Известны способы воздействия на натяжение нолосы между клетями непрерывного стана, например, посредством регулирования скорости главных приводов клетей.
Описываемый способ отличается тем, что принудительно изменяют длину нетли полосы между клетями со скоростью, пропорциональной требуемой величине отклонения натяжения и обратно пропорциональной скорости прокатки.
Это позволяет снизить инерционность способа.
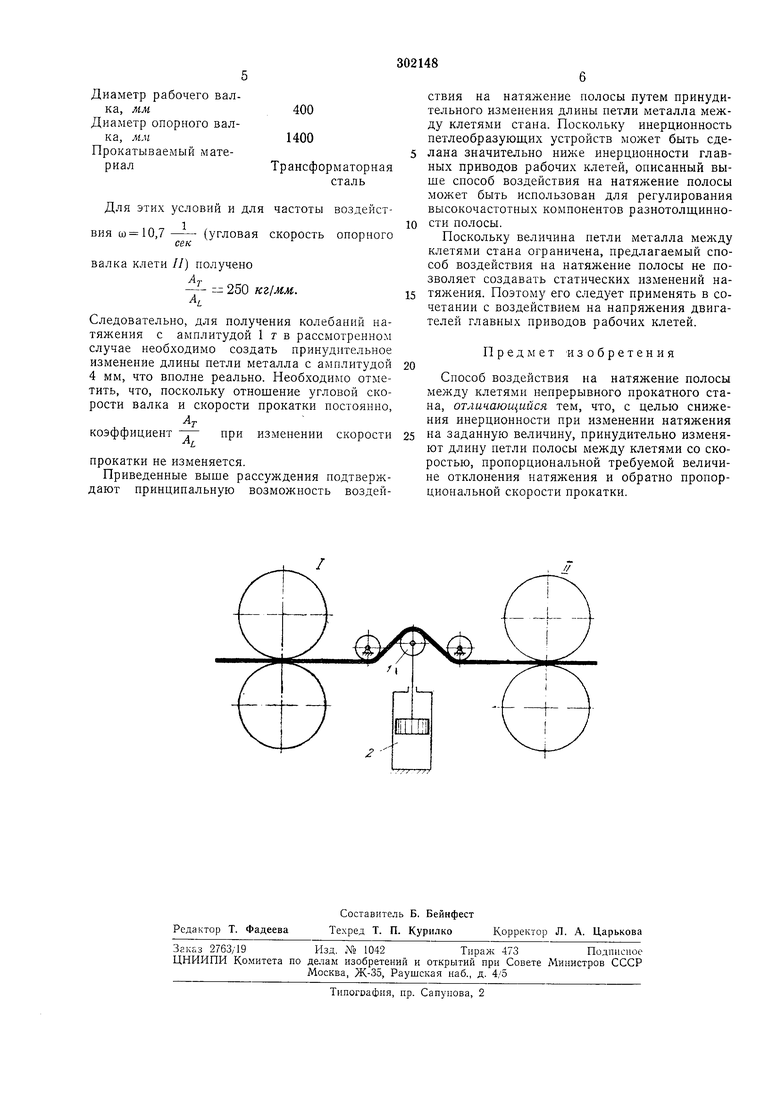
На чертеже представлено устройство для осуществления предлагаемого снособа.
Пусть величина нетли металла между клетями двухклетевого стана увеличивается, например, посредством перемещения ролика -/, приведенного в движение гидроцилиндром 2. Увеличение нетли в данном случае, очевидно, происходит вследствие одновременного увеличения опережения в клети / и отставания в клети //. Но причиной ноявления этих изменений опережения и отставания может служить лишь увеличение натяжения полосы между клетями. При этом чем больше скорость изменения длины петли, тем больше изменения опережения и отставания и, следовательно, тем больше вызвавшее их изменение натяжения. Чтобы получить одну и ту же абсолютную скорость из.мененля величины нетли при разных скоростях нрокаткн. требуются, очевндно, разные изменения онгреження и отставання: тем меньше, чем больше скорость прокатки. В соответствии с этим изменение величины петли с одной и той же абсолютной скоростью будет сопровождаться изменением натяжения, обратно пропорциональным величине скорости прокатки.
Покажем зто более строго. Пмее.м
ЛУ J1-Аор2,
(i;
где
-скорость изменения величины нетли;
Аи 111 02 - отклонения скоростей выхода металла из клети / и входа его в клеть // от установившихся значений.
Для изменений натяжения с достаточно высокой частотой, ко1да скорости двигателей главных приводов из-за их ннерц1юнностн можно счнтать постоянными
г где t;,, Un2 - окружные скорости валков клетей 7 и //; /I - опережение в клети /; Ег - отставание в клети //; Т 1,Тт-переднее натяжение для клети / и заднее натяжение для клети //. АГ,1-АГо2 /1о2 - толщина полосы на входе в клеть //. Далее имеем A/Zo2(/)A/tii(), A/II, :-- - АГ, где /7 1-толщина полосы на выходе из клети /; т - запаздывание между клетями стаиа. Это выражеиие нодтверждает нолученный ранее качественный вывод о том, что возникающие в полосе изменения натяжения нрямо пронорциональны скорости изменения величи- 25 ны петли и обратно пропорциональны скорости нрокатки. Выражение (6) показывает, что предлагаемый снособ воздействия на натяжение полосы обладает запаздыванием. Однако расчеты но- 30 казывают, что для станов холодной ирокатки обычно 1 п- /1 тУц 1 Другими словами, наличие запаздывания практически не нроявляется, в связи с чем -V. (7) 1 + il + ЕЗ Из выражения (7), в частности, видно, что 45 Я создания периодических изменений натядля создания периодических женин необходимо периодически изменять длину нетли металла между клетями. В самом деле, пусть L ALsincu t, где L - длина петли металла клетями; AL-амплитуда изменений длины петли металла; со - частота; / - время. 35 40 50 55 Учитывая (2) - (5), вместо (1) после простых нреобразоваиип получаем следуюндее операциоииое соотношение 1 - (+ : 2 I- 02 . J . I Кг, -ffto2 iT-n/J где и, АГизображения но Ланласу соответствующих функций времени; -скорость выхода металла из клетп // (скорость прокатки); S - комплексная неременная. Отсюда находим передаточную фракцию, онисывающую влияние скорости изменения величины нетли на величину натяжения между клетями стана Следовательно АГ Arcos ш/, где AT - амнлитуда изменений натяжения, AL (8) 1 1 +k {Тп 1 -г 3 у Из этого выражения видно, что коэффициент пронорциональности между амплитудами изменения длины петли и натяжения полосы зависит от отнощения частоты воздействия И скорости прокатки-, т. е. амнлитуда изменения натял :ения полосы, вызванного изменением длины петли металла, нрямо пропорциональна частоте изменения длины петли и обратно пропорциональна скорости прокатки. Для оценки эффективности влияния периодических изменений длины нетлн металла на натяж.ение между клетями нриведены резульAjтаты расчета величины коэффициента -- для следующих условий прокатки на двухклетевом стане (рассматриваются две последние клети четырехклетевого стана): Клеть / Клеть // Толщина полосы на входе в клеть /ID, мм1,35 0,96 Толщина полосы на выходе из клети hi, мм0,96 0,85 Диаметр рабочего валка, мм Диаметр опорного валка, мм Прокатываемый матеТрансформаторнаяриал сталь Для этих условий и для частоты воздействия О) 10,7(угловая скорость опорного валка клети //) получено - 250 кг/мм. AL Следовательно, для получения колебаний натяжения с амплитудой 1 т в рассмотренном случае необходимо создать принудительное изменение длины петли металла с амплитудой 4 мм, что вполне реально. Необходимо отметить, что, поскольку отношение угловой скорости валка и скорости прокатки постоянно, AT коэффициент -:- при изменении скорости прокатки не изменяется. Приведенные выше рассуждения подтверждают принципальную возможность воздействия на натяжение полосы путем принудительного изменения длины петли металла между клетями стана. Поскольку инерционность петлеобразующих устройств может быть сделана значительно ниже инерционности главных приводов рабочих клетей, описанный выше способ воздействия на натяжение полосы может быть использован для регулирования высокочастотных компонентов разнотолщинности полосы. Поскольку величина петли металла между клетями стана ограничена, предлагаемый способ воздействия на натяжение полосы не позволяет создавать статических изменений натяжения. Поэтому его следует применять в сочетании с воздействием на напряжения двигателей главных приводов рабочих клетей. Предмет изобретения Способ воздействия на натяжение полосы между клетями непрерывного прокатного стана, отличающийся тем, что, с целью снижения инерционности при изменении натяжения на заданную величину, принудительно изменяют длину петли полосы между клетями со скоростью, пропорциональной требуемой величине отклонения натяжения и обратно пропорциональной скорости прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ воздействия на натяжение металла при прокатке | 1977 |
|
SU737045A1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2343015C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| Устройство для регулирования толщины полосы | 1974 |
|
SU524580A1 |
| СПОСОБ ПРОКАТКИ | 2001 |
|
RU2185903C1 |
| Устройство для регулирования толщины полосы на прокатном стане | 1991 |
|
SU1794518A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА МНОГОКЛЕТЕВОМ СТАНЕ | 2003 |
|
RU2238809C2 |
| Способ регулирования размеров проката на непрерывных преимущественно проволочных и мелкосортных станах | 1981 |
|
SU1005971A1 |
| РЕГУЛЯТОР МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ ДЛЯ НЕПРЕРЫВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2002 |
|
RU2235613C2 |
