Изобрете 1ие относится к способам изготовления резинотехнических изделий.
Известен способ изготовлениябесконечных клиновых ремней из послойно завернутой заготовки круглого сечения с поэтапной вулканизацией отдельных участков на вулканизационных прессах с промежуточной профильной пресс-формой.
По этому способу вулканизуют по два участка ремня одновременно с последующим передвижением для вулканизации других певулкапизованных участков.
Однако по такому способу нельзя получить ремни с многократным обхватом шкива
Для получения ремня с многократным обхватом шкива в предлагаемом способе клиновой профиль вулканизованного участка ремия скручивают вокруг продольной оси на требуемое число полиых оборотов ремня вокруг шкива, затем невулкапизованную часть вулканизуют в скрученном виде, оставляя вулканизованный клиповой профиль в скручепном состоянии.
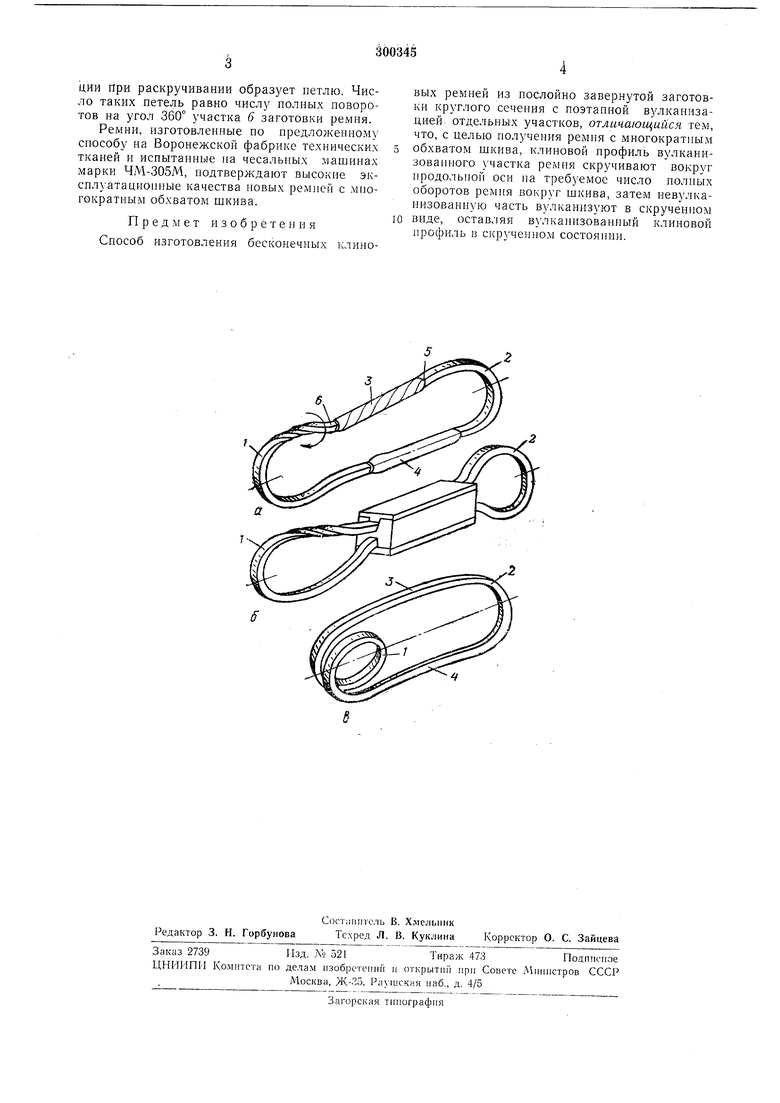
Предложенный способ поясняется чертежом, где а - заготовка в момент скручивания; б - то же, при вулканизации; в - общий вид готового изделия с одной петлей.
ченной способом послойпого завертывания, под прессом в промежуточной профильной пресс-форме вулкаппзуют два участка.
После этого заготовку вынимают из прессформы. Она имеет вулканизованные -частки / и 2 клинового профиля и невулканизоваппые участки 3 и 4 круглого сечения.
Заготовку невулканизованпым участком 4 закладывают в нижнюю клиновую капавку пресс-формы и прижимают крышкой. Верхний певулкапизованпый участок 3 и вулкапизоваппый участок 2 закладывают в верх|пою капавку пресс-формы па коротком участке 5. Затем короткий участок 6, являющийся границей смежных участков клинового профиля и певулкапизоваппого 3, скручивают вокруг продольпой оси ремня на целое число оборотов. Участки / и 5 при этом повертываются вокруг своей продольной оси.
При скручивании иеобходимо следить за равномерностью поворота по длине пепулкаиизованпого участка 3 и предохранять от скручивания заложеипый в пресс-форму участок 5.
Затем участок 3 в скрученном виде номещают в верхнюю клиновую канавку прессформы, прижимают крышкой и вулканизуют под прессом.
цИи При раскручивании образует петлю. Число таких петель равно числу полпых поворотов на угол 360° участка 6 заготовки ремня.
Ремни, изготовленные по предложенному способу на Воронежской фабрике технических тканей и испытанные на чесальных машинах марки ЧМ-305М, подтверждают высокие эксплуатационные качества новых ремней с многократным обхватом шкива.
Предмет изобретения Способ изготовления бесконечных клиновых ремней из послойно завернутой заготовки круглого сечения с поэтапной вулканизацией отдельных участков, отличающийся тем, что, с целью получения ремня с многократным
обхватом шкива, клиновой профиль вулканизованного участка ремия скручивают вокруг продольной оси па требуемое число полных оборотов ремня вокруг шкива, затем невулканизованную часть вулканизуют в скрученном
виде, оставляя вулканизованный клиновой профиль в скрученном состоянии.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вулканизации бесконечных приводных ремней | 1976 |
|
SU611789A1 |
| Способ изготовления бесконечныхклиновых ремней | 1974 |
|
SU508407A1 |
| ПРИВОДНОЙ РЕМЕНЬ | 2008 |
|
RU2429397C1 |
| СПОСОБ ВУЛКАНИЗАЦИИ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2019 |
|
RU2740555C1 |
| Устройство для вулканизации ремней | 1985 |
|
SU1274936A1 |
| СПОСОБ ОБРАТНОГО ВИНТОВОГО ПРЕССОВАНИЯ (ОВП) И ВСЕСТОРОННЕГО ВИНТОВОГО ПРЕССОВАНИЯ (ВВП) | 2013 |
|
RU2638473C2 |
| Способ изготовления армированных ремней | 1986 |
|
SU1366421A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2225792C2 |
| Пресс-форма для вулканизации бесконечных клиновых ремней | 1980 |
|
SU897567A1 |
| РЕМЕНЬ БЕССТУПЕНЧАТО-РЕГУЛИРУЕМОЙ ПЕРЕДАЧИ | 2010 |
|
RU2514525C2 |
