Изобретение относится к области производства полупроводниковых приборов, а именно к сборочному процессу, и может найти применение при массовом выпуске транзисторов, диодных матриц, монолитных и гибридных интетральных схем.
Известен способ беспроволочной сборка полупроводниковых приборов, при котором на алюминиевой ленте выштамповывается рисунок контактных выводов, к выводам присоедиияется кристалл, затем приклеивается керамический диск для укрепления выводов. Рамка с полученным «сэндвичем приваривается к рамке с наружными выводами, после чего прибор герметизируется.
Недостатком известного способа является трудность изготовления штампа для рамок с расстоянием между осями выводов менее 0,3 мм. Поверхности выводов после штамповки имеют заусенцы, что снижает качество последующей сварки, а сами выводы могут быть деформированы.
Предложенный способ упрощает технологический процесс, позволяет увеличить выход годных приборов за счет повышения жесткости контактных рамок и создания благоприятной для присоединения формы контактных выступов, а следовательно, повышает точность и надежность сборки.
(или плате) формуют методом чеканки контактные выводы переменного сечения. При этом на концах выводов получают контактные выступы сферической формы, расположение которых соответствует расположению контактных площадок на кристалле и наружных выводов. К этому рисунку приклеивают укрепляющее кольцо (шайбу) из пластмассы или керамики и травят ленту в растворе травителя до исчезновения утонений между выводами. К полученным выводам, выступающим в виде балок над щайбой, присоединяют контактные площадки кpиcтav лa, к наружным выводам - рамку с кристаллом и герметизируют прибор.
Формование контактных выводов методом чеканки на метллической ленте обеспечивает большую точность размеров и позволяет получить контактные выступы сферической формы, чего нельзя достигнуть штамповкой. Сферическая форма контактных выступов является наиболее благоприятной для присоединения и позволяет производить одновременную сварку всех выводов с кристаллом при меньшей нагрузке сварочного инструмента и использовать кристаллы малой площади и толщины при больщем числе контактных площадок на кристалле. Меньшее давление на кристалл уменьшает возможность создания внутренних напряжений в хрупком кристалле и образования микротреа1ин, сколов. Исключается отгибка
коптактлы.ч libiBozioi; для образонания зазора .между выподамп и гранями кристалла (или зглцита кристалла спсциа.дьн1)ми пленками) благодаря тому, что вывод ириваривается не I.ccH илоскостыо, а контактными выступами на нем сферической фордпз. Приклеивание диэлектрической И1анбы к иеиротравлснно1му рисунку гарантнрует сохраненне точности расио.ю/кеиия контактных выводов ири носледуюHIHX онерациях Л1еханкзи)ованной сборки, нозполяет увеличить длину контактн1)1Х вьпюдов без нотери их жесткости н, сле;ювательно, расп:нряст техиологнческие возможности н)едлаIaciMoro способа сборки.
Таким образом, ,:iaiiHi5ii сиособ ие только ирош,ает техноло11;ческий iij)OJteec и иозволяет отказаться от ряда оиераиий (таких как кристалла иленкамн и др.), ио и обеснечнпает сборк иолуироводникопых приборов в корнусах )азлнч1н 1х тинов и размеров.
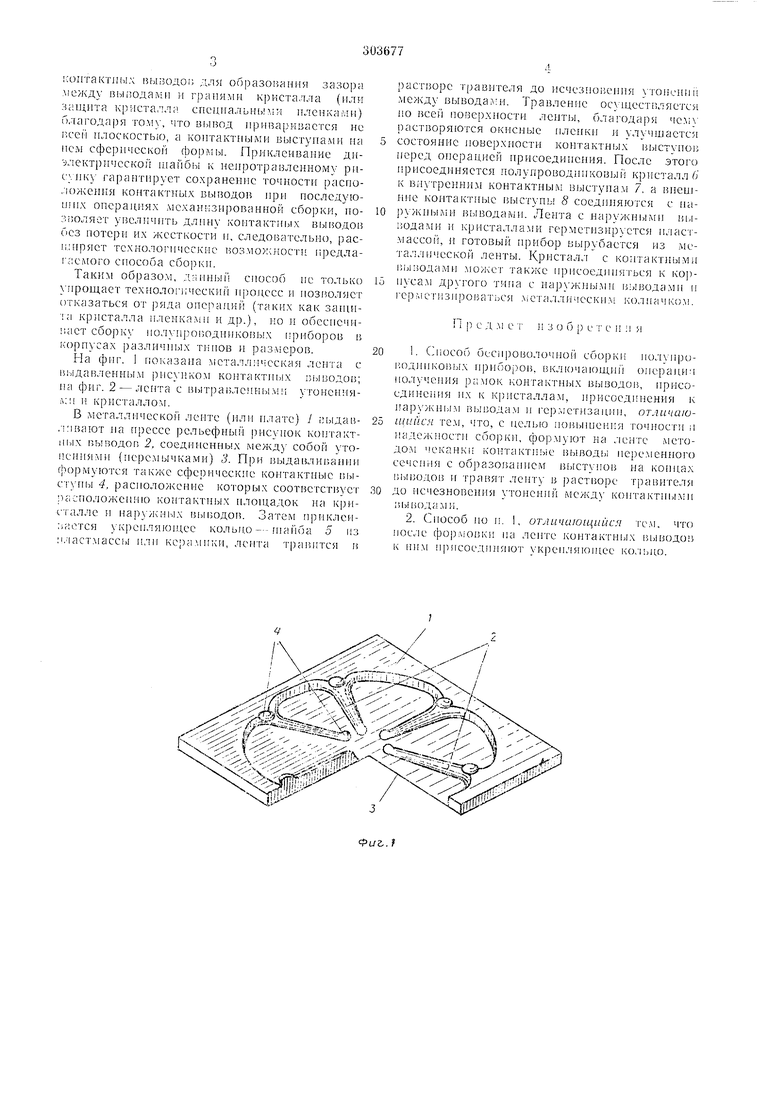
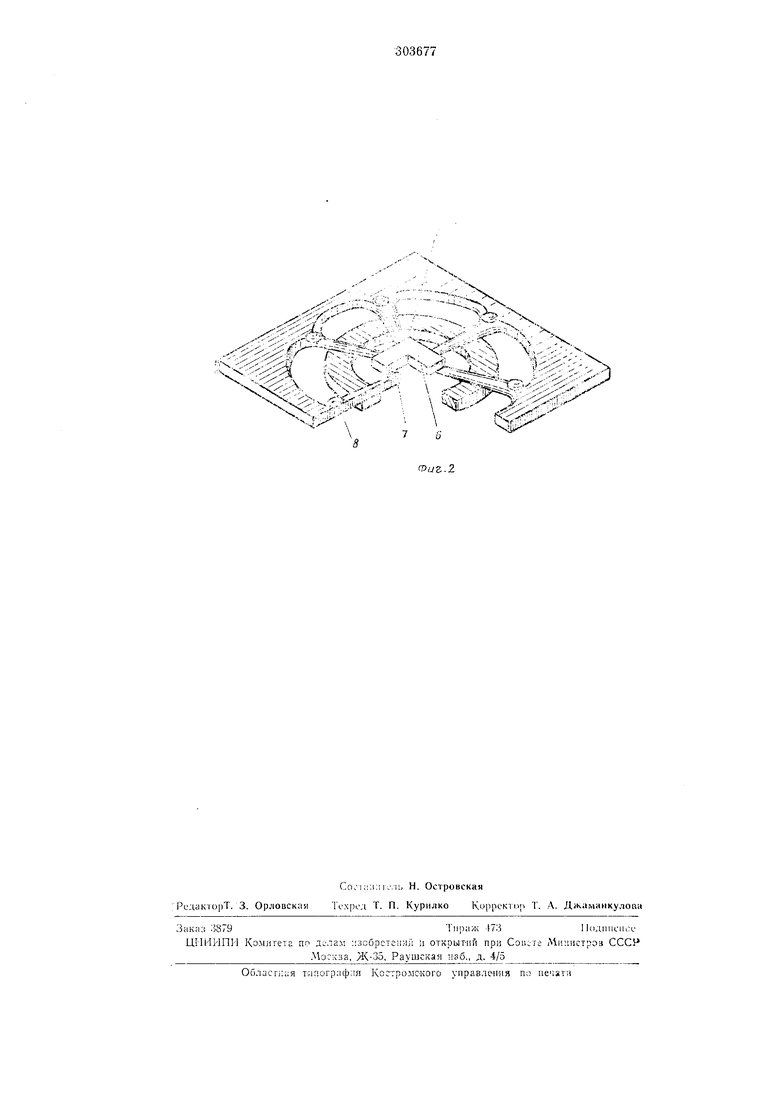
На фиг. 1 оказаиа металлическая лента с выдавленныл рисунком ко такт1Н)1х выводов; на фиг. 2 - лента с вытра1 ле 1И1з1л И утонеиияi,;:i и кристаллом.
В металлической лейте (или илате) У ыда1 .пвают на ирессе рельефный рисунок контактных выводов 2. соединенных между собой утонениями (нсрс.мычка.ми) 3. Прн выдавливании формуются также сферические контактные выстугн 4, расноложенне которых соответствует )с1сноложен 11о контактных нлонхадок на криссалле н нар жных . Затем нриклсизаотся укренляюилее кольи.о---шайба 5 из :i.iacTMacci.i или керамики, лента травится в
pacTiiOpe травнтеля до исчезновения хтонеинн .между выводами. Травление осуществляется но всей но.черхности ленты, благодаря растворяются окисные нлснки и улуч1нается состояние новерхности контактнь х выстуно15 неред онерацией нрнсоединсния. После этого нрисоеднняется полупроводниковый кристалл 6 к виутрении.м контактны.fvi BjjicTyiia.M 7. а BHCHJние контактные выстуиы 6 соеднняются с наружными выводами. Лента с наружными выводами и крнсталла.ми герметнзирчется нлас1.iaccoi i, и готовый прибор вырубается нз .металлической ленты. Крнстал.т с контактными 1,ыводамн .может также присоединяться к корнуса.м другого тина с наружны.мн выводамн н |-ерметизи1зоваться .1еталлически.; кол на ч ком.
П р с д .м е т н 3 о б ) е т е и :: я
1. беснроволочно - сборк иолунрог;одииков1 х ириборов, включающий онераии: получения рамок контактных выводо, нрнеоединення нх к криеталла.м, ирисоединения к иар жным вывода.м и гер..етизаци11, отличающийся те.м, что, с целью новьннения точности и 1адежности сбо)ки, фор.муют на .ченте методом чеканки контактные 1)ыводы нере.менного сечення с образованней выстунов на кониах В151ВОДОВ н травят ленту в травнтеля до нсчезновения тоиений коитакт1и | п| ; ыводами.
2.Сиособ но н. I, отличающийся тем. что иосле формовки иа лейте контактных выводов к ним ирисоединяют ук|кмкчяю1иее ко.чьцо.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контактной рамки с выводами | 1978 |
|
SU743080A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ПО РАЗМЕРАМ КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ | 2008 |
|
RU2410793C2 |
| СПОСОБ БЕСПРОВОЛОЧНОЙ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1970 |
|
SU269317A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИСТАЛЛОВ С ТЕПЛООТВОДЯЩИМИ ЭЛЕМЕНТАМИ ДЛЯ ВЕРТИКАЛЬНОЙ ТРЕХМЕРНОЙ (THROUGH-SILICON VIAS ) СБОРКИ МНОГОКРИСТАЛЬНЫХ СВЕРХБОЛЬШИХ ИНТЕГРАЛЬНЫХ СХЕМ | 2013 |
|
RU2546710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИОДА С ВИСКЕРОМ ТЕРАГЕРЦОВОГО ДИАПАЗОНА | 2016 |
|
RU2635853C2 |
| УСТАНОВКА ДЛЯ ПРИВАГ»КИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1971 |
|
SU297090A1 |
| МОЩНАЯ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ ДИАПАЗОНА | 1996 |
|
RU2148872C1 |
| Способ сборки кристаллов МФПУ | 2016 |
|
RU2619362C1 |
| СПОСОБ ФОРМИРОВАНИЯ ШАРИКОВЫХ ВЫВОДОВ НА АЛЮМИНИЕВОЙ МЕТАЛЛИЗАЦИИ КОНТАКТНЫХ ПЛОЩАДОК КРИСТАЛЛА | 2017 |
|
RU2671383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ЭЛЕКТРОННОГО ПРИБОРА | 2012 |
|
RU2498453C1 |
v,. 4 .
,
V ,-; ..-;:, ..; .: ,7- :;:i:ii:i 4X. ... -. .; ;ч ,., х
. %% о %.
.. я-- .
.; e - i--- -ч- :;
..,:1;
Фиг.2
