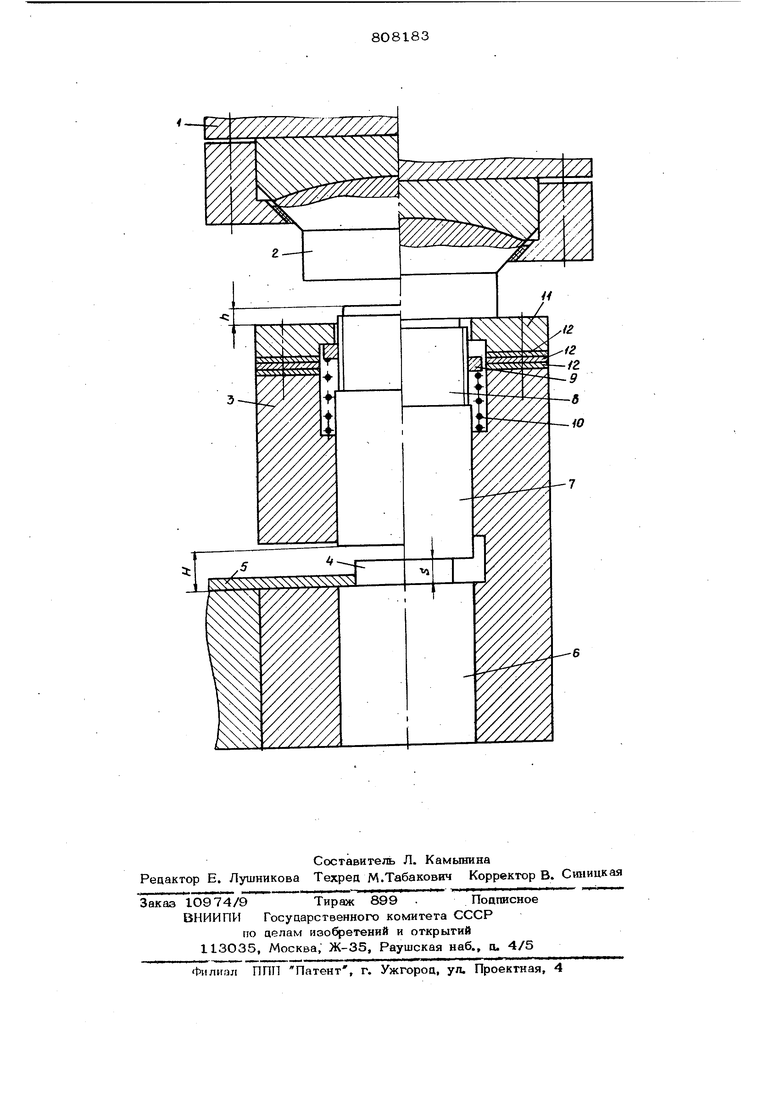
Изобретение относится к обработке металлов давлением, преимущественно к штампам для плоскостной калибровки деталей типа сосков. ИЬвестен штамп цля плоскостной калибровки, содержащий верхнюю и нижнюю плиты, а также верхнюю с хвостовиком и нижнюю калибровочные плитки tl. Основным недостатком штампа является невозможность получения точной парал лельности калибруемых поверхностей изза жесткого крепления верхней плиты шта па к ползуну пресса, а также отсутствие регулирования высоты калибровки. Цель изобретения-повышение точности калибровки . Указанная цель достигается тем, что штамп снабжер закрепленным на верхней плите самоустанавливающимся пуансоном, причем в нижней плите выполнена соосно с пуансоном цилиндрическая полость для размшхения калибровочных плиток. Штамп снабжен закрепленным на ниж ней плите соосно с пуансоном ограничите лем и расположенным между ним и верхней торцовой поверхностью нижней плиты регулировочными прокладками, при этом на хвостовике верхней калибровочной плитки выполнена резьба и на ней установлена регулировочная гайка о (})иксатором ее положения. Штамп также снабжен установленной на нижней плите под регулировочной гайкой пружиной для возврата верхней калибровочной плитки в исходное положение, а в нижней плите выполнена боковая выем к а для размидения загрузочного механизма. На чертеже изображен штамп для плоскостной . Штамп содержит верхнюю плиту I с закрепленным на ней самоустанавливающим пуансоном 2 и нижнюю 5литу 3, в которой предусмотрена боковая полость для подачи заготовки 4 посредством устройства 5, например, револьверной головки. В направляющей полости нижней плиты 3 размешены нижняя калибрующая плитка 6 и верхняя калибрующая плитка 7 с хвостовиком 8, на поверхности которого выполнена резьба для установки фиксирующей гайки 9, на которую упирается торец пружины 10. К нижней плите 3 закреплено ограничи тельное кольцо 11, а между ним и нижней плитой размещены регулировочные проклацки 12. В зависимости от высоты заготовки и нужной степени калифовки ее при помощи гайки 9 и регулировочных прокладок 12 устанавливают необхоаимьге размеры открытой высоты Н штампа и величины рабочего хода h верхней калибрующей пли ки 7. Открытая высота И устанавливается в зависимости от высоты кали уемой детали, а величина рабочего хода h вьР бирается такой, чтобы после опускания верхней калибрующей плитки 7 расстояние между. торцами нижней и верхней калиб рующих плиток являлось равным откалибровавной по номиналу высоте детали а верхняя плоскость калибрующе плитки 7 находилась на одном уровне с верхней плоскостью ограничителя 11. Штамп работает следующим образом. Калибруемая заготовка 4 вводится поиакхцим устройством 5 в рабочую зону штампа. При ходе ползуна пресса вниз, прикрепленная к нему верхняя плита 1 пуансоном 2 воздействует на верхнюю , калибрующую плитку 7, перемещая ее вниз на величину h , на которую плитка 7 выс тупает над верхней плоскостью ограничителя 11. При ходе ползуна пресса вверх верхняя калибрующая плитка 7 приподнимается воздействием шэужины 10. Устройство 5 автоматической подачи заготовок поворачивается на заданный 8 3 угол, откалиброванная деталь отгружается , а в рабочую зону штампа поаается следующая заготовка. Рабочий цикл повторяется. Формула изобретения 1.Ш тамп для плоскостной калибровки содержащий верхнюю и нижнюю плиты, а также верхнюю с хвостовиком и Н1|жнюю калибровочные плитки, отличающийся ТРМ, что,с целью повышения точности калибровки, он снабжен закрепленным на верхней плите самоустанавливающимся пуансоном, а в нижней плите выполнена соосно с пуансоном цилиндрическая по - лость для разметцения калибровочных пли2.Штамп по п. I, отличающийс я тем, что он снабжен закрепленным на нижней плите соосно с пуансоном ограничителем и расположенными между ним и верхней торцовой поверхностью нижней плиты регулировочными прокладками, при Э.ТОМ на хвостовике верхней калибровочной плитки выполнена резьба на ней установлена регулировочная гайка с фиксатором ее положения. 3.Штамп по п.п 1и2, отлича ющ и И с я тем, чтч он снабжен установленной на нижней плите под регулировочной гайкой пружиной для возврата верхней калибровочной плитки в исходное положение, а Б нижней плите выполнена боковая выемка для размещения загрузочного механизма. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №ЗОО247, кл.В 21 13/02,0.09.69 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| БИБЛИОТЕКА I_l_II_L_i,llT llh-^^—-J- • •'^-- . .-^^.v.:-!*. | 1971 |
|
SU300247A1 |
| ШТАМП ДЛЯ ПЛОСКОСТНОЙ КАЛИБРОВКИ | 1971 |
|
SU316498A1 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
| Штамп для плоскостной калибровки | 1976 |
|
SU623610A1 |
| Калибровочный штамп | 1986 |
|
SU1398949A1 |
| УСТРОЙСТВО для КАЛИБРОВКИ СВЕРТНЫХ ВТУЛОК | 1967 |
|
SU204306A1 |
| ШТАМП ДЛЯ КАЛИБРОВКИ РАДИУСА И ФЛАНЦА КОРОБЧАТЫХ ДЕТАЛЕЙ | 1993 |
|
RU2074039C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для разделения листового материала | 1983 |
|
SU1183240A1 |