференный толкатель 26, взаимодействующий с кареткой 11, подпружиненный прижим 27, удерживаю1чий обрабатываемый материал. Для фиксации каретки 11 в нижнем положении предусмотрен узел, включающий закрепленную на плите 2 тягу 28 с задепом 29, установленный на стойке 10 с помощью оси 30 двуплечий Г- образный рычаг 31, подпружиненный пружиной 32, Одно из плеч рычага взаимодействует с зацепом 29, а торец другого плеча - с выемкой 33 на боковой поверхности каретки 11.
Штамп работает следующим образом,
Уложенный на матрицу 4 обрабатываемый материал 34 подается до упоров 7. При опускании верхней плиты 2 - клин 24 через ползун 12 подводит оправку 13 к пуансону 5, а копиры 23 через ползушки 8 сводят полуматрицы 9. При дальнейшем опускании верхней плиты 2 пуансон 20 обрезает обрабатьша- емый материал в требуемый размер по ширине, матрица 21 надрезает участок обра батьгоаемого материала и осуществляет предварительную гибку, придавая ему U-образную форму, пуансон 22 отделяет ранее надрезанный и отогнутый участок от обрабатываемого материала и с помощью сомкнутых полуматриц 9 на оправке 13 осуществляет окончательную гибку (завивку) изготавливаемой втулки.
Во время отделения надрезанной заготовки пуансоном 22 под действием толкателя 26 каретка 11 перемещается в нижнее положение, в котором оправка с изделием устанавливается напротив нижней расширенной части пуансона 5.
В конце хода вниз клин 24 своим выступом 25 воздействует иа ползун 12 и осуществляет дополнительное перемещение оправки 13 до упора выступа 16 во втулку 14 калибрующего пуансона. Втулка 14 осуществляет дополнительное прижатие изделия к расширенной части пуансона 5, калибровку длины изделия и выравнивание его торцовых поверхностей. Нижнее положение каретки фиксируется поворотным подпружиненным рычагом 31.
При подъеме ползуна пресса с верхней плитой 2 копиры 23 освобождают ползушки 8 ,и полуматрицы 9.под действием пружин расходятся, а клин 24 с помощью ползуна 12 отводит оправку 13 При этом сидящая на оправке изготовленная деталь упирается во втулку 14, перемещение которой ограничено штиф
том 17, входящим в паз 18, освобождается от оправки и свободно выпадает через отверстие в нижней плите 1. При дальнейшем подъеме тяга 28 зацепом 29 поворачивает рычаг 31, освобождая каретку 11, которая как и остальные детали шта мпа возвращается в исходное положение.
В дальнейшем работа штампа повторяется. ,
Таким образом, изготавливаемое изделие получает дополнительное обжатие калибруюп им пуансоном по торцовым поверхностям, что обеспечивает точность длины изделия и плоскостность его торцов.
Благодаря предлагаемой конструкции для привода калибрующего пуансона используется привод перемещения оправ ки, что практически не усложняет конструкцию. Наличие -вертикально-подвижной каретки позволяет разграничить зоны отвода изготовленной детали и зону подачи заготовки на обработку, что исключает возможность сбоев в работе в виду несвоевременного удаления готово-й детали из зон обработки.
5
0
5
целью улучшения качества изделия путем повьш1ения точности его размера по длине и обеспечения плоскостности его торцов, он снабжен калибрующим пуансоном, смонтированным на оправке с возможностью возвратно-поступательного движения в направлении, совпадающем с направлением движения ползуна, подвижной в вертикальной плоскости кареткой для размещения оправки и калибрующего пуансона, а также узлом фиксации каретки в нижнем положении, при этом на ползуне вьтолнены вертикальные направляющие для размещения нерабочего конца оправки.
2.Штамп по п. 1, отличающийся тем, что клин привода ползуна снабжен выступом для дополнительного перемещения ползуна, оправка снабжена упором, а калибрующий пуансон выполнен в виде втулки, размещенной соосно с оправкой с возможностью взаимодействия с ее упором.
3.Штамп попп. 1и2, отличающийся тем, что, с целью повьппения надежности удаления готового изделия, каретка снабжена ограничительным mTH(, а втулка - продоль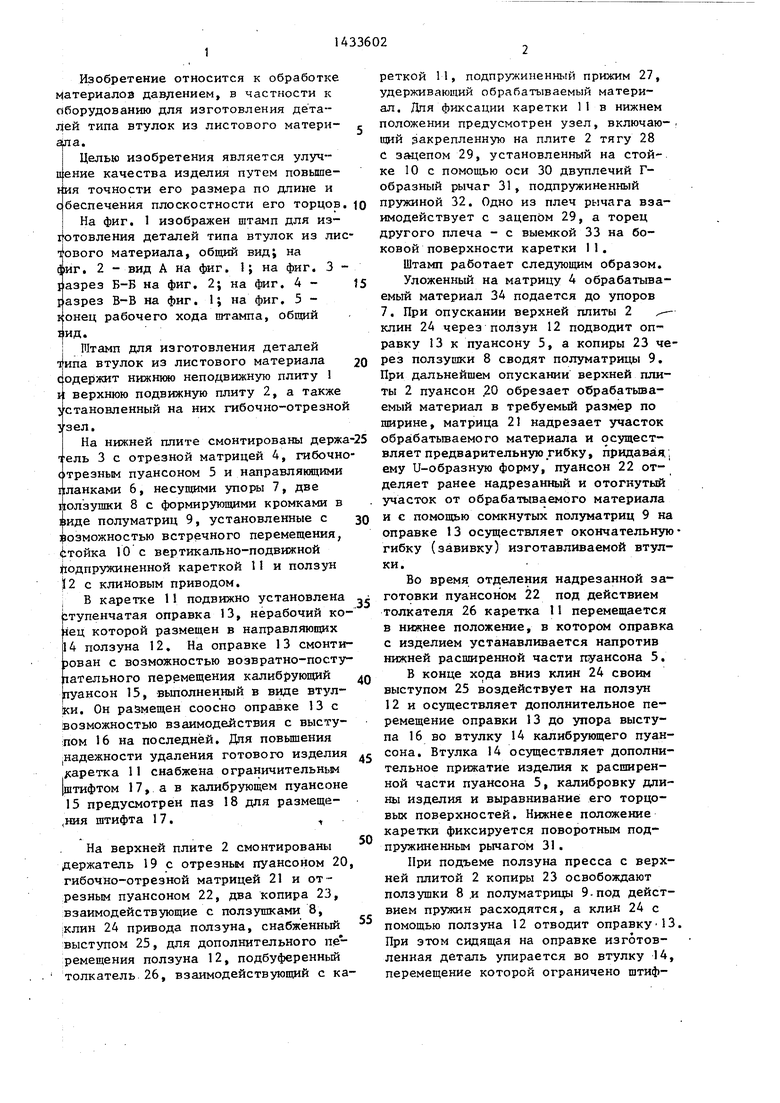

| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для изготовления деталей типа скобы | 1981 |
|
SU1076168A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Штамп для изготовления свертных втулок из плоских заготовок | 1980 |
|
SU978989A1 |
| Комбинированный штамп последовательного действия для изготовления деталей типа втулок,преимущественно полых тонкостенных заклепок | 1985 |
|
SU1301525A1 |
| Гибочный штамп для изготовления деталей типа втулок | 1979 |
|
SU897353A1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ХОМУТИКОВ | 1969 |
|
SU242641A1 |
| Штамп для гибки деталей,преимущественно,типа восьмерки | 1985 |
|
SU1304960A1 |

Формула изобретения 30 ным пазом для размещения штифта.
А. Штамп попп. 1и2, отличающийся тем, что узел фиксации каретки в нижнем положении выполнен в виде связанного с нижней плитой поворотного подпружиненного Г-об- разного рычага, закрепленной на верхней плите тягой с зацепом, установленной -о возможностью взаимодействия с одним из плеч рычага, и выполненной на боковой поверхности каретки выемки для размещения торца другого плеча рычага.
П
ие. i
агз //
J
ffus. У
2
UQ:
| Штампы для холодной листовой штамповки | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| М.: Стандарт- гид, 1962, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Способ приготовления строительного изолирующего материала | 1923 |
|
SU137A1 |
