Изобретение относится к области производства инструментов в машиностроении.
Известен счетный прибор, включающий корпус, установленную в корпусе подвижно головку с направляющими, в которых смонтированы штанги нониусными рамками.
Цель изобретения - определение профиля шлифовального круга при профильном затыловании фасонных фрез и профиля копира для затылования фасонных фрез дисковыми щлифовальньтми кругами методом точечного контакта.
Для этого в направляющих головки вмонтированы три штанги, две из которых закреплены подвижно на оси, имитирующей ось шлифовального круга и предназначенной для воспроизведения траектории по спирали Архимеда, а третья штанга, имитирующая радиус фрезы в рассчитываемом сечении, соединена подвижно с нониусной рамкой, указывающей размер шлифовального круга, с помощью оси, имитирующей точку контакта шлифовального круга с обрабатываемой поверхностью зуба фрезы в процессе затылования, причем на штангах нанесены деления для установки и отсчета размера шлифовального круга, радиуса фрезы и расстояния между осью шлифовального круга, а в головку вмонтирована зубчатая передача, кинематически связывающая зубчатое колесо, неподвижно закрепленное на
корпусе концентрично оси вращения головки, с зубчатой рейкой, выполненной иа третьей штанге, что позволяет при повороте головки относительно корпуса на требуемый угол перемещать по спирали Архимеда ось, имитирующую ось шлифовального круга.
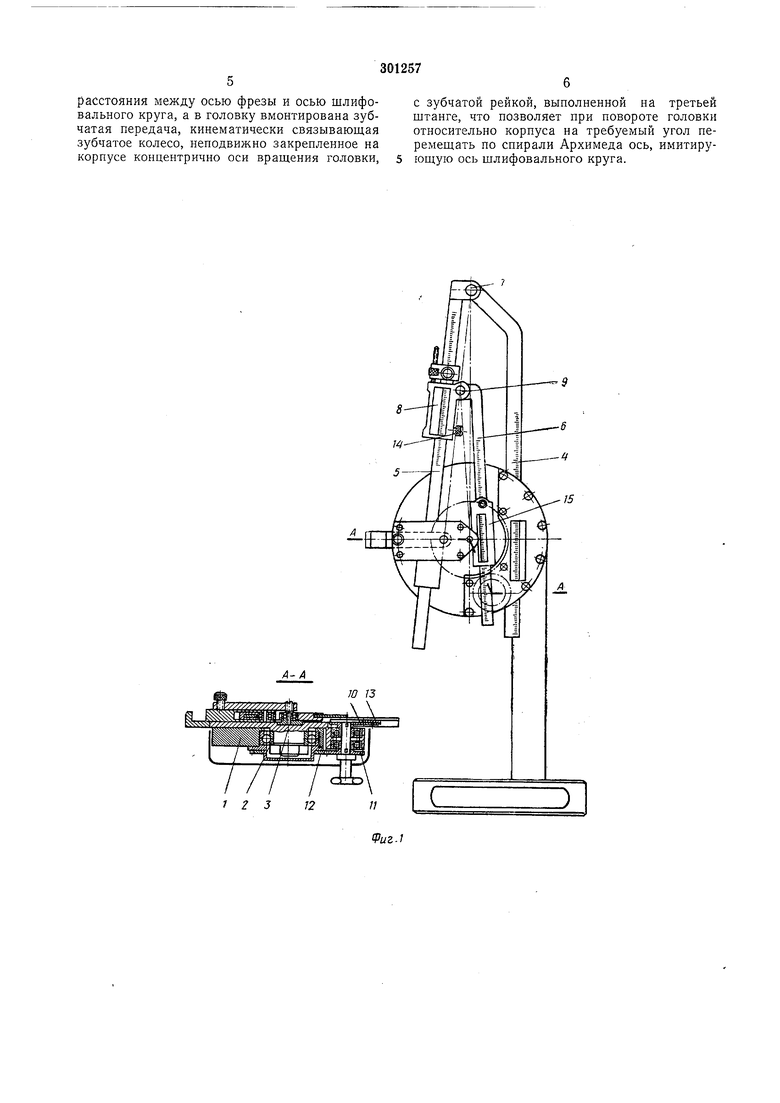
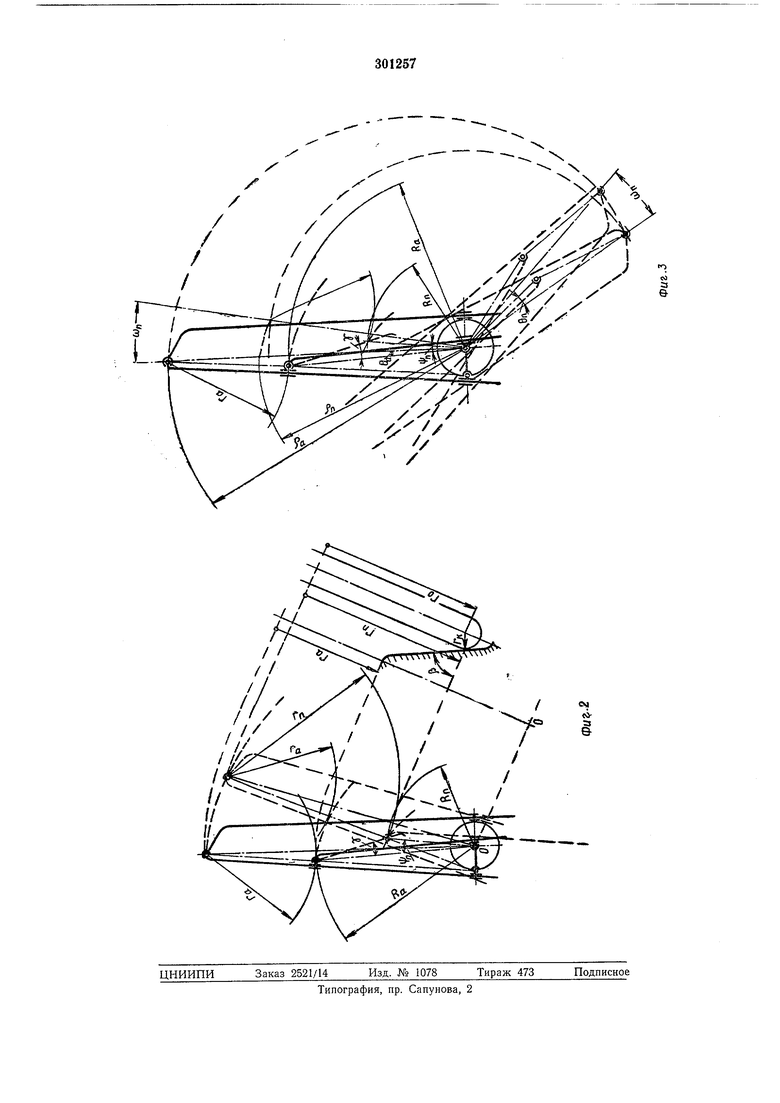
На фиг. 1 изображен предложенный прибор; на фиг. 2 - схема определения радиуса профиля шлифовального круга; на фиг. 3 -
схема определения траектории профилированного движения.
Прибор содержит корпус /, установленную в корпусе на подшипниках 2 головку 3, три смонтированные в направляющих головки
штанги 4-6, две из которых 4 к 5 закреплены подвижно на оси 7, имитирующей ось шлифовального круга и предназначенной для воспроизведения траектории по спирали Архимеда, а штанга 6, имитирующая радиус фрезы в
рассчитываемом сечении, соединена подвижно с нониусной рамкой 8, указывающей размер шлифовального круга, при помощи оси 9, которая имитирует точку контакта шлифовального круга с обрабатываемой поверхностью зуба фрезы. На штангах 4-6 нанесены соответственно деления для установки и отсчета размера шлифовального круга, радиуса фрезы и расстояния между осью фрезы и осью шлифовального круга. В головку вмонтирована зубвающая зубчатое колесо 12, неподвижно закрепленное концентрично оси вращения головки на корпусе прибора, с зубчатой рейкой 13, выполненной на штанге 4. Это позволяет при повороте головки относительно корпуса на требуемый угол перемещать по спирали Архимеда ось 7.
Ниже даны примеры пользования прибором.
Пример 1. Определение координат узловых точек профиля шлифовального круга.
На штанге 5 перемещением нониусной рамки установлены минимальный радиус Га шлифовального круга, после чего нониусная рамка закрепляется на штанге винтом 14. Вращением головки прибора на штанге устанавливается максимальный радиус Ra фрезы. Положение головки и штанги 6 фиксируется по шкалам соответственно на корпусе и головке прибора. Данное положение прибора считается исходным.
Для определения радиуса Гц шлифовального круга в расчетном диаметральном сечении или координат узловой точки профиля шлифовального круга вращением зубчатой передачи головки, и следовательно, самой головки, на штанге 6 устанавливают размер, равный радиусу фрезы в рассматриваемом сечении. По шкале на головке фиксируется новое положение штанги 6 относительно головки прибора. После этого штангу 6 закрепляют.
Раскрепив нониусную рамку 8 на штанге 5 вращением головки 3 прибора в обратном направлении, устанавливают штангу 6 от ее исходного положения относительно головки 3 на угол ijjn, равный
1|п ЗГС81п - Sin 7-f
где 7 - передний угол фрезы в градусах.
На штанге 5 устанавливается при этом размер, соответствующий радиусу шлифовального круга в рассматриваемом сечении.
Пример 2. Определение координат узловых точек профиля копира.
Высота профиля копира в рассматриваемом сечении определяется разностью расстояний, соответствующих начальному положению оси щлифовального круга в момент обработки затылочных кривых по вершине зуба и в рассматриваемом диаметральном сечении от оси фрезы.
На штангах 5 и 5 в той же последовательности, как и в примере 1 устанавливают соответственно радиус Га круга и радиус Ra фрезы для сечения, проходящего через верхнюю точку зуба фрезы. Положение головки относительно корпуса прибора и штанги 6 относительно головки 3 фиксируют по соответствующим шкалам на корпусе и головке прибора. Нониусные рамки 8 тл 15 закрепляют винтами. По шкале на штанге 4 читается размер, соответствующий расстоянию ра между осью шлифовального круга и осью фрезы данного исходного положения. Для определения расстояния между осью круга и осью фрезы, соответствующего Начальному положению оси шлифовального круга перед обработкой затылочной кривой, проходящей через точку на режующей кромке зуба фрезы на радиусе п, на
штанге 6 вращением головки устанавливают размер, равный п, предварительно раскрепив штангу. После установки размера штангу закрепляют. Положение головки фиксируют по шкале на корпусе прибора. Раскрепив штангу
5 с ее нониусной рамкой 8, устанавливают размер, равный радиусу Гп шлифовального круга, которым обрабатывается затылочная кривая в рассматриваемом диаметральном сечении фрезы. Радиус Гц определяется по уравнению
+ Гк-С05,
где Го - радиус окружности центров правки
круга; Гк - радиус правки круга;
Р - угол подъема кривой профиля в рассматриваемом сечении. После установки размера на штанге 5 нониусную рамку 8 закрепляют. По шкале на головке прибора фиксируют новое положение штанги 6 относительно головки. Затем вращением головки в обратном направлении штангу 6 повертывают на угол соп, равный
й)п вп .
На штанге 4, имитирующей расстояние между осями круга и фрезы, читается размер рп, соответствующий расстоянию между осью круга и осью фрезы при новом положении оси
круга, в которое необходимо переместить последнюю для обработки затылочной кривой зуба, проходящей через расчетную точку. Разность между ра и РП равна высоте профиля копира в рассматриваемом диаметральном сечении.
Предмет изобретения
Счетный прибор, включающий корпус, установленную в корпусе подвижно головку с направляющими, в которых смонтированы штанги с нониусными рамками, отличающийся тем, что, с целью определения профиля шлифовального круга при профильном затыловании фасонных фрез и профиля копира для затыловаПИЯ фасонных фрез дисковыми шлифовальными кругами методом точечного контакта, в направляющих головки смонтированы три щтанги, две из которых закреплены подвижно на оси, имитирующей ось шлифовального круга
и предназначенной для воспроизведения траектории по спирали Архимеда, а третья штанга, имитируюшая радиус фрезы в рассчитываемом сечении, соединена подвижно с нониусной рамкой, указываюшей размер шлифовального круга, при помоши оси, имитирующей точку контакта шлифовального круга с обрабатываемой поверхностью зуба фрезы в процессе затылования, причем на штангах нанесены деления для установки и отсчета разрасстояния между осью фрезы и осью шлифовального круга, а в головку вмонтирована зубчатая передача, кинематически связывающая зубчатое колесо, неподвижно закрепленное на корпусе концентрично оси вращения головки.
с зубчатой рейкой, выполненной на третьей штанге, что позволяет при повороте головки относительно корпуса на требуемый угол перемещать по спирали Архимеда ось, имитирующую ось шлифовального круга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА | 2013 |
|
RU2538519C2 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ ШЛИФОВАЛЬНОГО КРУГА АЛМАЗНЫМ СТЕРЖНЕВЫМ ПРАВЯЩИМ ИНСТРУМЕНТОМ | 2013 |
|
RU2538531C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЗАДНЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ РЕЗЬБОВЫХ ФРЕЗ | 2020 |
|
RU2732871C1 |
| ФРЕЗА ДИСКОВАЯ | 2006 |
|
RU2336149C1 |
| Способ затылования фасонных фрез с передними углами | 1947 |
|
SU83383A1 |
| РАДИАЛЬНО-ЗАТЫЛОВАННАЯ ФРЕЗА | 1990 |
|
RU2088387C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1999 |
|
RU2152856C1 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ затылования червячной фрезы | 1984 |
|
SU1196232A2 |