Известны многовалковые прокатные стаНы с горизонтальными калиброванными валками, установленными в ряд в общей вертикальной плоскости и снабженными общим приводом, а также манипуляторами для передачи заготовки с горизонта на горизонт.
Описываемый стан отличается тем, что манипуляторы стана выполнены в виде установленных на каждом горизонте роторов, несущих каждый четыре трубчатые проводки, поджатые к центрально-симметричному в сечении пространственному неподвижному кулаку с левыми и правыми винтовыми направляющими и плавающие во взаимно-перпендикулярных прорезях поворотной крестовины, причем вся система манипуляторов связана с общей подвижной рамой, снабл енной приводом возвратно-поступательного перемещения, например, от коленчатого вала.
Это позволяет прокатывать в потоке трубчатые заготовки при значительном числе проходов (горизонтов) и с кантовкой их на 90° в каждом проходе.
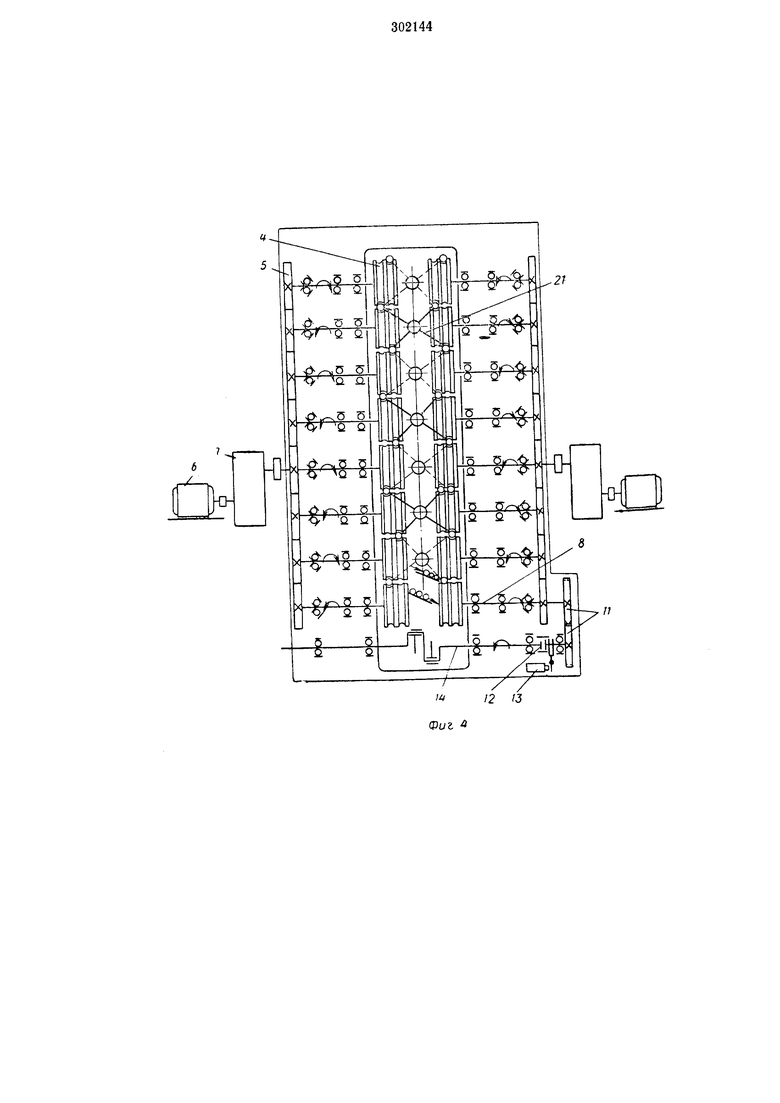
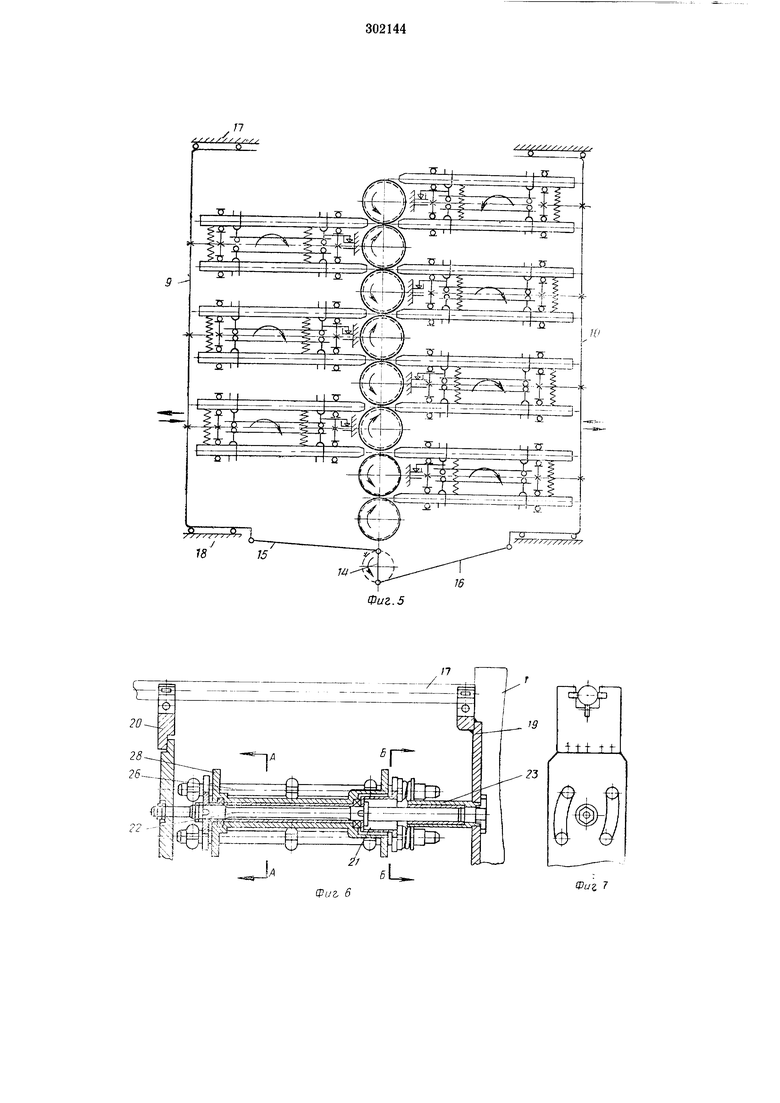
На фиг. 1 представлен описываемый стан, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - то же, в плане; на фиг. 4 - кинематическая схема привода валков и манипуляторов; на фиг. 5 - то же, вид сбоку; на фиг. 6 - разрез по манипулятору; на фиг. 7 - то же, вид сбоку; на фиг. 8 и 9 - разрезы по
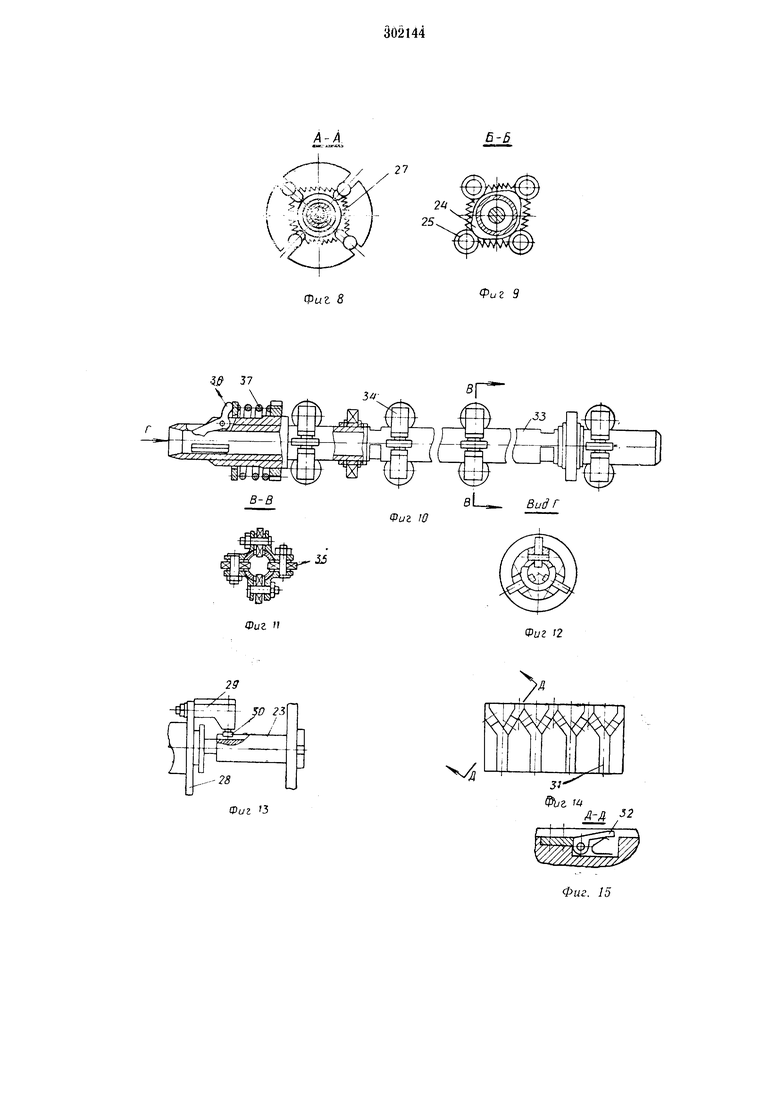
А-А и Б - Б на фиг. 6; на фиг. 10 - трубчатая проводка; на фиг. 11 и 12--разрез по В - 5 и вид по стрелке Г на фиг. 10; на фиг. 13 - узел взаимодействия крестовины с кулаком; на фиг. 14 - развертка кулака; на фиг. 15 - разрез по Д - Д на фиг. 14.
Прокатный стан состоит из вертикальной станины /, в которой смонтированы в два ряда корпусы 2, на осях 3 которых закреплены
двухручьевые валки 4.
Свободные концы осей 3 несут зубчатые шестерни 5, находящиеся между собой в зацеплении в пределах каждого ряда. Через одну из средних осей ряда осуществляется подвод
мощности к валкам данного ряда от электродвигателя 6 через редуктор 7. Каждый из средних валков данного ряда составляет своими ручьями с соответствующими ручьями соседних валков два калибра, один с предшествующим валком ряда, а другой с последующим. Профили ручьев, образующих калибр, одинаковы. Таким образом, в общем случае профили двух ручьев данного валка неодинаковы. Крайние валки ряда участвуют в образовании только одного калибра.
Ось 8 одного из валков используется для отбора мощности на привод поворотно-подающих устройств 9 и 10 (см. фиг. 4 и 5). Отбор мощности осуществляется цилиндрической
унрагзлясмую электромагнитом 13, на коленчатый вал 14, соединенный шатунами 15 и 16 с новоротно-нодающнми устройствами, нмеюднми направляющие J7 и 18. Поворотно-подаioLuee устройство состоит (см. фиг. 6) из неподвижной стойки 19, закренляемой на станине /, подвижной стойки 20 и noBopOTHBix макииуляторов 27.
Поворотный манипулятор может иоворачиватвея вокруг оси 22, закреиленной иа подвижной CToiiKe 20. Другой конец оси входит в кулак 23, закренленнв1Й на неподвижной стоке 19. На оси 22 укреиленв кулачки 24, по ирофнлю KOTOpBix могут обкатвшатвся ролики
манипулятора 21. Все про.о проводок
водки стянутв между соОой пружинами 27 и могут радиальио смещатвся в прорезах креСТОВИНВ1 28. но не могут иметь осевого поворота относительно крестовины. Крестовина через рычаг 29 с роликом 30 соединена (см. фиг. 7 и 8) с нрофилироваииым пазом 31 кулака 23. В иазу кулака закреиленв подпружиненные стрелки 32.
Проводка 26 выполнена в внде трубы 33, на которой закреплены обоймв 34 с роликами 35, ВХОДЯ1ДНД1И внутрь трубы через прорези. Конец трубы имеет рычажный прижим 36, подпружиненный регулируемой пружиной 37.
Загрузочное устройство стана состоит из магазина 38, имеющего отеекателв 39, с приводом от пнев моцилиидра 40 и направляющий лоток 41. Подача изделия в первый калибр осун,ествляется но лотку действием тол ателя 42, закрсиленного на поворотно-подаjoHieM устройстве 9.
Разгрузочное устройство представляет собой цепв 43, попадая на которую изделие отвол1ится от стапа. Привод цепи осуществляется от вала отбора мощности привода валков.
При работе стана движение цени непрервшпо.
Стап имеет две независимые маслосистемы. Маслосистема 44 имеет маслонасос 45, обеснечиваюищй циркуляцию масла на смазке (гголнвом) шестерен 5. Маслосистема 46 имеет маслонаеос 47, обеспечивающий циркуляцию масла на смазке (ноливом) изделия (трубчатого электронагревателя) перед подачей его в первый калибр.
Пулвт )авления станом условно не noicaзан.
В электрическую схему стана входит регулируемое реле времени (не показано), управляющее в ;1ючением электро.магнита 13 муф1ы сцепления 12. Вв1ключение электромагнита 13 осуществляется но сигналу от путевого BBIключателя (не иоказан), на который воздействует коленчатв1Й вал 14 после каждо1-о оборота Реле времени уста 1авливаетея в еоответетвии с длиной обрабатываемого изделия и обеспечивает ненодвкжиоеть поворотно-подаЮ1ЦИХ устройств 9 и 10 в момент перехода изделий через валки 4.
времени в неподвижном состоянии, выбрано после прохождения поворотно-гюдающими уетройствами точек максимального приближения к станине 7 в слегка отведенном состоянии.
Работой отеекателя 39 управляет путевой выключатель (не показан), также приводимый в действие при повороте коленчатого вала 14 в момент максимального удаления поворотно-подающих устройств от станины L
Стан работает следующим образом. Электродвигатели 6 включены. Изделия (трубчатые электронагреватели), уложенные в магазин 38, удерживаются отсекателем 39 от выпадания на направляющий лоток 41. Поворотно-подающие устройства 9 и 10 неподвижные, реле времени находится на выдержке. Заканчивается предшествующий рассматриваемому моменту переход изделий через калибры между поворотно-подающими устройствами.
По окончании перехода изделий и некоторой гарантийной паузы завершается выдержка реле времени и подается сигнал на включение электромагнита 13. Последний включает муфту сценления 12 и начинает вращаться коленчатый вал 14, который через гнатуны 15 и 16 разводит поворотно-подающие устройства. При этом ролики 30, сидящие на рычагах 29 крестовин 28, неремещаЕОтся в пазах 31 соответствующих кулаков 23. После некоторото прямолинейного отвода паз 31 заставляет поворачиваться крестовины 28, и этот поворот (составляющий угол 45°) заверщается в конце разведения поворотно-подаюплих устройств. В этот момент срабатывает нутевой выключатель, управляющий нневмоцилиндром 40, и отсекатель 39 выпускает на лоток 41 очередное изделие. Так как поворот коленчатого вала 14 продолжается, то поворотно-нодающие устройства начинают сближаться, и толка1 ель 42 увлекает поданное в лоток изделие.
При еближении новоротно-подающих устройств ролики 30 заставляют крестовины 28 совершить поворот еще на угол 45, благодаря соответствующему нрофилю паза 31 и наличию в нем стрелки 32. По окончании суммарного поворота каждого манипулятора 21 иа угол 90°, что вызвало также поворот на 90° заготовок, движение поворотно-подающих устройств 9 и 10 на сближение продолжается, и проводки 26 подходят близко к соответствующим калибрам между валками 4. В этот момент и происходит самозахват калибрами изделий, иаходягцихся в загруженных проводках 26, а также с лотка 41. Изделия из загруженных проводок 26 поворотно-подающего устройства 9 переходят через соответствуюгцие калибры в соответствующие незагруженные нроводкн новоротпо-подающего устройства 10 и наоборот. С последнего калибра стана изделие попадает на цепь 43 и отводится от стана.
и 10 через ближние к станине 1 мертвые точки и, несколько разведя их (20-30 мм), останавливается путем выключения электромагнита 13 от сигнала соответствующего путевого выключателя. Одновременно включается реле времени на выдержку. Далее заканчивается переход изделий через калибры. Развод поворотно-подаюших устройств 9 к 10 иеред остановкой на 20-30 мм, проходящий до завершения перехода изделий через калибры, обеспечивает уверенный самозахват изделий калибрами в следующем цикле передачи изделий через калибры. Изделия, попадающие из калибра в проводки 26, заключены между роликами 35 и удерживаются от случайных смещений рычажными прижимами 36.
Поворотно-подающие устройства обеспечивают, таким образом, не только перенос изделий из одного калибра в следующий, но также технологически необходимый поворот изделия на 90° относительно калибра при переходе из калибра в калибр.
Расположение калибров в стане таково, что для обеспечения соосности калибров с соответствующими проводками 26 поворотно-подающих устройств 9 v. 10 при переходе изделий через калибры необходимо, чтобы проводки каждого манипулятора 21 на.ходились попарно на разных расстояниях от оси 22, образуя ромб. Поэтому при повороте манипуляторов на 90° проводки каждого манипулятора следуют своими роликами 25 по соответствующим профилям кулачков 24, прижимаясь к ним пружинами 27.
Переход изделий из одного ряда валков в другой (от седьмого калибра к восьмому) осуществляется наличием в поворотно-нодающе,; устройстве 10 дополнительного манипулятора (четвертого), врандение которого расноложением стрелки 32 изменено на противоположное
относительно направления вращения остальных манипуляторов поворотно-подающего устройства 10.
В процессе работы стана работают и маслосистемы 46 и 44, обеспомиЕлющие смазку издеЛИЙ на входе в первый калибр и смазку щестереи 5, иередаюи их крутящий момент па валки 4.
Предмет изобретения
Многовалковый прокатный craii, в котором горизонтальные калиброванные валки установлены в ряд в общем вертикальной илоскости и снабл ены общим приводом, а также манипуляторами для передачи заготовки с горизонта на горизонт. от.ипча ои1П11С.ч тс:м. что, с целью обеспечения поточной прокатки круглых заготовок, например трубчатых электронагревателей, при зиачительном числе проходов (горнзонтов) и с кантовкой их на 90° в
каждом проходе, манипуляторы стапа выполнены в виде установленных на каждом горизонте роторов, несуи1их каждый четыре трубчатые проводки, поджатые к центрально-симметричному в сечении пространственному неподвил ному кулаку с левыми и правыми винтовыми направляющими и плавающие во взаимно-перпендикулярных прорезях поворотной крестовины, причем вся система манипуляторов связана с общей подвижной рамой, сиабжеииой ириводом возвратно-поступательного перемещения, наиример, от коленчатого вала.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ОБРАБОТКИ СФЕРИЧЕСКИХ ТОРЦОВ | 1972 |
|
SU327990A1 |
| Способ изготовления многожильного кабеля с керамической изоляцией и устройство для его осуществления | 1978 |
|
SU1095244A1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ЗАГОТОВОК ПРИ МИОГОНИТОЧНОЙ ПРОКАТКЕ | 1969 |
|
SU236403A1 |
| ПРОКАТНАЯ КЛЕТЬ С ДВУМЯ МНОГОВАЛКОВЬ1М'Й^^Й.:я-- -^^^^^^^^^^^^КАЛИБРАМИБИйЛИОТЬКА! | 1972 |
|
SU326002A1 |
| СТАН ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1967 |
|
SU196692A1 |
| ОБВОДНАЯ ПРОВОДКА | 1969 |
|
SU243562A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВОГО ЖЕЛОБА РАрОЧрГО ИНСТРУМЕНТА | 1973 |
|
SU384657A1 |
| МАНИПУЛЯТОР К КОВОЧНЫМ ВАЛЬЦАМ | 1973 |
|
SU388825A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 1969 |
|
SU430907A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
ГНИЛ
//
/2 3
Фиг 4
(put 6
X/XX/XXXXxX/Xx-x
.9
16
