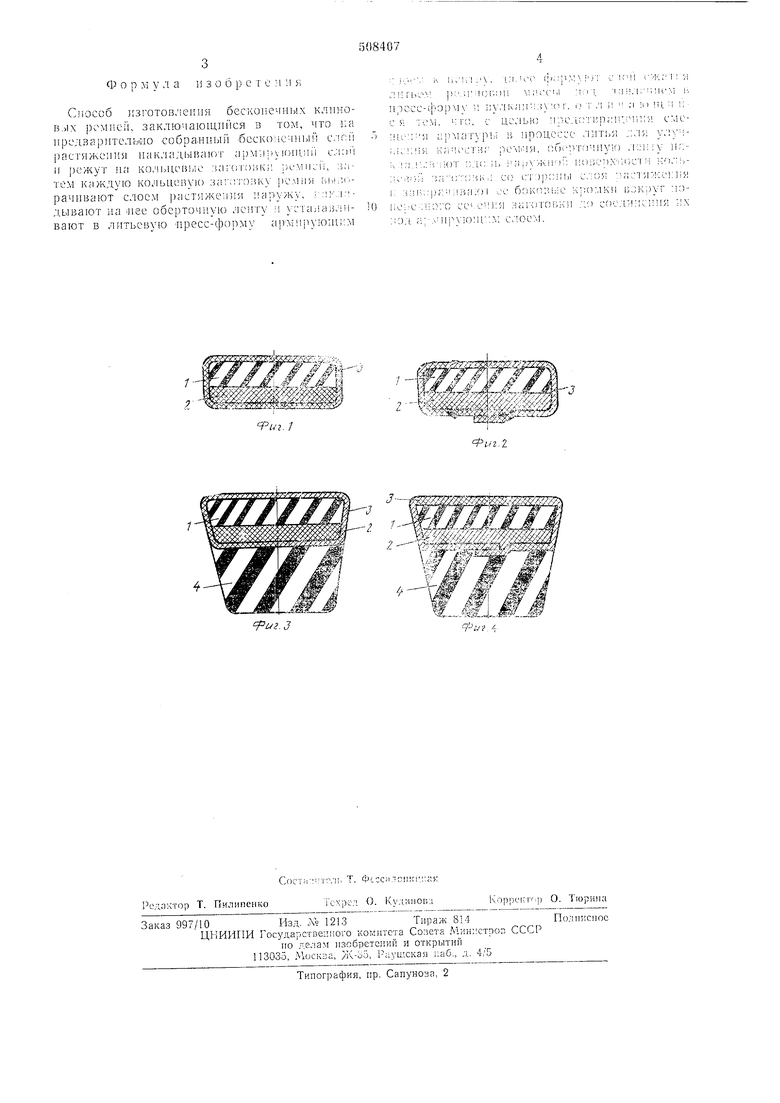
Изобретение относится к изготовлению резиноткаиевых технических изделий, например клиновых ремней, и может быть применено при изготовлении бесконечных клиновых ремней. Известен способ изготовления бесконечных клиновых ремней, заключающийся в том, что на Предварительно собранный бесконечный слой растяжения накладывают армирующий слой и режут на кольцевые заготовки ремней, затем каждую кольцевую заготовку ремня выворачивают слоем растяжения наружу, накладывают на нее оберточную ленту и устанавливают в литьевую пресс-форму армирующим слоем к центру, далее формуют слой сжатия литьем резиновой массы под давлением в пресс-форму и вулканизуют. Однако такой способ не обеспечивает изготовление высокопрочных ремлей, так как при наложении оберточной ленты остаются открытыми несущие элементы со стороны рабочих боковых поверхностей ремня, легко подвергающиеся разрушению, а также в процессе заливки эластомером зоны сжатия возможны нарущения расположения несущего слоя в сечении рем-ня текущим под давлением эластомером. Целью изобретения является устранение указанных недостатков. Это достигается тем, что оберточную лбнту накладывают вдоль наружной поверхности кольцевой заготовки со стороны слоя растяжения и заворачивают ее боковые кромки вокруг поперечного сечения заготовки до соединения их под армирующим слоем. На фиг. 1 и 2 изображена заготовка ремня перед закладыванием ее в пресс-форму, два варианта поперечного сечения; на фиг. 3 и 4 - после их формования и вулканизации, соответствующие два варианта поперечного сечения. Способ осуществляют следующем образом. На предварительно собранный бесконечный слой растяжения 1 накладывают армирующий слой 2 и режут на кольцевые заготовки ремней, затем каждую кольцевую заготовку ремня выворачивают слоем растяжения 1 наружу. На кольцевую заготовку накладывают оберточную ленту 3 вдоль дитружной поверхности со стороны слоя растяжен}1я 1 и заворачивают ее боковые кромки вокруг поперечного сечения заготовки до соединения их нод армируюндим слоем 2 встык (см. фиг. 1) или внахлест (см. фиг. 2). Заготовку устанавливают в литьевую прессформу армирующим слоем 2 к центру, далее формуют слой сжатия 4 литьем резиновой массы под давлением в пресс-форму и вулканизуют.
3
Ф о р м у л а и 3 о б р с 1 о и 11 я
Способ изготовления бес1ШГ ечных клннов 1х |кш11сй, заключающийся в том, что i:a прсдва|э11телино собра.шилй боск{); сч111)1Й слг:Г1 |)астя/ь.оиня па1чладыва1от apMjnx loinnij сл;1|1 II )сжут на колщогилс : а;ч;толки ропкм;, затем каждую кольцевую заготовку рсушя 1 зг;рачивают слоем раетяже;п я наружу, arvдывают jia ijiee оберточную ленту :i ye-TajiaiiJiiiвают в литьевую пресе-форму apM ipyioiiu:M
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бесконечных клиновых ремней | 1975 |
|
SU551187A2 |
| Способ изготовления армированных ремней | 1986 |
|
SU1366421A1 |
| Способ изготовления клиновых ремней | 1980 |
|
SU889469A1 |
| Способ сборки клиновых ремней | 1979 |
|
SU835817A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЛИНОВЫХ РЕМНЕЙ | 1999 |
|
RU2176955C2 |
| Способ изготовления зубчатых клиновых ремней | 1985 |
|
SU1279841A1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| ПРИВОДНОЙ РЕМЕНЬ | 2003 |
|
RU2248480C2 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ БЕСКОНЕЧНЫХ УСИЛЕННЫХ РЕМНЕЙ | 2012 |
|
RU2573021C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1990 |
|
SU1727320A2 |
. 1
иг.З
