1
Изобретение относится к области устройств для автоматической сварки швов по линии пересечения двух цилиндрических поверхностей.
Известны устройства для сварки швов, расположенных на цилиндрических поверхностях.
Однако такие устройства не позволяют производить поворот горелки до нормали к поверхности, что приводит к большому проценту брака, особенно при сварке люков с диаметрами, близкими к диаметру цилиндрической поверхности. Кроме того, известные устройства не позволяют производить сварку толстостенных изделий, т. е. применять двухэлектродные горелки, и в этом случае возникает необходимость ориентирования торца горелки по касательной к шву.
Целью изобретения является обеспечение наклона горелки до нормали к цилиндрической поверхности и повЫ1шение качества сварки.
Эта цель достигается тем, что механизм наклона горелки выполнен в виде червячного сектора с червяком, приводимым в движение следяш,ей системой, содержащей два вращаюш;ихся трансформатора, ротор первого из .которых связан с водилом, а ротор второго - с горелкой, причел обмотка первого трансформатора связана со следящей системой через потенциометр, коэффициент передачи которого равен отнощению диаметров свариваемых цилиндрических поверхностей, при этом горелка .связана с водилом с помощью карданной передачи, а ось водила связана с корпусом механизма наклона горелки цепной передачей с передаточным числом, равным единице.
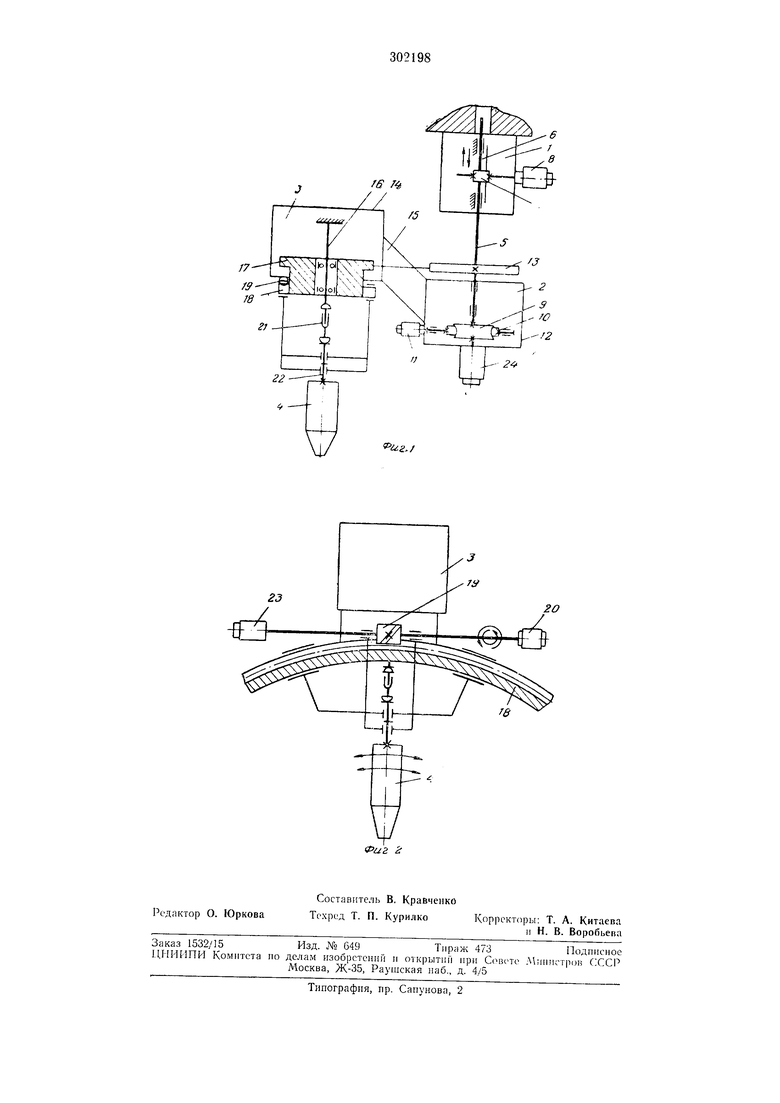
На фиг. 1 и 2 изображено предлагаемое устройство.
Устройство для автоматической сварки швов содержит механизм вертикального перемещения (фиг. 1), механизм кругового перемещения 2, сварочную головку 3 и горелку 4.
Механизм вертикально перемещения включает вал 5 с жестко закрепленной на нем зубчатой рейкой 6, находящейся в зацеплении с щестерней 7, приводимой в движение электродвигателем 8.
Механизм кругового перемещения выполнен в виде л естко за крепленного на валу 5 червячного колеса 9, находящегося в зацеплении с червяком 10, приводимого в движение электродвигателем II. Червяк 10 укреплен в корпусе 11, который будучи расположенным на
валу 5, не имеет возможносгн перемещаться
вдоль его оси. Fla валу 5 жестко закреплено
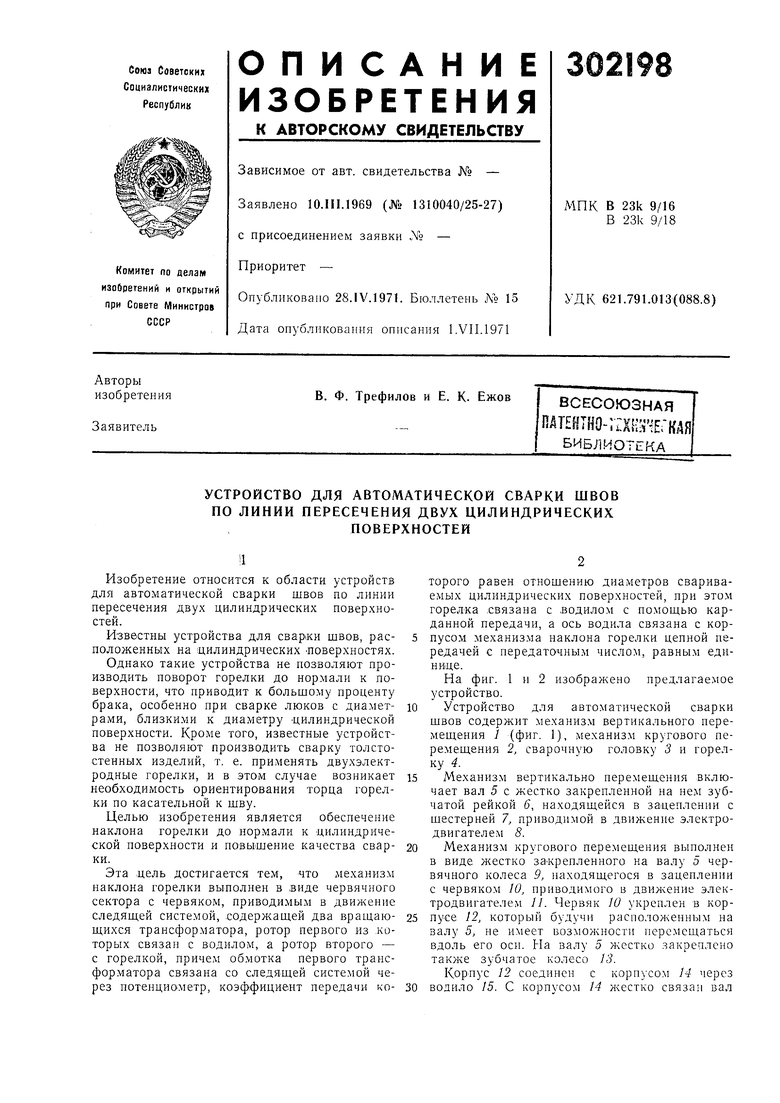
16, на KOTOpOiM находится зубчатое колесо 17. Зубчатые .колеса 13 17 соединены цепью. С колесом 17 жестко связан зубчатый сектор 18 (фиг. 2), в зацеплении с которым находится червяк 19, приводимый в движение электродвигателем 20. Бал 16 телескопически соединен через карданную передачу 21 с осью 22 горелки 4. ha валу червяка 19 расположен вращающийся трансформатор 23, с корпусом 12 связан вращающийся трансформатор 24.
В процессе сварки вертикальное перемещение сварочной головки осуществляется с помощью электродвигателя 8, управляемого сигналом системы автоматического слежения но длине дуги (на чертеже не .показана). При вращении электродвигателя 8 шестерня /, находящаяся в зацеплении с рейкой Ь, жестко закрепленной «а валу 5, перемещает последний в вертикальном направлении.
Движение горелки вдоль щва осуществляется электродвигателем .11 через червяк W, находящийся в зацеплении с червячным колесо дМ 9. Так как вал 5-и червячное колесо 9 не могут совершать вращательного движения, то червяк W при своем вращении обкатывается вокруг червячного колеса 9, вращая тем самым корпус 12, а следовательно и горелку 4.
Так как любая нормаль к цилиндрической поверхности лежит в плоскости перпендикулярной ее продольной оси, то горелка при движении вдоль шва должна .постоянно находиться в этой же плоскости, т. е. плоскость качания горелки должна быть всегда параллельной плоскости, перпендикулярной продольной цилиндрической поверхности. Последнее достигается цепной передачей при условии, если число зубьев пеподвижно закрепленного на валу 5 зубчатого колеса 13 равно числу зубьев зубчатого колеса 17.
Наклон горелки 4 в плоскости ее качания до нормали к цилиндрической поверхпости осуществляется электродвигателем 20 через червяк 19, перемещающийся по зубчатому сектору 18, карданную передачу 21 и ось 22.
Угол наклона горелки устанавливается в зависимости от угла поворота 1оловкп. Последнее достигается благодаря применению следящей спстемы, состояпдей из вращающихся трансформаторов 23 и 24. Трансформатор
23,расположенный на валу червяка 19, измеряет угол качания горелки, а трансформатор
24,связанный с корпусом 12, измеряет угол поворота головки 3. Зависимость .между углом качания горелки р и углом поворота головки а выражается формулой
(1)
sin : - Sin а,
где d - диаметр меньшей цилиндрической поверхности;D - диаметр большей цилиндрической цоверхности.
Для осуществления указанной выше зависимости в следящую систему подается сигнал с вращающегося трансформатора 24 через потенциометр с коэффициентом передачи,
d равным -, и сравнивается с сигналом врандающегося трансформатора 23.
Сигнал рассогласования усиливается и управляет двигателем 20. Двигатель поворачивает горелку до выполнения соотнощения (1), т. е. до положения, нормального к поверхности.
Предмет изобретения
Устройство для автоматической сварки щвов по линии пересечения двух цилиндрических поверхностей преимущественно двухэлектродной горелкой, содержащее сварочную
головку, .механизмы кругового и вертикального перемещений сварочной головки, механизм переналадки головки на сварку поверхностей с различными диаметрами, механизм наклона горелки и водило, отличающееся тем, что,
с целью обеспечения наклона горелки до нормали к цилиндрической поверхпости при ее движении вдоль нространственной кривой места сварки и повышения качества сварки, механизм наклона горелки выполнен в виде
червячного сектора с червяком, приводи.мым в движение следящей системой, содержащей два вращающихся трансформатора, ротор первого из которых связан с водило.м, а ротор второго - с горелкой, нрнче.м обмотка первого трансформатора связана со следящей системой через потенцио.метр, коэффициент передачи которого равен отношению диаметров свариваемых цилиндрических новерхностей, при этом горелка связана с водило.м е помощью кардан юй нередачи, а ось во.дила связана с корпусом механизма наклона горелки ценной передачей с передаточным число.м, равным единице.
.2
,/
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для копировальной обработки | 1984 |
|
SU1227424A1 |
| Устройство для автоматическойСВАРКи шВОВ пО лиНии пЕРЕСЕчЕНиядВуХ цилиНдРичЕСКиХ пОВЕРХНОСТЕй | 1978 |
|
SU806329A1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| Силовая головка | 1980 |
|
SU917959A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| ГОЛОВКА ДЛЯ АБРАЗИВОСТРУЙНОЙ ОЧИСТКИ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2621493C1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |