х-/«
Изобретение относится к изготов - лению резиновых технических изделий и предназначено для изготовления приводных ремней, в частности бесконечных клиновых резиновых ремней.
Цель изобретения - повышение срока службы ремней.
На фиг.1 изображено устройство
резиновой смеси укладывается в направлении наименьшего сопротивления, что обуславливает наложение волокнистого наполнителя слоями в поперечном относительно продольной оси ремня направлении.
По окончании формования слоя сжатия на участке длиной 1 пресс-форма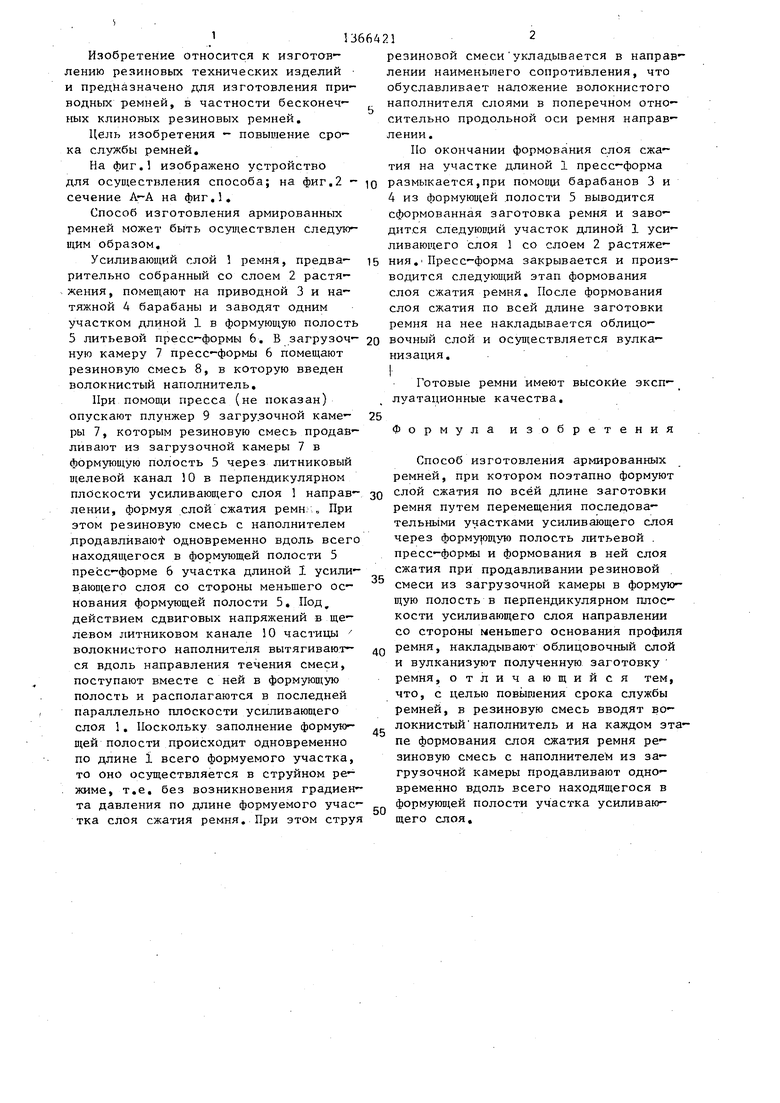
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая пресс-форма | 1989 |
|
SU1643163A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1167027A1 |
| Литьевая пресс-форма для изготовления изделий из резины | 1979 |
|
SU939284A1 |
| УСТРОЙСТВО ПЛАСТИКАЦИИ И ИНЖЕКЦИИ ДЛЯ ЛИТЬЕВОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2015019C1 |
| Способ изготовления кольцевых резинотехнических изделий и устройство для его осуществления | 1987 |
|
SU1500504A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Загрузочная камера | 1985 |
|
SU1291430A1 |
| Установка для соединения резиновых профилей | 1986 |
|
SU1442417A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЕВОГО ПРЕССОВАНИЯ | 2007 |
|
RU2351472C1 |
| Способ питания литьевого пресса и устройство для его осуществления | 1986 |
|
SU1362643A1 |
Изобретение относится к области изготовления резиновых технических . изделий и предназначено для изгтовле- ния приводньк ремней, в частности бес конечных клиновых резиновых ремней. Цель изобретения - повышение срока службы ремней. Для этого в резиновую смесь 8 вводят волокнистьш наполнитель и затем поэтапно формуют слой сжатия ремня по всей длине заготовки ремня. На каждом этапе формования слоя сжатия резиновую смесь 8 с наполнителем из загрузочной камеры 7 литьевой пресс-формы 6 продавливают через щелевой литниковый канал 1U одновременно вдоль всего находящегося в формующей полости 5 пресс-формы участка усиливающего слоя 1. При этом выходящая из литникового канала 10 струя резиновой смеси с ориентированным вдоль нее волокнистым наполнителем укладывается в направлении наименьшего сопротивления. В результате волокнистый наполнитель в слое сжатия укладывается слоями в поперечном относительно продольной оси ремня направлении. 2 ил. 1 (Л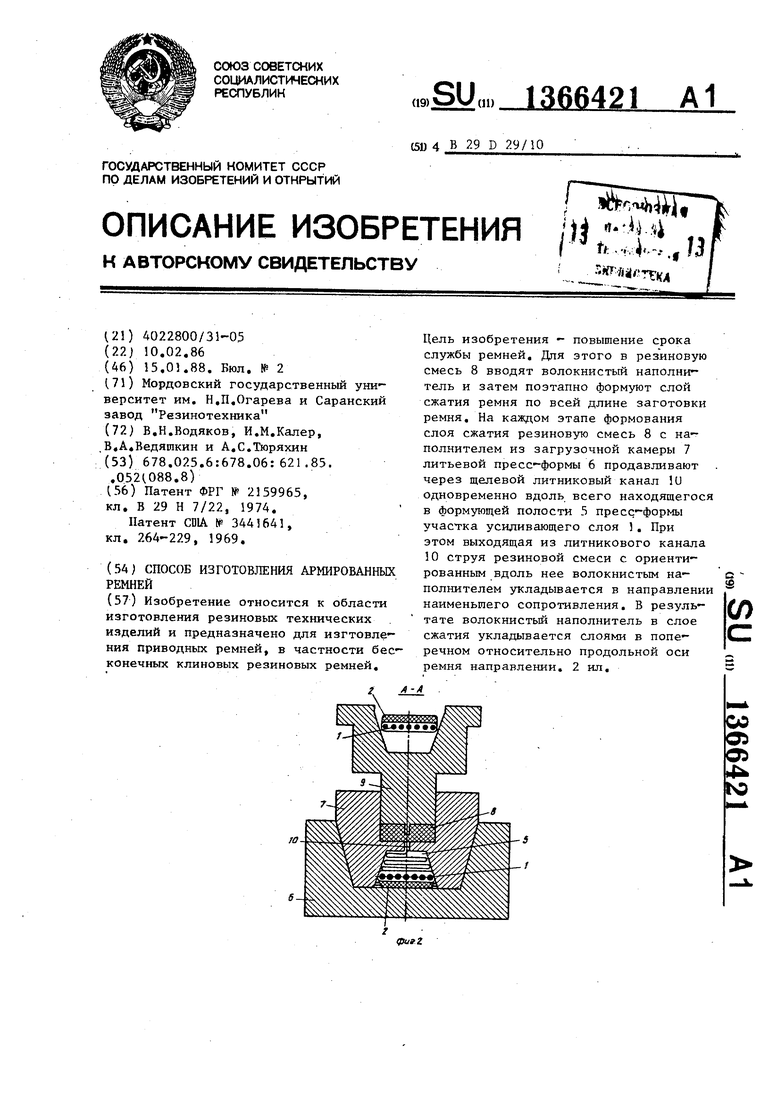
для осуществления способа; на фиг,2 - ю размыкается,при помоищ барабанов 3 и сечение А-А на фиг,1.
Способ изготовления армированных ремней может быть осуи1,ествлен следующим образом.
Усиливающий слой ремня, предварительно собранный со слоем 2 растяжения , помещают на приводной 3 и натяжной 4 барабаны и заводят одним участком длиной 1 в формующую полость
4 из формующей .полости 5 выводится сформованная заготовка ремня и заводится следуюпу1Й участок длиной 1 усиливающего слоя 1 со слоем 2 растяже- 15 ния, Пресс-форма закрывается и производится следующий этап формования слоя сжатия ремня. После формования слоя сжатия по всей длине заготовки ремня на нее накладывается облицо-
5 литьевой пресс-формы 6, В загрузоч- 20 вочный слой и осуществляется вулка- ную камеру 7 пресс-формы 6 помещают резиновую смесь 8, в которую введен волокнистый наполнитель.
При помощи пресса (не показан) опускают плунжер 9 загрузочной камеры 7, которым резиновую смесь продавливают из загрузочной камеры 7 в формующую полость 5 через литниковый щелевой канал 10 в перпендикулярном плоскости усиливающего слоя 1 направ-
25
30
низапия,
1
Готовые ремни имеют высокие эксплуатационные качества. Формула изобретения
Способ изготовления армированных ремней, при котором поэтапно формуют слой сжатия по всей длине заготовки ремня путем перемещения последовательными участками усиливающего слоя через формующую полость литьевой . пресс-формы и формования в ней слоя сжатия при продавливании резиновой смеси из загрузочной камеры в формую щую полость в перпендикулярном плоскости усиливающего слоя направлении со стороны меньшего основания профил ремня, накладывают облицовочный сло и вулканизуют полученную заготовку ремня, отличающийся тем что, с целью повып ения срока службы ремней, в резиновую смесь вводят волокнистый наполнитель и на каждом э пе формования слоя сжатия ремня резиновую смесь с наполнителем из загрузочной камеры продавливают одновременно вдоль всего находящегося в формующей полости участка усиливающего слоя.
лении, формуя слой сжатия ремн. , При этом резиновую смесь с наполнителем лродавливаюф одновременно вдоль всего находящегося в формующей полости 5 пресс-форме 6 участка длиной 1 усиливающего слоя со стороны меньшего основания формующей полости 5, Под действием сдвиговых напряжений в щелевом литниковом канале 10 частицы волокнистого наполнителя вытягиваются вдоль направления течения смеси, поступают вместе с ней в формуюп(ую полость и располагаются в последней параллельно плоскости усиливающего слоя 1, Поскольку заполнение формующей полости происходит одновременно по длине 1 всего формуемого участка, то Оно осуществляется в струйном режиме, т,е, без возникновения градиента давления по длине формуемого участка слоя сжатия ремня. При этом струя
размыкается,при помоищ барабанов 3 и
4 из формующей .полости 5 выводится сформованная заготовка ремня и заводится следуюпу1Й участок длиной 1 усиливающего слоя 1 со слоем 2 растяже- ния, Пресс-форма закрывается и производится следующий этап формования слоя сжатия ремня. После формования слоя сжатия по всей длине заготовки ремня на нее накладывается облицо-
вочный слой и осуществляется вулка-
низапия,
1
Готовые ремни имеют высокие эксп
луатационные качества. Формула изобретения
Способ изготовления армированных ремней, при котором поэтапно формуют слой сжатия по всей длине заготовки ремня путем перемещения последовательными участками усиливающего слоя через формующую полость литьевой . пресс-формы и формования в ней слоя сжатия при продавливании резиновой смеси из загрузочной камеры в формующую полость в перпендикулярном плоскости усиливающего слоя направлении со стороны меньшего основания профиля ремня, накладывают облицовочный слой и вулканизуют полученную заготовку ремня, отличающийся тем, что, с целью повып ения срока службы ремней, в резиновую смесь вводят волокнистый наполнитель и на каждом этапе формования слоя сжатия ремня резиновую смесь с наполнителем из загрузочной камеры продавливают одновременно вдоль всего находящегося в формующей полости участка усиливающего слоя.
НЬ
фие
| СПОСОБ СОЗДАНИЯ МУЗЫКАЛЬНОГО ПРОИЗВЕДЕНИЯ | 2000 |
|
RU2159965C1 |
| Солесос | 1922 |
|
SU29A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
