Изобретение относится к области нанесения горячих покрытий.
Известна установка для цинкования внутренней поверхности трубы путем подачи в ее полость расплавленного цинка сжатым воздухом, содержащая замкнутый сифонный сосуд с расплавленным цинком и приспособление, предохраняющее от перелива цинка через верхнюю часть обрабатываемой трубы.
Предлагаемая установка отличается от известной тем, что она снабжена расположенной над сифонным сосудом нагревательной камерой с перемещающимся подом, имеющим втулочные проставки для установки обрабатываемых труб, и приспособлением для подачи нейтрального газа в обрабатываемую трубу. Такое выполнение обеспечивает совмещение операций нагрева трубы перед цинкованием, цинкование и термообработку оцинкованной трубы на одном стенде, что приводит к повышению производительности труда и улучшению качества покрытия.
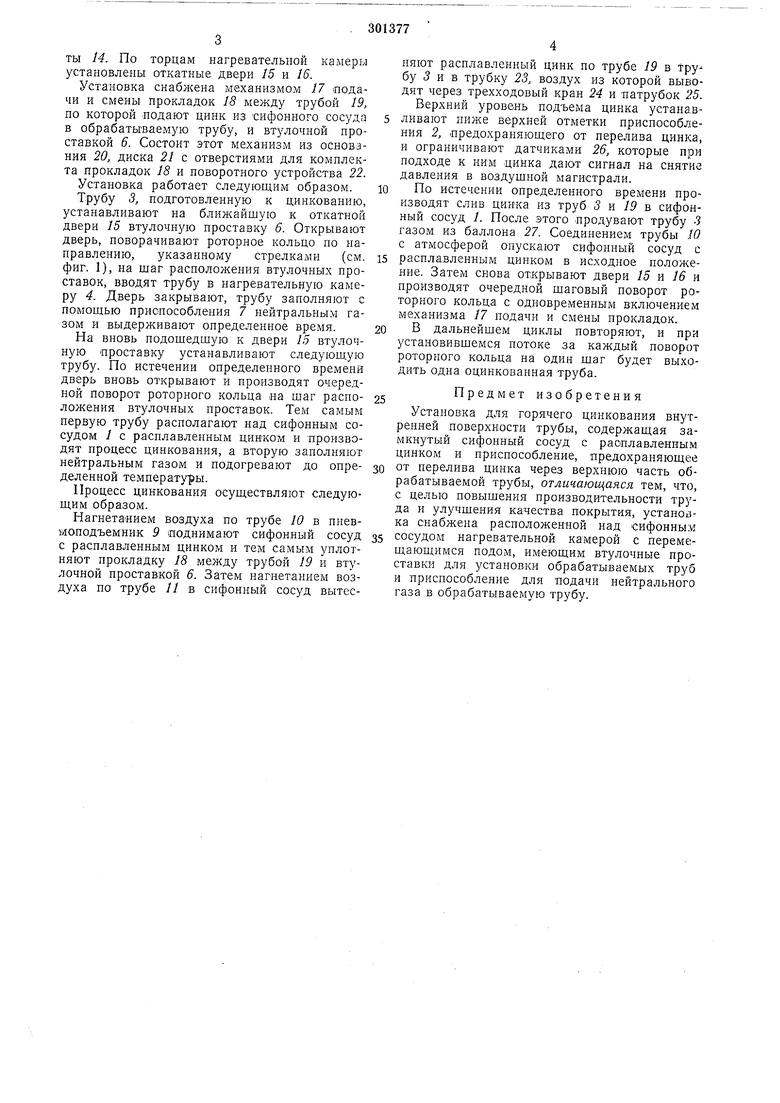
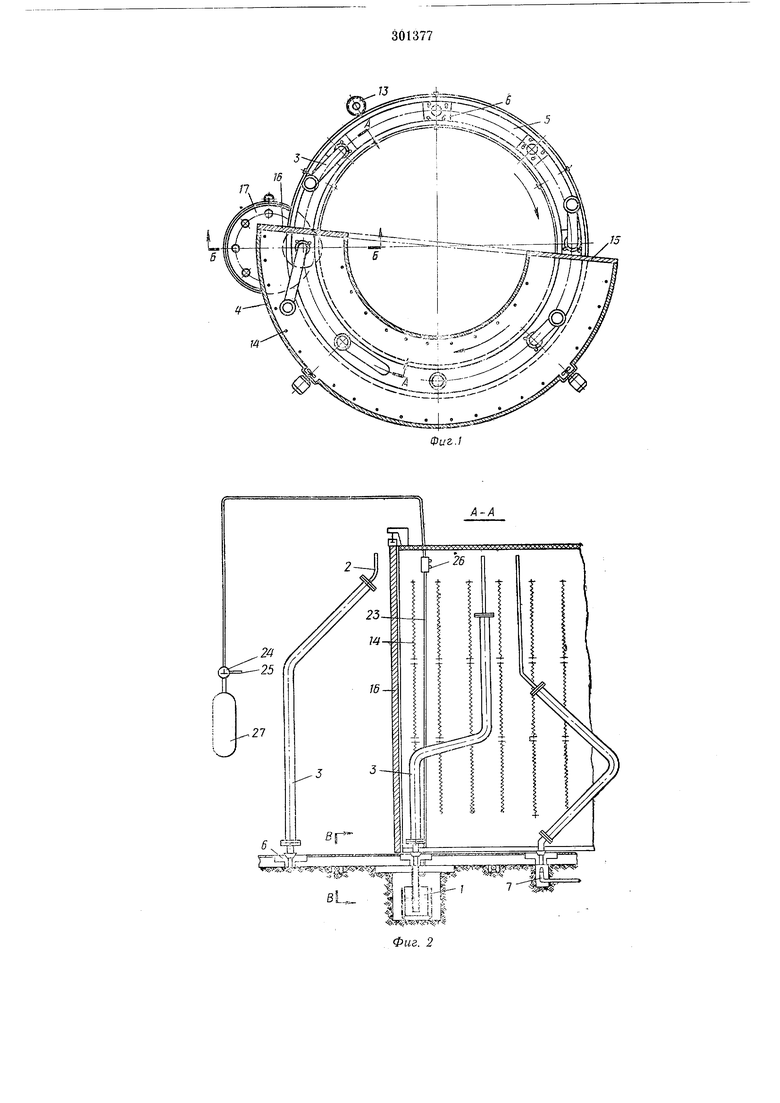
На фиг. 1 показана предложенная установка в разрезе по натревательной камере; на фиг. 2 - продольный разрез по нагревательной -камере и роторному кольцу; на фиг. 3 - то же, поперечный разрез по нагревательной камере и сосуду с расплавленным цинком; на фиг, 4 - разрез по опорному ролику; на
фиг. 5 - расположение механизма подачи и смены прокладок.
Установка включает в себя замкнутый сифонный сосуд / с расплавленным цинком, приспособление 2, предохраняющее от перелива цинка через верхнюю часть обрабатываемой трубы 3, расположенную над сифонным сосудом нагревательную камеру 4 с перемещающимся подом 5, имеющим втулочные
проставки 6 для установки обрабатываемых труб, и приспособление 7 для подачи нейтрального газа в обрабатываемую трубу.
Замкнутый сифонный сосуд 1 снабжен нагревательными элементами 8, пневмоподъемНИКОМ 9 и воздухоподводящими трубами 10 и 11 к пневмоподъемнику и к сосуду с расплавленным цинком.
Приспособление 2, предохраняющее от перелива цинка через верхнюю часть обрабатываемой трубы, выполнено в виде флянца с трубкой малого диаметра.
Нагревательная камера 4 представляет собой полукольцо со сплошными стенками, имеющее верхнее и нижнее перекрытие. Под
5 нагревательной камеры выполнен в виде роторного кольца, по нарул ному диаметру которого расположен зубчатый венец 12, контактирующий с шестерней 13 привода поворота роторного кольца. Для нагрева труб
ты 14. По торцам нагревательной камеры установлены откатные двери 15 и 16.
Установка снаблсена механнзмом 17 оодачи и смены нрокладок 18 между трубой 19, по которой подают цинк из сифонного сосуда в обрабатываемую трубу, и втулочной проставкой 6. Состоит этот механизм из основания 20, диска 21 с отверстиями для комплекта прокладок 18 и поворотного устройства 22.
Установка работает следующим образом.
Трубу 3, подготовленную к цинкованию, устанавливают на ближайшую к откатной двери 15 втулочную проставку 6. Открывают дверь, поворачивают роторное кольцо по направлению, указанному стрелками (см. фиг. 1), на шаг расположения втулочных проставок, вводят трубу в нагревательную камеру 4. Дверь закрывают, трубу заполняют с помощью приспособления 7 нейтральным газом и выдерживают определенное время.
На вновь подошедшую к двери 15 втулочную проставку устанавливают следуюш,ую трубу. По истечении определенного времени дверь вновь открывают и нроизводят очередной поворот роторного кольца на шаг расположения втулочных проставок. Тем самым первую трубу располагают над сифонным сосудом / с расплавленным цинком и производят процесс цинкования, а вторую заполняют нейтральным газом и подогревают до определенной температуры.
Процесс цинкования осуществляют следующим образом.
Нагнетанием воздуха по трубе 10 в пневулоподъемник 9 поднимают сифонный сосуд с расплавленным цинком и тем самым уплотняют прокладку 18 между трубой 19 и втулочной проставкой 6. Затем нагнетанием воздуха по трубе // в сифонный сосуд вытесняют расплавленный цинк по трубе 19 в tpyбу 5 и в трубку 23, воздух из которой выводят через трехходовый кран 24 и патрубок 25. Верхний уровень подъема цинка устанавливают ниже верхней отметки приспособления 2, предохраняющего от перелива цинка, и ограничивают датчиками 26, которые при подходе к ним циНка дают сигнал на снятие давления в воздушной магистрали.
По истечении определенного времени нроизводят слив цинка из труб 5 и /9 в сифонный сосуд 1. После этого продувают трубу газом из баллона 27. Соединением трубы 10 с атмосферой опускают сифонный сосуд с
расплавленным цинком в исходное положение. Затем снова открывают двери 15 п 16 производят очередной шаговый поворот роторного кольца с одновременным включением механизма 17 подачи и смены нрокладок.
В дальнейшем циклы повторяют, и при установившемся потоке за каждый поворот роторного кольца на один шаг будет выходить одна оцинкованная труба.
Предмет изобретения
Установка для горячего цинкования внутренней поверхности трубы, содержащая замкнутый сифонный сосуд с расплавленным цинком н приспособление, предохраняющее
от перелива цинка через верхнюю часть обрабатываемой трубы, отличающаяся тем, что, с целью повышения производительности труда и улучшения качества покрытия, установка снабжена расположенной над сифонным
сосудом нагревательной камерой с перемещающимся подом, имеющим втулочные проставки для установки обрабатываемых труб и приспособление для подачи нейтрального газа в обрабатываемую трубу.
/7.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВСЕСОЮЗНАЯ nATESTiia-lLMIf-rHA^iБИБЛ'Йд-ЕКАС. Ч. Белинский''-rV-V^''hS . | 1971 |
|
SU309978A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1992 |
|
RU2032762C1 |
| ДЕАЭРАТОР | 2008 |
|
RU2388699C1 |
| Печь для плавки отходов цветных металлов | 1933 |
|
SU39350A1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СТВОЛА СКВАЖИНЫ НА ИЗОЛИРОВАННЫЕ ДРУГ ОТ ДРУГА УЧАСТКИ | 2018 |
|
RU2704404C1 |
| Поточная линия нанесения горячего покрытия на трубы | 1990 |
|
SU1724724A1 |
| Газоперекачивающий агрегат (ГПА), газотурбинная установка (ГТУ), входное устройство ГТУ ГПА (варианты), опорный комплекс входного устройства ГТУ ГПА | 2018 |
|
RU2678793C1 |
| ДЕАЭРАТОР | 2008 |
|
RU2388698C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ТОЧНЫХ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ | 2004 |
|
RU2258750C1 |
АА
i-bi- l
VKfJffsi
Фиг. 2
