Известно устройство для образования захватки на конце трубы неред волочением, включающее две пары расположенны.х во взаимно перпендикулярных плоскостях бойков, из которых бойки одной пары образуют круглый калибр, а другие имеют ножеобразную форму, перемещаемых к оси обрабатываемой трубы при помощи подвижного корпуса, связанного с порщневым цилиндром, и нажимных роликов.
Предложенное устройство отличается от известного тем, что для совмещения оси трубы с осью бойков ножеобразной формы при обработке конца трубы этими бойками все бойки установлены на конце поворотных одноплечих рычагов, щарниры которых закреплены на неподвил ной станине, а подвил :ный корпус снаблсен подпружиненными на рычагах роликами, опирающимися на рычаги с бойками, образующими круглый калибр.
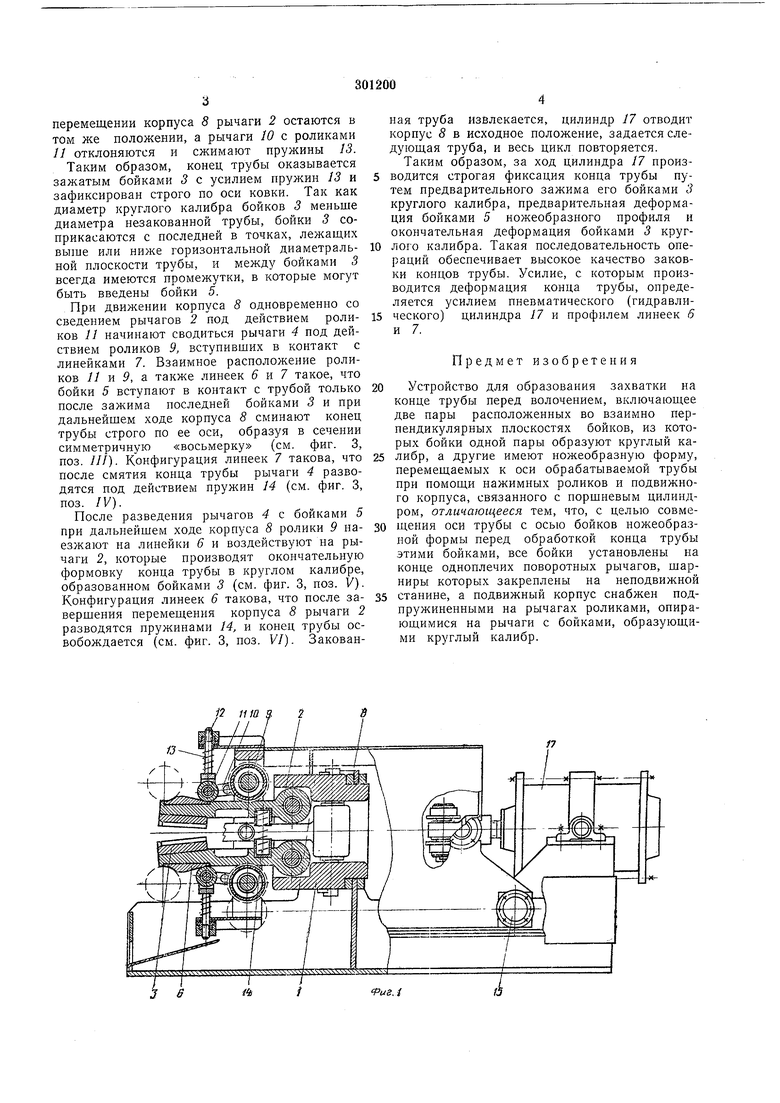
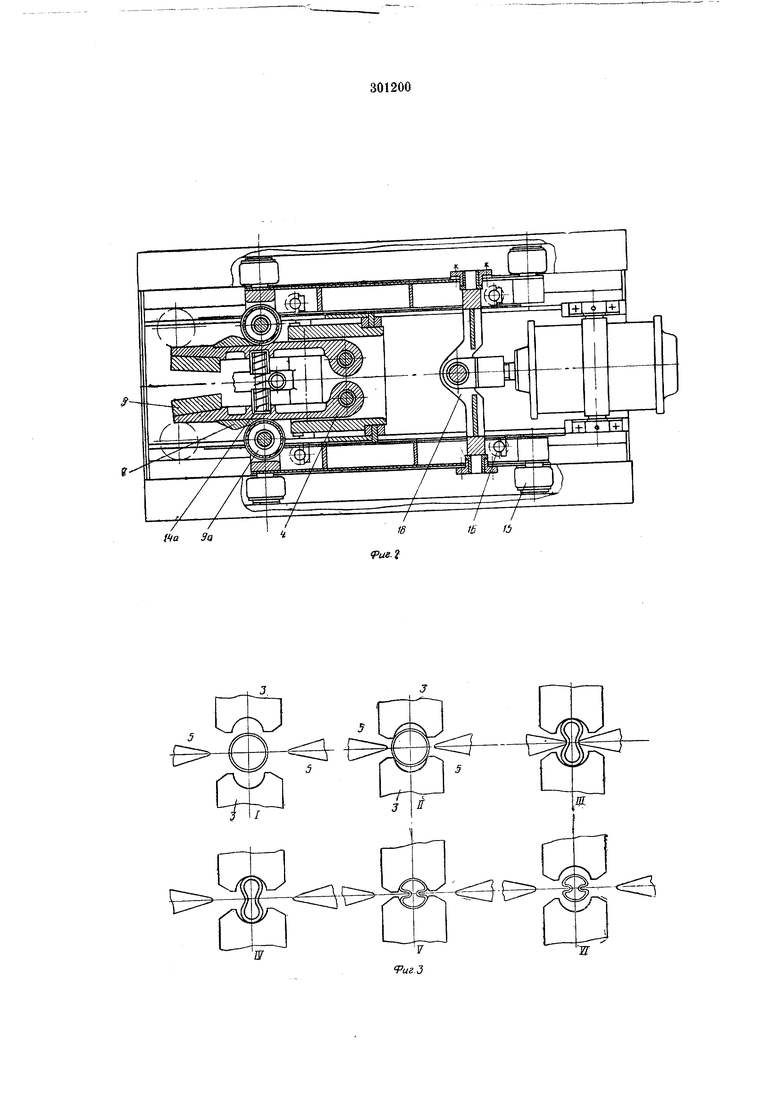
На фиг. 1 показано описываемое устройство; на фиг. 2-то же, вид сверху; на фиг. 3- схема образования захватки на конце трубы перед волочением при помощи предлагаемого устройства.
филированные под определенным углом линейки 6 и 7. Относительно станины / перемещается подвижный корпус 8, в вырезах передней степки которого на подщипниках качеПИЯ установлены ролики 9 и 9а. На той же передней стенке щарнирно закреплены два рычага W с роликами 11. Рычаги 10 через тяги 12 подпружипиваются пружинами 13. Таким образом, рычаги 4 контактируют с роликами 9а, а рычаги 2-с роликами 9 и 11. Между парой рычагов 2 и парой рычагов 4 размещены пружины 14 и 14а, которые стремятся развести рычаги. Угол разведения рычагов ограничивается роликами 9 и 9а. Корпус 8 опирается на станину катками 15, фиксируется от боковых смещений катками 16 и перемещается пневматическим (гидравлическим) цилиндром 17. Связь между корпусом 8 и цилиндром 17 осуществляется при
помощи щарнирной траверсы 18.
Устройство работает следующим образом. В исходной позиции, когда корпус 8 находится в крайнем заднем положении и рычаги 2 и 4 разведены (см. фиг. 1 и 2), в промежуток .между бойками вводится конец трубы (см. фиг. 3, поз. /). При движении корпуса 8 под действием цилиндра 17 подпружиненные ролики // наезжают на линейки 6 и сводят рычаги 2 до замыкания бойков 5 на труперемещении корпуса 8 рычаги 2 остаются в том же положении, а рычаги 10 с роликами 11 отклоняются и сжимают пружины 13.
Таким образом, конец трубы оказывается зажатым бойками 3 с усилием пружин 13 и зафиксирован строго по оси ковки. Так как диаметр круглого калибра бойков 3 меньше диаметра незакованной трубы, бойки 5 соприкасаются с последней в точках, лежащих выше или ниже горизонтальной диаметральной плоскости трубы, и между бойками 3 всегда имеются промежутки, в которые могут быть введены бойки 5.
При движении корпуса 8 одновременно со сведением рычагов 2 под действием роликов 11 начинают сводиться рычаги 4 под действием роликов 9, вступивших в контакт с линейками 7. Взаимное расположение роликов 11 и 9, а также линеек 6 и 7 такое, что бойки 5 вступают в контакт с трубой только после зажима последней бойками 3 и при дальнейшем ходе корпуса 8 сминают конец трубы строго по ее оси, образуя в сечении симметричную «восьмерку (см. фиг. 3, поз. ///). Конфигурация линеек 7 такова, что после смятия конца трубы рычаги 4 разводятся под действием 14 (см. фиг. 3, поз. IV).
После разведения рычагов 4 с бойками 5 при дальнейшем ходе корпуса 8 ролики 9 наезжают на линейки 6 и воздействуют на рычаги 2, которые производят окончательную формовку конца трубы в круглом калибре, образованном бойками 3 (см. фиг. 3, поз. V). Конфигурация линеек 6 такова, что после завершения перемещения корпуса 8 рычаги 2 разводятся пружинами 14, и конец трубы освобождается (см. фиг. 3, поз. V). Закованная труба извлекается, цилиндр 17 отводит корпус 8 в исходное положение, задается следующая труба, и весь цикл повторяется. Таким образом, за ход цилиндра 17 нроизводится строгая фиксация конца трубы путем предварительного зажима его бойками 3 круглого калибра, предварительная деформация бойками 5 ножеобразного профиля и окончательная деформация бойками 3 круглого калибра. Такая последовательность операций обеспечивает высокое качество заковки концов трубы. Усилие, с которым производится деформация конца трубы, определяется усилием пневматического (гидравлического) цилиндра 17 и профилем линеек 6 и 7.
Предмет изобретения
Устройство для образования захватки на конце трубы перед волочением, включающее две пары расположенных во взаимно перпендикулярных плоскостях бойков, из которых бойки одной нары образуют круглый калибр, а другие имеют ножеобразную форму, перемещаемых к оси обрабатываемой трубы при помощи нажимных роликов и подвижного корпуса, связанного с поршневым цилиндром, отличающееся тем, что, с целью совмещения оси трубы с осью бойков ножеобразной формы перед обработкой конца трубы этими бойками, все бойки установлены на конце одноплечих поворотных рычагов, шарниры которых закреплены на неподвижной
станине, а подвижный корпус снабжен подпружиненными на рычагах роликами, опирающимися на рычаги с бойками, образующими круглый калибр.
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор обжимного прокатногоСТАНА | 1979 |
|
SU810320A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 1973 |
|
SU387761A1 |
| Рабочая клеть стана продольной прокатки | 1979 |
|
SU835539A1 |
| Способ подготовки к волочению концов труб | 1991 |
|
SU1810154A1 |
| ВОЛОЧИЛЬНЫЙ СТАН | 1972 |
|
SU435026A1 |
| Устройство для подачи труб в ковочную машину | 1985 |
|
SU1311831A1 |
| Устройство для подготовки заготовки под прошивку | 1981 |
|
SU997866A1 |
| ПОДАЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2080953C1 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ПОЛОС | 2002 |
|
RU2246385C2 |
| УСТРОЙСТВО для ПЕРЕМЕЩЕНИЯ КРУГЛОГО ПРОКАТА | 1968 |
|
SU212961A1 |
/ та . 2 За IS о
