Изобретение относится к производству полупроводниковых приборов, к оборудованию Для присоединения проволочных выводов к контактным площадкам кристаллов и внешним выводам транзисторов, диодных матриц, интегральных схем, собираемых ленточным способом.
Известны установки для приварки проволочных выводов, содержащие механизм подачи ленты с кристаллами, рабочий столик для размещения и фиксации ленты, установленный на микроманипуляторе горизонтальных перемещений, сварочную головку с двумя инструментами для приварки к контактным площадкам кристалла проволочных выводов, закрепленных в независимых держателях инструмента, механизм подачи проволоки, головку контактной сварки для присоединения проволочных выводов к внещним выводам, газовую горелку для отрезки выводов.
Эти установки предназначены для одновременной приварки двух проволочных выводов к кристаллу с определенно расположенными контактными площадками, что компенсирует неточность посадки кристалла на ленту.
В известных установках при приварке четырех и более выводов необходимо дважды пропускать ленту с кристаллом через рабочую зону, что снижает производительность труда.
тизировать приварку четырех и более проволочных выводов к кристаллам с малыми размерами контактных площадок за один проход ленты с кристаллами.
Это достигается тем, что головка для приварки проволочных выводов к контактным площадкам кристалла содержит механизм коррекции подвода двух сварочных инструментов на контактные площадки кристалла, в котором держатели сварочных инструментов через вертикальные оси закреплены на подвшкных каретках, установленных на подвижной плите. Одна из кареток служит для предварительной установки сварочных инструментов, а другая взаимодействует с кулачк.ом, установленным на подвижной плите и щарнирно связанным через палец и вильчатое коромысло с ползуном, приводимым в движение от кулачка распределительного вала, причем другое плечо вильчатого коромысла расположено под установленным на подвижной плите эксцентриком с двумя ведомыми пальцами, служащим для поворота держателей сварочных инструментов, прижатых к эксцентрику пружиной.
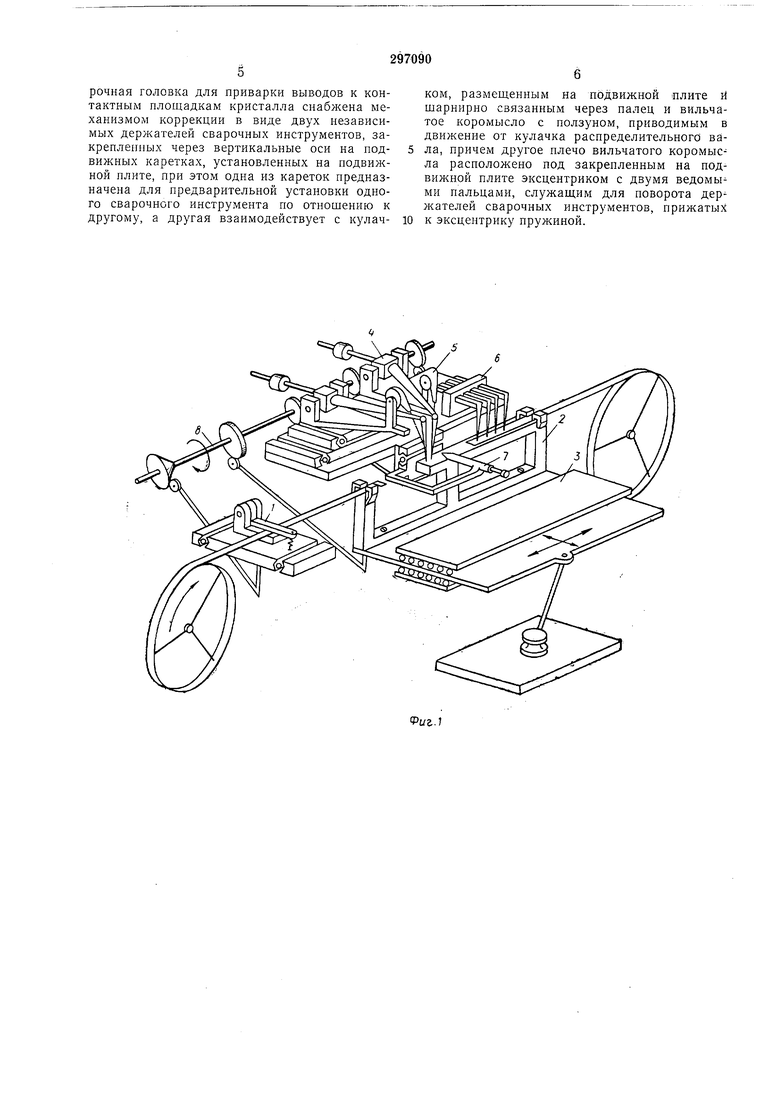
Коррекцией подвода сварочных инструментов на контактные площадки кристалла достигается их совмещение независимо от неточности посадки кристалла на ленту с его разворотом относительно оси ленты в преде3лах ±10°, которые обеспечивает установка для посадки кристалла на ленту. На фиг. 1 изобралсен общий вид установки; на фиг. 2 - механизм коррекции подвода сварочных инструментов на контактные площад-5 ки кристалла. Установка содержит расположенные на общей станине механизм 1 подачи ленты с напаянными кристаллами, рабочий столик 2 для размещения и фиксации ленты, установ- 0 ленный на микроманипуляторе 5 горизонтальных перемещений, сварочную головку 4 с механизмом коррекции для -приварки проБолочных выводов к контактным площадкам кристалла, механизм 5 подачи проволоки,1 сварочную головку 6 для приварки проволочных выводов к внешним выводам полупроводниковых приборов, газовую горелку 7 для отрезки проволочных выводов, распределительный кулачковый вал 8.20 Сварочная головка с механизмом коррекции для приварки проволочных выводов к контактным площадкам кристалла снабжена держателями 9 и 10, сварочных инструментов, закрепленными через вертикальные оси //,25 12 на горизонтально перемещающихся в щариковых направляющих каретках 13, 14, установленных, очередь, на горизонтально перемещающейся в шариковых направляющих нлите 15. Каретка 14 прижата пружи-30 ной к кулачку 16 и может перемешаться в направляющих за счет его поворота от рукоятки 17. Кулачок 16 через палец 18, входящий в паз одного из плеч вильчатого коромысла 19, закрепленного щарнирно на ползу-35 не 20, соединен другим плечом коромысла с двумя ведомыми пальцами 21 эксцентрика 22, который корректирует вывод на контактные площадки держателей 9, 10 сварочных инструментов, поворачиваемых вокруг осей 11, 12.40 Эксцентрик 22 через кронштейн 23 закреплен на плите 15, при перемещении которой сварочные инструменты отскакивают на шаг, равный расстоянию между контактными площадками кристалла. Держатели инструмен-45 тов опираются на шток 24, соединенный рычагом 25 с распределительным кулачковым валом 8. Ползун 20 связан с валом 8 через шток 26. Для раздвигания держателей сварочных50 инструментов служит вилка 27, посаженная на ось 28, которая тягой 29 и рычагом 30 связана с валом 8. Для отгибки проволочного вывода на держателе 10 сварочного инструмента установлен лепесток 31, закрепленный55 на кронщтейне 32. Лепесток связан тросиком 33 и рычагом 34 с распределительным кулачковым валом 8. Для отгибки четвертого проволочного вывода служит плужок 35. Приварка проволочных выводов на установке60 происходит следующим образом. Микроманипулятором 3, на котором установлен рабочий 4 держателе 9, Затем совмещают второй сварочный инструмент, находящийся на держателе 10, с другой контактной площадкой кристалла, перемещая каретку 14 перпендикулярно движению ленты при помощи кулачка 16 рукояткой 17. После этого включается автоматическая приварка проволочных вывО дов. Сварочные инструменты опускаются на контактные площадки кристалла при помощи штока 24, приводимого в движение от кулачкового вала 8 через рычаг 25, и происходит одновременная приварка двух проволочных выводов. Затем сварочные инструменты поднимаются обратным ходом штока с одновременным их раздвиганием вилкой 27, а газовая горелка 7, которая перемещается в горизонтальной плоскости, образует проволочные выводы на необходимой высоте от кристалла, Приварка двух других проволочных выводов производится следующим образом. При повороте кулачка 16, который был повернут для перемещения каретки 14, палец 18 одновременно поворачивает на необходимый угол вильчатое коромысло 19. При перемещении ползуна 20 с шарнирно закрепленным на нем вильчатым коромыслом 19 разворачивается эксцентрик 22. Разворот эксцентрика прекращается, когда ведомые пальцы 21 входят в контакт с вильчатым коромыслом 19. После этого движение от ползуна передается плите 15 через пальцы 21 и закрепленный на плите эксцентрик 22. Плита соверщает отскок между упорами, равный шагу между двумя приваренными выводами и следующей парой контактных площадок. Таким образом, за один ход ползуна происходят коррекция сварочных инструментов и их перемещение на следующую позицию. Затем опускают сварочные инструменты с одновременной отгибкой задней гранью инструментов проволочных выводов, приваренных на первой позиции, и производят сварку. После сварки происходит подъем инструментов с одновременным их раздвиганием, и лепесток 31 отгибает проволочный вывод, приваренный инструментом, закрепленным на держателе 10. Вывод, приваренный инструментом, закрепленным на держателе 9, отгибается плужком 35, установленным на рабочем столике 2, при перемещении ленты на щаг. После отгибки проволбчных выводов их свободные концы привариваются четырьмя инструментами головки 5 к внешним выводам на последующей позиции, совмещенной по щагу ленты, „ Предмет изобретения Установка для приварки проволочных выводов при сборке полупроводниковых приборов ленточным методом, содержащая мехапизм подачи ленты, рабочий столик для размещения и фиксации ленты, сварочные головки для приварки внутренних и внешних выворочная головка для приварки выводов к контактным площадкам кристалла снабжена механизмом коррекции в виде двух независимых держателей сварочных инструментов, закрепленных через вертикальные оси на подвижных каретках, установленных на подвижной плите, при этом одна из кареток предназначена для предварительной установки одного сварочного инструмента по отношению к другому, а другая взаимодействует с кулачком, размещенным на подвижной плите ri щарнирно связанным через палец и вильчатое коромысло с ползуном, приводимым в движение от кулачка распределительного вала, причем другое плечо вильчатого коромысла расположено под закрепленным на подвижной плите эксцентриком с двумя ведомыми пальцами, служащим для новорота дер жателей сварочных инструментов, прижатых
к эксцентрику пружиной.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ ПРОВОЛОЧНЫХ ВЫВОДОВ | 1970 |
|
SU258459A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| Устройство для микросварки | 1976 |
|
SU575191A1 |
| Устройство для монтажа микросхем | 1976 |
|
SU649065A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ СВАРОЧНОЙ ГОЛОВКИ | 1991 |
|
RU2068600C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Установка для микросварки | 1972 |
|
SU452459A1 |
| АВТОМАТ ДЛЯ СВАРКИ | 1972 |
|
SU418298A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Установка для присоединения проволочных выводов | 1975 |
|
SU534809A1 |