Известны конденсаторные сварочные машины, содержащие батарею конденсаторов и сварочную головку с двумя сварочными электродами, соединенными с иополнительным устройством, подключенным параллельно первичной обмотке сварочного трансформатора через блок управления, состоящий из блока сравнения, источнИКа опорного сигнала и усилителя.
С целью стабилизации формирования сварных соединений и исключения пережога печатных проводников, в предлагаемом устройстве на сварочных электродах укрепляются щупы, соединенные с исполнительным устройством, посредством дополнительного блока управления.
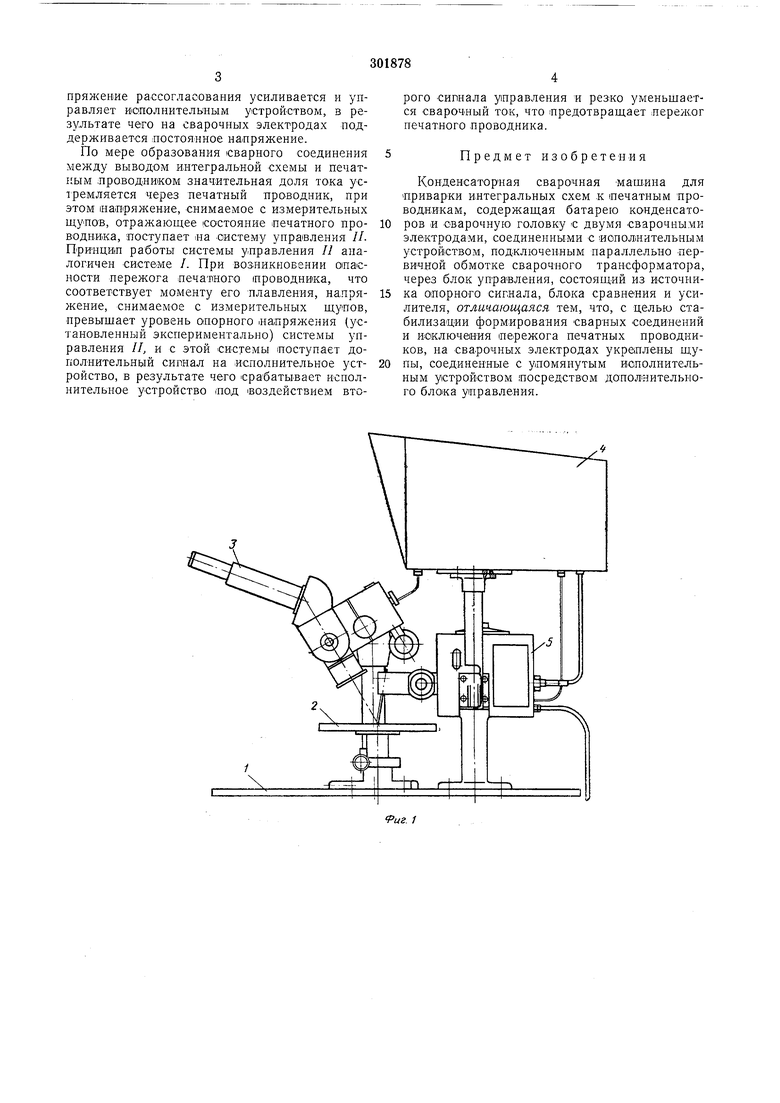
На фиг. 1 дан общий вид предлагаемой конденсаторной сварочной машины; -на фиг. 2- сварочные электроды с измерительными щунами; на фиг. 3 - блок-схема сварочной установки.
Конденсаторная сварочная машина (см. фиг. 1) состоит из основания /, на котором укреплены предметный столик 2, бинокулярный микроскоп 3, источник питания с системой ушравления 4 и механизм сжатия деталей со сварочными электродами и измерительными щупами 5.
первый сигнал управления, а измерительные щупы закреплены через изоляционные прокладки на сварочных электродах, с которых снимается второй сигнал управления с зоны 5 вывод - печатный проводник.
Блок-схема сварочной установки имеет две раздельные системы управления / и // с общим исполнительным устройством. В качестве сигнала обратной связи для работы системы
0 / служит напряжение, снимаемое со сварочных электродов. Система управления // работает по напряжению, снимаемому с измерительных щупов. Для осуществления процесса сварки сварочные электроды устанавливаются на привариваемый вывод интегральной схемы (см. фиг. 2), при этом левый измерительный щуп опирается на поверх1ность привариваемого вывода, а правый - на печатный проводник.
0 При подключении сварочного трансформатора к заряженной батарее конденсаторов (см. фиг. 3) через привариваемый вывод начинает Протекать ток. Падение напряжения в зоне сварки, которое снимается со сварочных
5 электродов, подается на схему сравнения системы управления /. На ту же схему сравнения подается в противофазе регулируемое опорное напряжение, уровень которого устанавливается исходя из экспериментальных
пряжение рассогласования усиливается и управляет Исполнительным устройством, в результате чего на сварочных электродах поддерживается постоянное напряжение.
По мере образования сварного соединения между выводом интегральной схемы и печатным проводником значительная доля тока устремляется через печатный проводник, при этом нагарял ение, снимаемое с измерительных щупов, отражающее состояние печатного проводника, поступает ina систему управления //. П ринци|п работы системы управления // аналогичен системе /. При возликноБении опасности пережога печатного проводника, что соответствует моменту его плавления, напряжение, снимаемое с измерительных щупов, превышает уровень опорного напряжения (установленный экспериментально) системы управления //, и с этой системы поступает дополнительный сигнал на исполнительное устройство, в результате чего срабатывает исполнительное устройство (ПОД воздействием второго силнала управления и резко уменьшается сварочный ток, что предотвращает |Переж:ог печатного проводника.
Предмет изобретения
Конденсаторная сварочная машина для приварки интегральных схем к печатным проводникам, содержащая батарею конденсаторов и сварочную головку с двумя сварочными электродами, соединенными с исполнительным устройством, подключенным параллельно первичной обмотке сварочного трансформатора, через блок управления, состоящий из источника опорного сигнала, блока сравнения и усилителя, отличающаяся тем, что, с целью стабилизащии формирования сварных соединений и исключения пережога печатных проводников, на сварочных электродах укреплены щупы, соединенные с упомянутым исполнительным устройством посредством дополнительного блока управления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной сварки | 1979 |
|
SU870035A1 |
| Устройство для контроля сварных соединений в процессе контактной микросварки | 1988 |
|
SU1581522A1 |
| Устройство для односторонней контактной сварки | 1973 |
|
SU484057A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
| Конденсаторная машина для точечной сварки | 1972 |
|
SU448101A1 |
| Устройство для компенсации постоянной составляющей при сварке на переменном токе | 1980 |
|
SU893440A1 |
| РЕЛАКСАЦИОННАЯ КОНДЕНСАТОРНАЯ МАШИНА ДЛЯ ШОВНОЙ СВАРКИ | 1972 |
|
SU348046A1 |
| СПОСОБ ОДНОСТОРОННЕЙ КОНТАКТНОЙ СВАРКИ | 1971 |
|
SU305972A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1983 |
|
SU1174211A2 |
| ДВУХИМПУЛЬСНАЯ КОНДЕНСАТОРНАЯ СВАРОЧНАЯ МАШИНА | 1969 |
|
SU237299A1 |

сварочные злектроды с измерительными uitfnaMu
/ ечатно/и проВоЗник
Подложка
Фиг 2
