ности и снизить поперечную разностенность нрокатанной трубы.
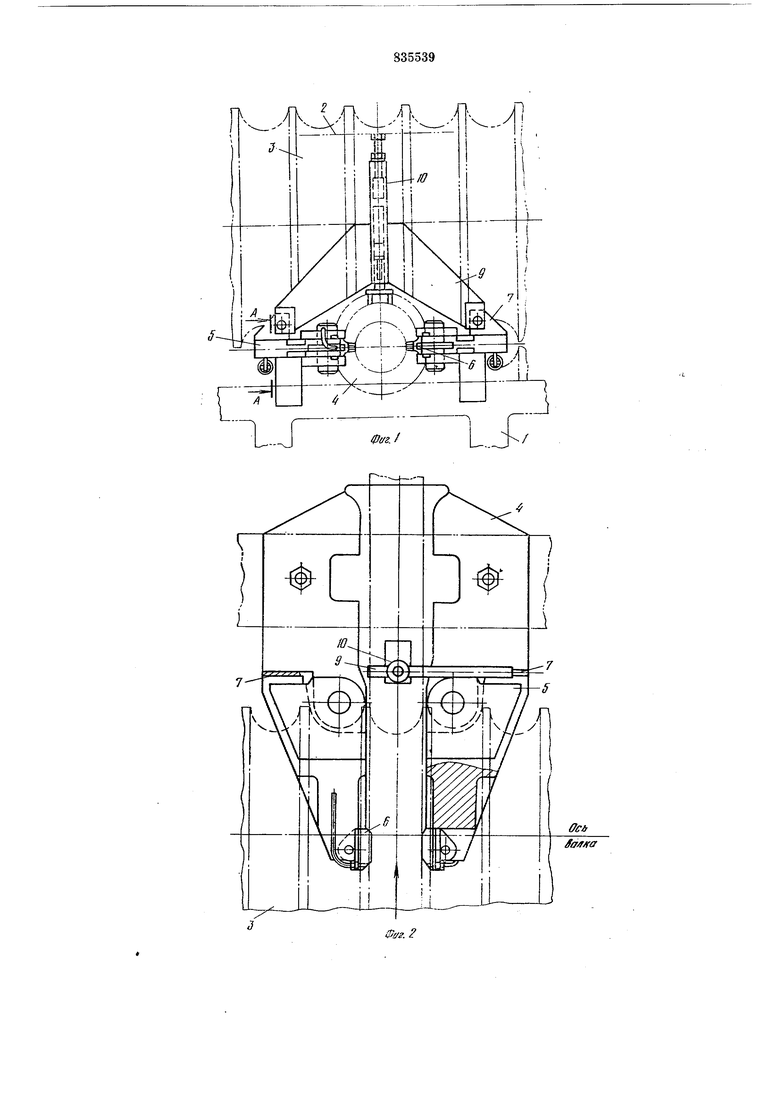
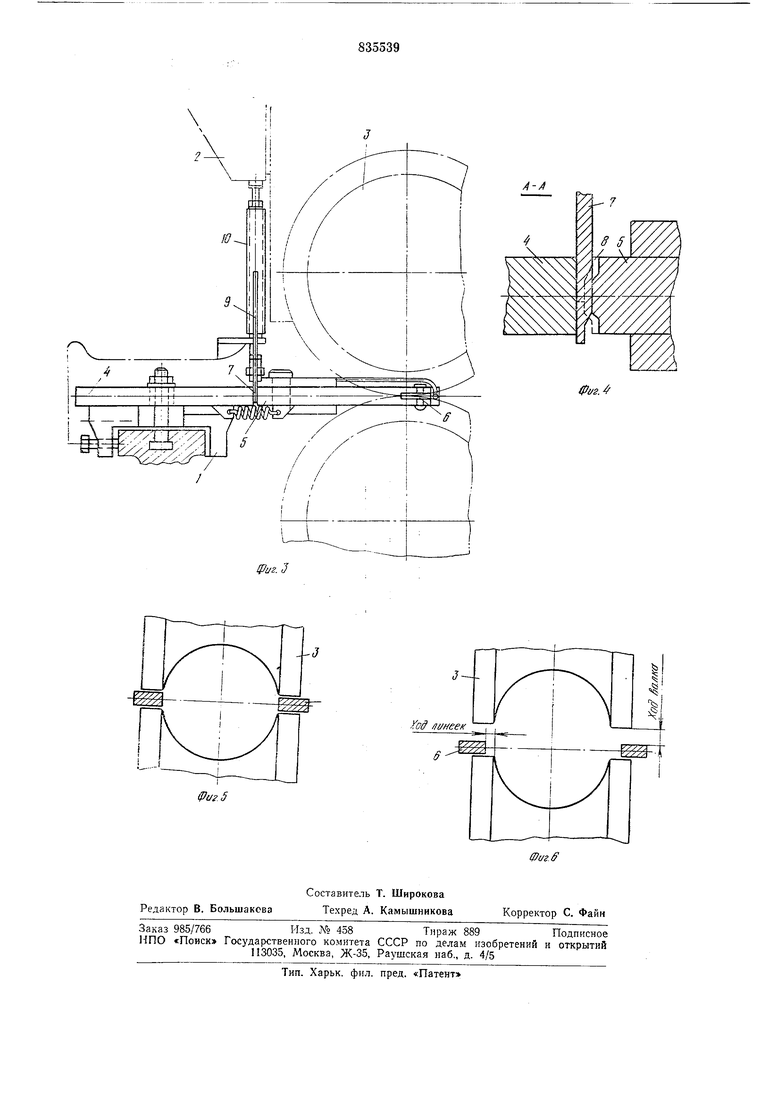
На фиг. 1 показаи вид на клеть вдоль оси прокатки; на фиг. 2 - вид клети сверху; на фиг. 3 - вид клети сбоку; на фиг. 4 - разрез А-А фиг. 1; на фиг. 5 - схема замыкания калибра; на фиг. 6 - схема размыкания калибра.
Рабочая клеть стана продольной прокатки включает станину 1, установленные в ней подушки 2 с ручьевыми валками 3, закрепленную на станине выводную проводку 4 и механизм установки направляющего инструмента, выполненный в виде двух одноплечих рычагов 5, шарнирно закрепленных на выводной проводке с возможностью поворота в плоскости разъема валков и несущих на свободных концах направляющие линейки 6, закрывающие межвалковые зазоры, вертикально расположенных клиньев 7, под которые в рычагах выполнены сквозные пазы 8 и несущей их траверзы 9, установленной с возможностью перемещения от механизма перемещения верхнего валка {на чертеже не показан) вдоль вертикальной направляющей 10, которой снабжена выводная проводка.
Работа устройства осуществляется следующим образом.
Перед прокаткой труб опускают подущку 2 с приводными валками 5 и воздействуют через регулируемую тягу на траверзу 9, которая с клиньями 7 опускается в нижнее положение. Клинья 7 входят в пазы 5 рычагов 5 и перемещают одноплечие рычаги с линейками 6 в рабочее положение, замыкая калибр. Линейки замыкают калибр, исключая зоны внеконтактной деформации трубы по всей длине очага. В процессе прокатки в замкнутом калибре на линейки подается смазочно-охлаждающая жидкость через трубопроводы. После первого прохода трубы подущку 2 с верхним валком 3 поднимают в исходное (верхнее) положение и одновременно под действием пружины поднимается траверза 9 с клиньями 7. При перемещения клиньев 7 в верхнее положение они освобождают рычаги 5, которые поворачиваются относительно проводки 4 под действием пружин в исходное положение, размыкая калибр. Для облегчения ввода клиньев 7 в пазы 8 между одноплечими рычагами и выводной проводкой они имеют ступенчато-клиновую форму.
Регулировка хода линеек 6 осуществляется за счет изменения толщины рабоче части клиньев 7 и регулировочной тягя траверзы 9.
Преимуществом данного устройства является возможность замыкания калибра линейками при рабочем ходе трубы и размыкания калибра при обратном (холостом) ходе трубы без дополнительного привода за
счет перемещения верхнего валка рабочей клети стана. Этим достигается простота управления и надежность работы устройства в условиях горячей прокатки труб.
Проведенные исследования показали,
что прокатка трубы в калибре, например, овальном, замкнутом линейками позволяет устранить образование буртов на трубе в первом проходе, увеличить обжатие и сни зить поперечную разностенность прокатанкой трубы.
Формула изобретения
Рабочая клеть стана продольной прокатки, включающая станину, установленные в ней подушками два ручьевых приводных валка, механизм перемещения верхнего валка в вертикальной плоскости, и закрепленную на станине выводную проводку, отличающаяся тем, что, с целью повышения надежности прокатки труб в замкнутом калибре и тем самым снижения поперечной разностенности труб, она снабжена механизмом установки направляющего инструмента в виде двух одноплечих рычагов, шарнирно закрепленных на выводной проводке с возможностью поворота в плоскости разъема валков и несущих на свободных концах направляющие
линейки, закрывающие межвалковые зазоры, вертикально расположенных клиньев, под которые в рычагах выполнены сквозные пазы, и несущей их траверзы, установленной с возможностью перемещеВИЯ от механизма перемещения верхнего валка вдоль вертикальной направляющей, которой снабжена выводная проводка.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР :-|9 530705, кл. В 21 В 19/02, 1975.
2.Соловейчик П. М. «Трубопрокатные агрегаты с автомат-станом, «Металлургия, 1967, с. 96-107.
Л-0-4-- --ft
-- I i----iimИi
л
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 2005 |
|
RU2308328C2 |
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1470377A1 |
| ТРЕХВАЛКОВАЯ КЛЕТЬ СТАНА ПРОДОЛЬНОЙ ПРОКАТКИ | 2007 |
|
RU2343024C2 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Двухвалковая клеть стана винтовой прокатки | 2017 |
|
RU2707206C2 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 1971 |
|
SU305924A1 |
| Устройство для установки валков в клети стана холодной прокатки труб | 1977 |
|
SU722621A1 |