Известны устройства для рихтовки, например металлических спиц, содержащие загрузочный и приводной механизмы.
С целью повышения производительности и улучшения качества рихтовки в предлагаемом устройстве рабочая поверхность рихтующего барабана снабжена рифлениями, расположенными под углом к оси барабана и сходящимися в центре его в виде клина, и охвачена несколькими служащими рихтующими элементами, подпружиненными иларнирно соединенными между собой секторами, развертка которых на плоскость представляет собой клин.
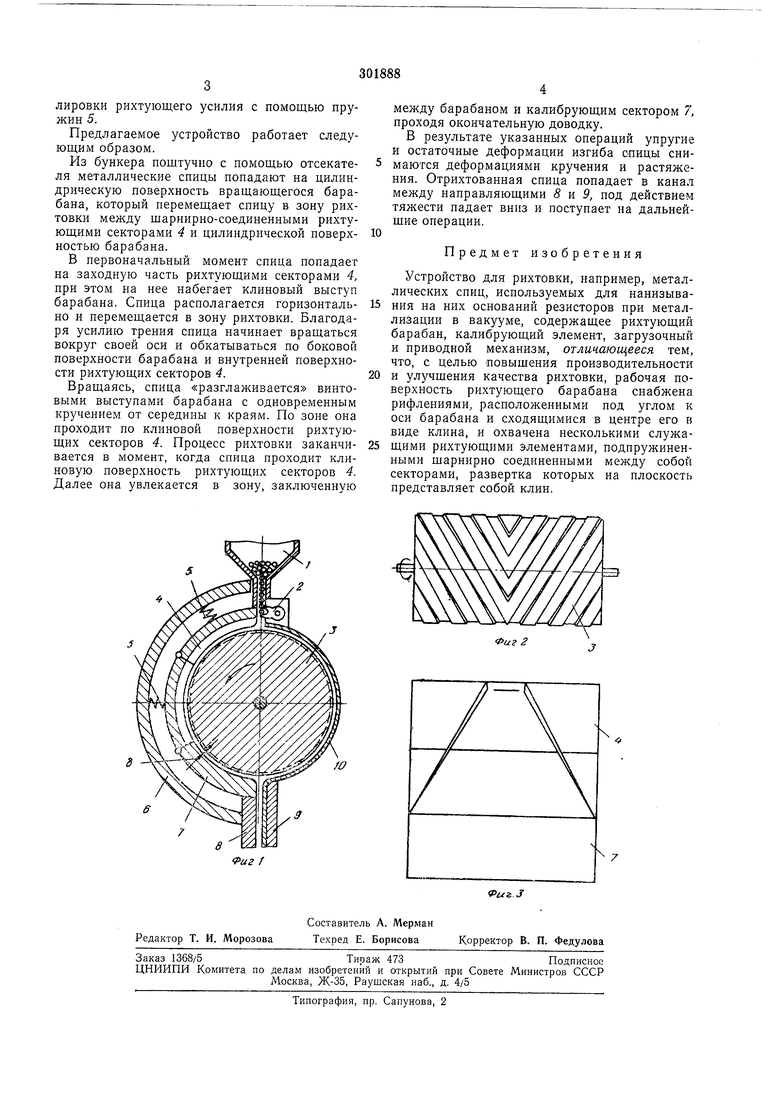
На фиг. 1 дано предлагаемое устройство; на фиг. 2 - конструкция рихтующего барабана; на фиг. 3 - развертка на плоскость рихтующих секторов.
Предлагаемое устройство состоит из бункера 1, предназначепного для загрузки спиц, отсекателя 2 поштучной выдачи спиц в зону рихтовки, вращающегося рихтующего барабана 3, шарнирно соединенных между собой рихтующих секторов 4, с помощью пружин 5 закрепленных на обойме 6, калибрующего сектора 7 и двух направляющих S и 9, по которым отрихтованные спицы поступают на дальнейшие операции, и кожуха 10, закрывающего барабан.
фрикционного материала, например сплава ферродо, и имеет расположенные по винтовой линии выступы, начинающиеся от середины и идущие в разных направлениях к торцам. Пересечение выступов на середине барабана образует клин, который служит для центрирования спиц вдоль их оси и уменьщения зоны контакта спицы с поверхностью барабана. Выступы имеют такое направление, что прп
вращении барабана они «разбегаются от середины барабана к торцам.
Рихтующие и калибрующий секторы 4 и 7, представляющие собой шарнирно соединенную систему, для увеличения коэффициента
трения и обеспечения вращения спицы при ее прохождении в зоне рихтовки изготовлены из фрикционного материала, например сплава ферродо.
Рихтующие секторы 4 крепятся на обойме 6 с помощью пружины 5. Развертка их на плоскость представляет собой клин; с целью уменьшения рихтующего усилия и надежности центровки спиц в зоне рихтовки калибрующий сектор 7 закреплен постоянно и служит для окончательной калибровки спиц в требуемых пределах.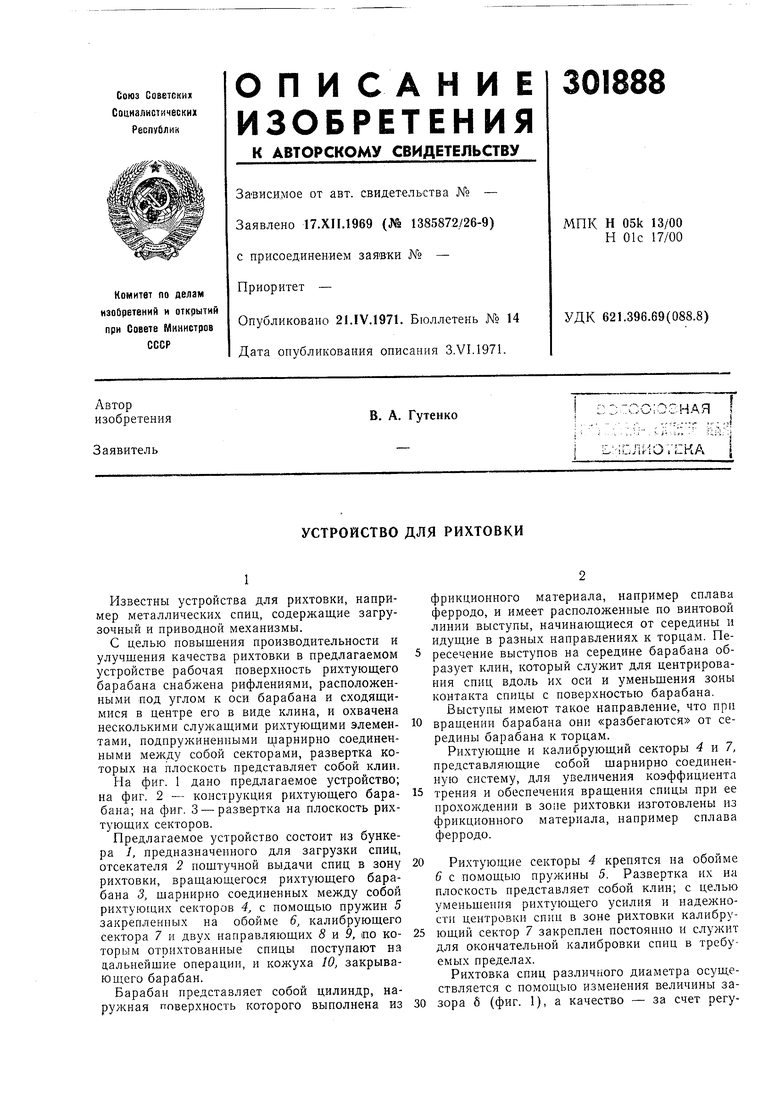
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рихтовки осевых выводов радио-деталей | 1973 |
|
SU508807A1 |
| Устройство для рихтовки преимущественно однонаправленных выводов радиоэлементов | 1990 |
|
SU1764204A1 |
| УСТРОЙСТВО ДЛЯ РИХТОВКИ ОСЕВЫХ ВЫВОДОВ РАДИОДЕТАЛЕЙ | 1971 |
|
SU298090A1 |
| Устройство для рихтовки акисальных выводов радиоэлементов | 1984 |
|
SU1225058A1 |
| УСТРОЙСТВО для РИХТОВКИ АКСИАЛЬНО РАСПОЛОЖЕННЫХ ВЫВОДОВ РАДИОДЕТАЛЕЙ | 1970 |
|
SU270865A1 |
| Устройство для рихтовки контактов | 1982 |
|
SU1058009A1 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| УСТРОЙСТВО ДЛЯ РИХТОВКИ АКСИАЛЬНЫХ ВЫВОДОВ РАДИОДЕТАЛЕЙ | 1971 |
|
SU427500A1 |
| Устройство для рихтовки полосы из бухты | 1991 |
|
SU1831750A3 |
| Устройство для снятия изоляции с провода | 1985 |
|
SU1394304A1 |
