Предлагаемый прибор назначается для изготовления тонкостенных радиаторных трубок со швом путем волочения из заготовок желобчатой формы, выгнутых заранее из полосовой меди.
На чертеже фиг. 1 изображает передний вид прибора со стороны вкладывания в него заготовки; фиг. 2 - вид сверху с частичным разрезом; фиг. 3 - вертикальный продольный разрез прибора; фиг. 4-25 - разные детали его; фиг. 26, 27, 28 и 29 представляют последовательно стадии образования прибором шва трубы.
Прибор (фиг. 1, 2 и 3) представляет собою параллелепипед, составленный из основного корпуса А (фиг. 4, 5, 6), прикрепляемого через отверстия 4 шурупами к полу или верстаку, съемной, надеваемой спереди корпуса А части В (фиг. 7, 8) и из накладок F (фиг. 9), привернутых к задней стороне корпуса. Эти накладки прикрепляют к корпусу расположенные сзади параллелепипеда барабан G (фиг. 10 и 11) и кольцо Н (фиг. 12). В косой прорез 7 (фиг. 4, 5) нижней половины корпуса А вставляется на штифтах 14 вкладыш С (фиг. 13, 14) с желобком 13 полуконической, переходящей в цилиндрическую, формы; сверх этого нижнего вкладыша кладутся два боковых вкладыша L и K (фиг. 1, 2, 15 и 16) с соответственно скошенными гранями; в верхней же половине корпуса А в направляющие пазы 2-3 (фиг. 4) его предварительно вводится фигурный вкладыш D (фиг. 22 и 23). На шпильки 5 корпуса надевается часть В (фиг. 3, 7, 8) с установочными винтами 6 и с коническим, отвечающим полуконической части желобка 13 вкладыша С, выступом 7, снабженным отверстием 8 для сердечника Е (фиг. 2, 3, 24) жестко скрепляемого гайкой S c частью В. Сзади корпуса А на сердечнике Е последовательно надеты расположенные в барабане G (фиг. 3): непосредственно за вкладышем С кольцо М (фиг. 17) с канавкой 17, для удержания его на месте при помощи стержня 16 (фиг. 13) вкладыша О и с прорезом 18, затем кольцо N (фиг. 18, 19) с вырезанной секторной частью 15 и калибровочное кольцо О. После этого надевается задняя часть прибора - кольцо H (фиг. 12), смыкаемое с барабаном G (фиг. 10, 11) штыковым затвором 10. В отверстие 12 кольца Н вставлена разрезная втулка R (фиг. 20, 21), в вырез 22 которой и в прорез 9 кольца Н входит накатка Т (фиг. 3), сидящая на конце державки U, заключенной в радиальном канале 11 кольца Н и регулируемой по положению винтом Z. В отверстии втулки R помещается крепко навернутая на хвостовик сердечника Е головка Р (фиг. 3 и 25) с пазом 19, по которому проходит накатка Т.
Заготовка желобчатой формы вводится вручную в промежуток между коническими поверхностями сердечника Е и соответствующими поверхностями вкладышей С, K и L, коими заготовка сгибается в трубку с оставлением направленных по касательной прямолинейных бортов а и б (фиг. 26) разной длины. Далее при волочении трубка проходит под вкладышем D, помещаемым в месте W (фиг. 3) прибора, и в кольцо М, где происходит, помощью фигурной поверхности вкладыша D и прореза 18 кольца М, загиб более длинного борта, на короткий (фиг. 27); затем трубка попадает в кольцо N, стенки вырезанной части 15 которого подгибают полученный шов (замок) трубы (фиг. 28), вдавливаемый внутрь трубы (фиг. 29) калибровочным кольцом О. Наконец, в пазу 19 головки Р сердечника Е шов окончательно уплотняется и выравнивается накаткой Т.
| название | год | авторы | номер документа |
|---|---|---|---|
| Высевающий аппарат для высева семян зерновых, зернобобовых и мелкосеменных культур | 2024 |
|
RU2830705C1 |
| Катушечный высевающий аппарат для высева мелкосеменных культур | 2022 |
|
RU2794964C1 |
| ЗАКРЫВАЮЩЕЕ УСТРОЙСТВО И СИСТЕМА ДОСТАВКИ | 2010 |
|
RU2543038C2 |
| АППАРАТ ДЛЯ НАЛОЖЕНИЯ АНАСТОМОЗА | 1999 |
|
RU2155001C1 |
| ШАРОВОЙ ШАРНИР | 2009 |
|
RU2499919C2 |
| Приспособление для присоединения неметаллических (керамиковых, фарфоровых и т.п.) радиаторов к металлическим трубопроводам системы отопления или соединения элементов друг с другом | 1935 |
|
SU45393A1 |
| Аварийно-запирающееся втягивающее устройство для ремней безопасности транспортного средства | 1990 |
|
SU1780526A3 |
| ПУСТОТООБРАЗОВАТЕЛЬ | 1991 |
|
RU2014224C1 |
| Катушечный высевающий аппарат для высева мелкосеменных культур | 2016 |
|
RU2628934C1 |
| ШАРОШЕЧНЫЙ КАЛИБРАТОР | 2006 |
|
RU2333342C1 |
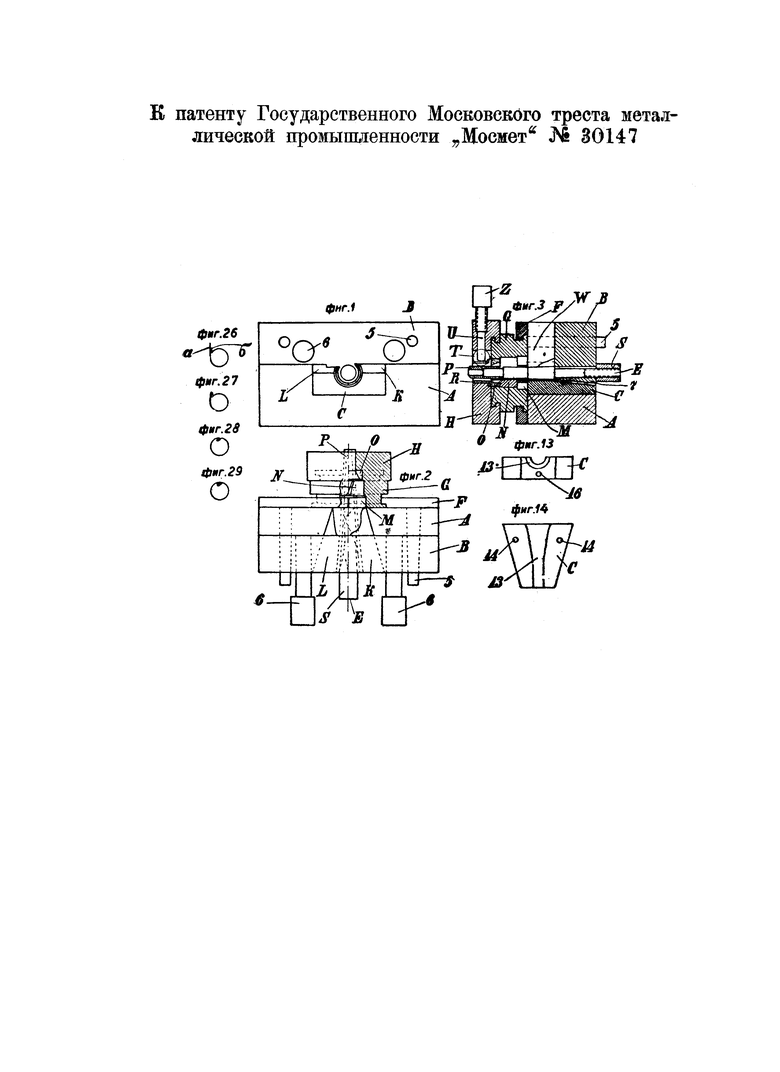
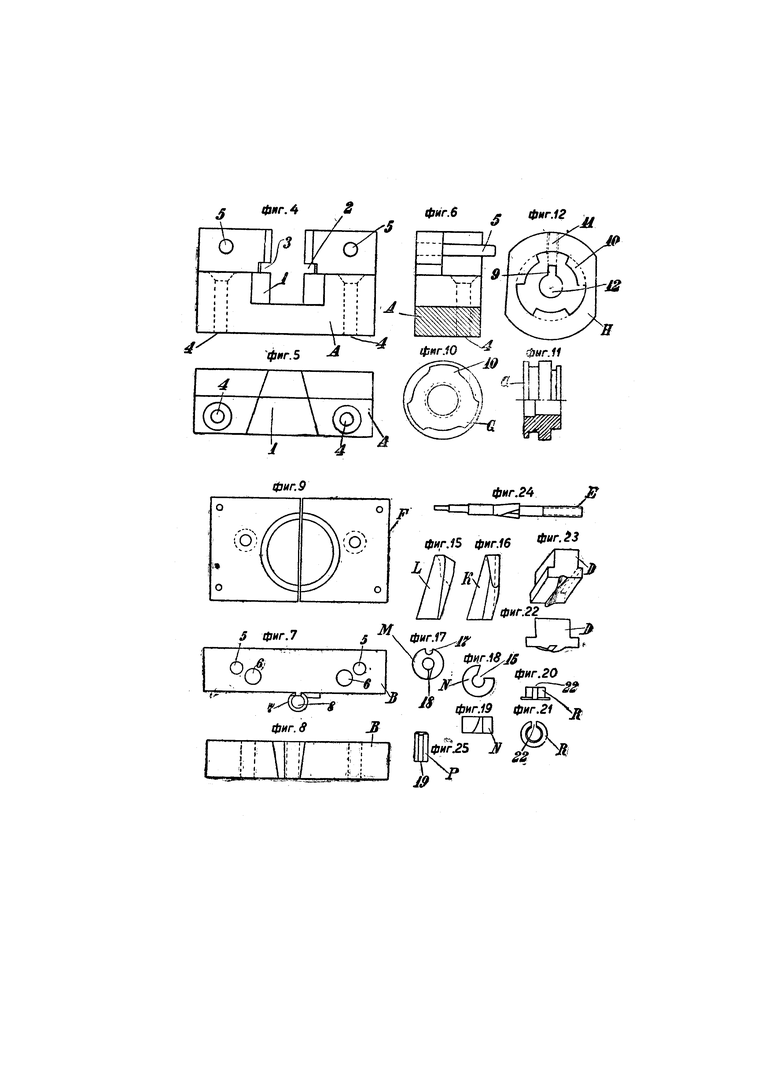
Прибор для изготовления радиаторных трубок со швом из заготовки желобчатой формы, отличающийся применением на общем корпусе А (фиг. 1, 2, 3) следующих съемных частей: а) вкладыша С (фиг. 13, 14) с желобком 13 полуконической формы, переходящей в полуцилиндрическую, удерживаемого на связанных с корпусом А штифтах 14 при помощи отверстий, б) вкладышей K и L (фиг. 2, 15, 16), помещаемых на тех же штифтах на вкладыше С по бокам, желобка 15, в) вкладыша D (фиг. 22, 23), вводимого в направляющие 2-3 в корпусе А (фиг. 4), г) части В (фиг. 3, 7, 8) с коническим, отвечающим полуконической части желобка 13 выступом 7, снабженным центральным отверстием 8 для сердечника Е (фиг. 3, 24), несущего на конце головку Р (фиг. 3, 25) с пазом 19 и скрепленного жестко с частью В, которая снабжена также отверстиями для надевания на стержни 5 (фиг. 4, 6) корпуса А и установочными винтами 6 (фиг. 1, 2), д) барабана G (фиг. 3, 10,11), связываемого с корпусом А накладками F (фиг. 2, 3, 9) и несущего в соответственно оформленном центральном канале последовательно: снабженное вырезом кольцо М (фиг. 17) с канавкой 17 для удержания его на месте при помощи стержня 16 (фиг. 13) на вкладыше С, кольцо N (фиг. 18, 19) с вырезанной частью 15 и калибровочное кольцо О (фиг. 3) с коническим отверстием, и е) кольца Н (фиг. 3, 12), связываемого с барабаном G штыковым затвором 10 и несущего в центральном своем отверстии 12 снабженную вырезом 22 втулку R (фиг. 3, 20, 21) и в радиальном канале 11 - регулируемую по положению винтом Z (фиг. 3) державку U для накатки Т, помещенной в вырезе 9 (фиг. 12) кольца Н и входящей в вырез 22 втулки R, каковое устройство предназначено последовательно: 1) для введения заготовки в промежуток между коническими поверхностями сердечника Е и соответствующими поверхностями вкладышей С, K, L и оформления ее в цилиндр с оставлением прямолинейными бортов a и б (фиг. 26) оформляемого листа, 2) для отгибания более длинного борта а на короткий 6 (фиг. 27) между полуцилиндрической частью вкладыша О, фигурными поверхностями вкладышей K и L, фигурной поверхностью вкладыша D и поверхностью сердечника Е, при помощи прореза 18 в кольце М, 3) для подгиба полученного шва к поверхности трубы (фиг. 28) при помощи ограничивающих вырез стенок кольца N, 4) для вдавливания шва внутрь трубы (фиг. 29) и направления его в паз 19 головки Р при посредстве калибровочного кольца O и 5) для окончательного уплотнения и выравнивания шва при помощи накатки Т.
