3149
Изобретение относится к обработ- ке металлов давлением и может быть использовано для формовки концов труб перед волочением, а также при изготовлении деталей из трубных заго товок различной конфигурации.
Цель изобретения - улучшение качества изделия и повышение стойкости штампа за счет исключения трения меж ду заготовкой и формующими плитками
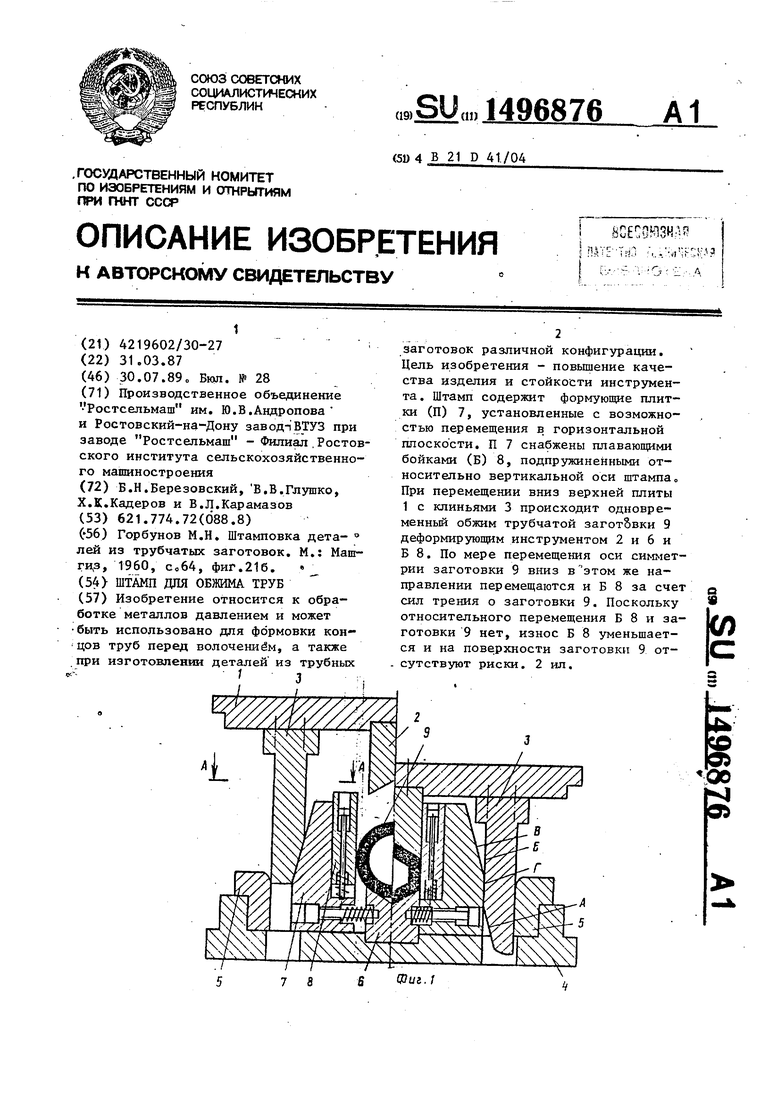
На фиг,1 показан штамп, общий вид (слева - в исходном положении, справа - в конце обжима); на фиг.2 разрез А-А на фиг.1.
Штамп для обжима труб содержит верхнюю плиту 1, к которой жестко прикреплены верхний сменньй деформи- руюшдй инструмент 2 и два клина 3, имеющих рабочую А и фиксирующую Б поверхности. К нижней плите 4 кр ёпят ся противоотжимные плиты 5 и нижний сменный деформирующий инструмент 6, относительно которого подпружинены формующие плитки 7, имеющие рабочие В и фиксирующие Г поверхности. Формующие плитки снабжены подпружин ен- ными плавающими бойками -8, которые могут перемещаться по направляющим относительно вертикальной оси штамт пао Заготовка обозначена позицией 9.
Штамп работает следующим„образом.
При ходе ползуна пресса (не показан) вниз- под действием рабочих поверхностей А клиньев 3, жестко при крепленных к верхней плите 1, и рабочих поверхностей В боковых формующих плиток 7. последние смещают- ся к центру штампа на величину раз- мера детали в горизонтальной плоскости, при этом тр убная заголовка 9, ( сопри.касаясь с плавающими бойками 8, переформовывается из круглой заготовки в заготовку овальной фор-
МЫ, что, в свою очередь, обеспечива- ет равномерное распределение металла относительно вертикальной оси заготовки, при этом условия деформирования приближаются к условиям осадки круглой заготовки между гладкими плитами
При дальнейшем опускании ползуна пресса вниз опирающимися на противоотжимные плиты 5 клиньями 3 посредством их фиксируюшдх поверхностей Б, соприкасающихся с фиксирующими поверхностями Г боковых формующих
5
0
5
0 5 0
5 0 ..с
0
5
плиток г, фиксируется положение боковых формующих плиток. Заготовка 9 охватывается с боков Ш1аваюш 1ми бойками 8 под действием верхнего де-. формирующего инстрз ента 2 и перемещается вниз совместно с плавающими бойками, соприкасаясь с нижним деформирующим инструментом 6, установленном на нижней плите 4, при этом она обжимается сверху и снизу.
Перемещение заготовки 9 совместно с плавающими бойками В способствует устранению пластического трения между ними, а это приводит к выравниванию условий деформирования в зонах верхнего и нижнего деформирующих инструментов и соответственно обеспечивает получение точной конфигурации изделия с равномерной толщиной стенок. При ходе ползуна пресса вверх верхняя плита 1 возвращается в исходное положение, снимая нагрузку с за готовки 9 и боковых формующих плиток 7, которые тоже возвращаются в исходное положение. Деталь извлекается , штамп готов для обжима следующей заготовки.
о
Штамп обладает хорошими технологическими возможностями, при замене сменных верхнего и «ижнего инстру-, ментов можно производить обжим труб любой толшрны и получать различную конфигурацию наружного контура заготовок, например квадратную, многогранную, с равномерной толщиной сте- : нок.
Формула изобретения
Штамп для обжима труб, содержа- два соосно установленных деформирующих инструмента с приводом их относительного перемещения и две формующие плитки, размещенные в плоскости, перпендикулярной плоскости перемещения инструмента, отличающийся тем, что, с целью улучшения качества изделий и повышения стойкости штампа за счет исключения трения между заготовкой и формующими плитками, он снабжен под- пружиненными бойками, а в плитках выполнены пазы в направлении пере- мещения деформируюших инструментов, в которых смонтированы бойки.
A-f(
Фг/г.2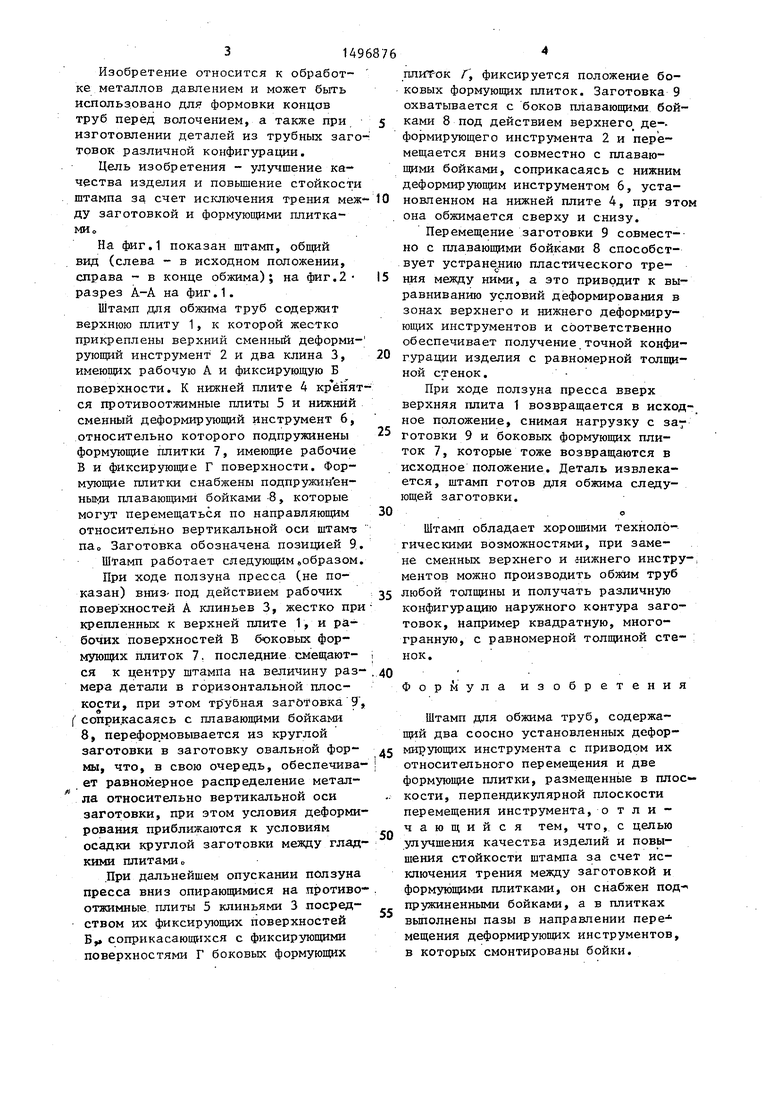
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для соединения трубчатых заготовок обжимом | 1990 |
|
SU1784365A1 |
| Способ обжима полых заготовок и устройство для его осуществления | 1985 |
|
SU1324723A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп для выдавливания изделий с полостями | 1982 |
|
SU1142210A1 |
| СПОСОБ РАЗРЕЗАНИЯ ЗАГОТОВКИ ИЛИ ПРОМЕЖУТОЧНОЙ ПОЛОСЫ ПОСРЕДСТВОМ НОЖНИЦ | 2018 |
|
RU2737370C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКОВОК КРУПНОГАБАРИТНЫХ ПОЛУКОРПУСОВ ШАРОВЫХ КРАНОВ, ИМЕЮЩИХ ГОРЛОВИНУ И СФЕРИЧЕСКУЮ ЧАСТЬ | 2011 |
|
RU2491147C2 |
| Способ изготовления и конструкция стреловидной пули повышенного останавливающего действия | 2018 |
|
RU2689005C1 |
| Способ изготовления сложнопрофильных оболочек с внутренними рифлями | 2023 |
|
RU2814100C1 |
| Способ изготовления оболочек сложного профиля с внутренними рифлями | 2021 |
|
RU2777380C1 |
| ШТАМП С АВТОМАТИЧЕСКОЙ ПОДАЧЕЙ ПОЛОЙ ЗАГОТОВКИ | 1968 |
|
SU210808A1 |

Изобретение относится к обработке металлов давлением и может быть использовано для формовки концов труб перед волочением, а также при изготовлении деталей из трубных заготовок различной конфигурации. Цель изобретения - повышение качества изделия и стойкости инструмента. Штамп содержит формующие плитки (П) 7, установленные с возможностью перемещения в горизонтальной плоскости. П7 снабжены плавающими бойками (Б) 8, подпружиненными относительно вертикальной оси штампа. При перемещении вниз верхней плиты 1 с клиньями 3 происходит одновременный обжим трубчатой заготовки 9 деформирующим инструментом 2 и 6 и Б8. По мере перемещения оси симметрии заготовки 9 вниз в этом же направлении перемещаются и Б8 за счет сил трения о заготовки 9. Поскольку относительного перемещения Б8 и заготовки 9 нет, износ Б8 уменьшается и на поверхности заготовки 9 отсутствуют риски. 2 ил.