Известен планетарный прокатный стан, содержащий центральный опорный валок, планетарные рабочие валки и сепаратор.
Предложенный планетарный стан отличается тем, что планетарные рабочие валки установлены на промежуточных планетарных опорных валках, сепараторы которых смонтированы на центральном опорном валке. Это позволяет улучшить качество поверхности прокатываемой полосы и повысить скорость прокатки.
На фиг. 1 показана схема деформации металла при прокатке; на фиг. 2 - первый вариант выполнения стана, разрез по валкам; на фиг. 3 - второй вариант выполнения стана, разрез по валкам; на фиг. 4 - кинемат ческие схемы скоростей движения валков.
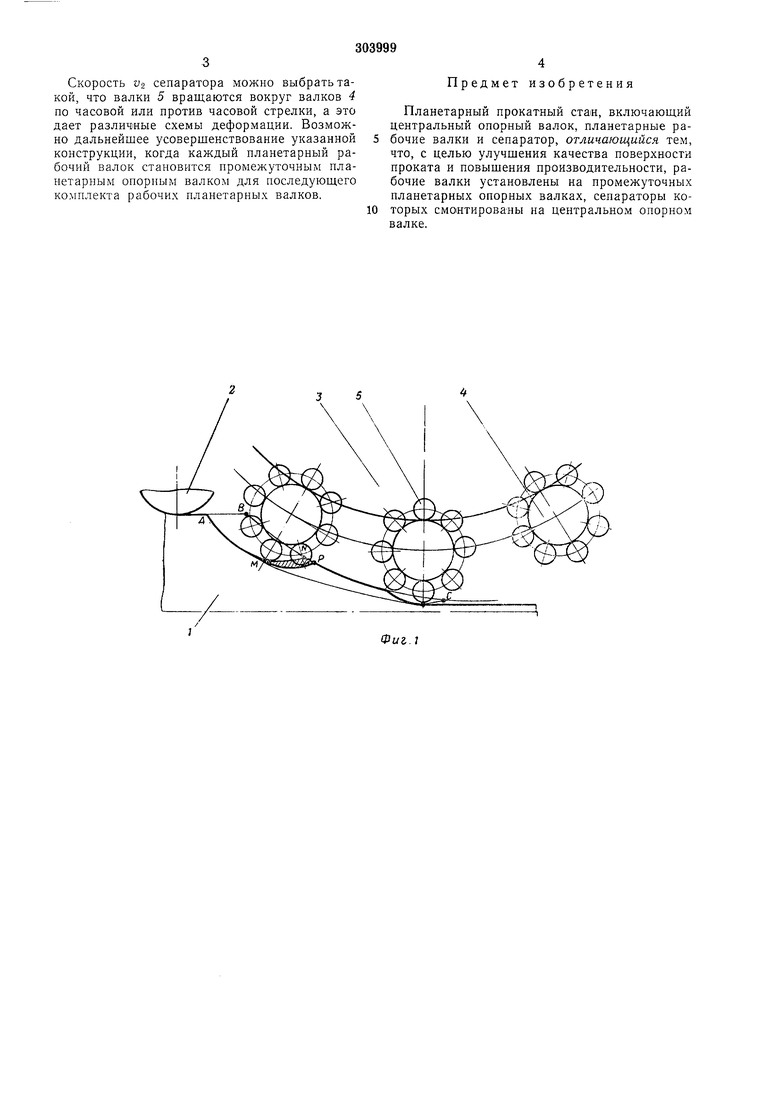
Па фиг. 1 даны следующие обозначения: прокатываемая полоса 1, валки 2 подающей клети, центральные опорные валки 3, промежуточные планетарные опорные валки 4, планетарные (бипланетарные) рабочие валки 5.
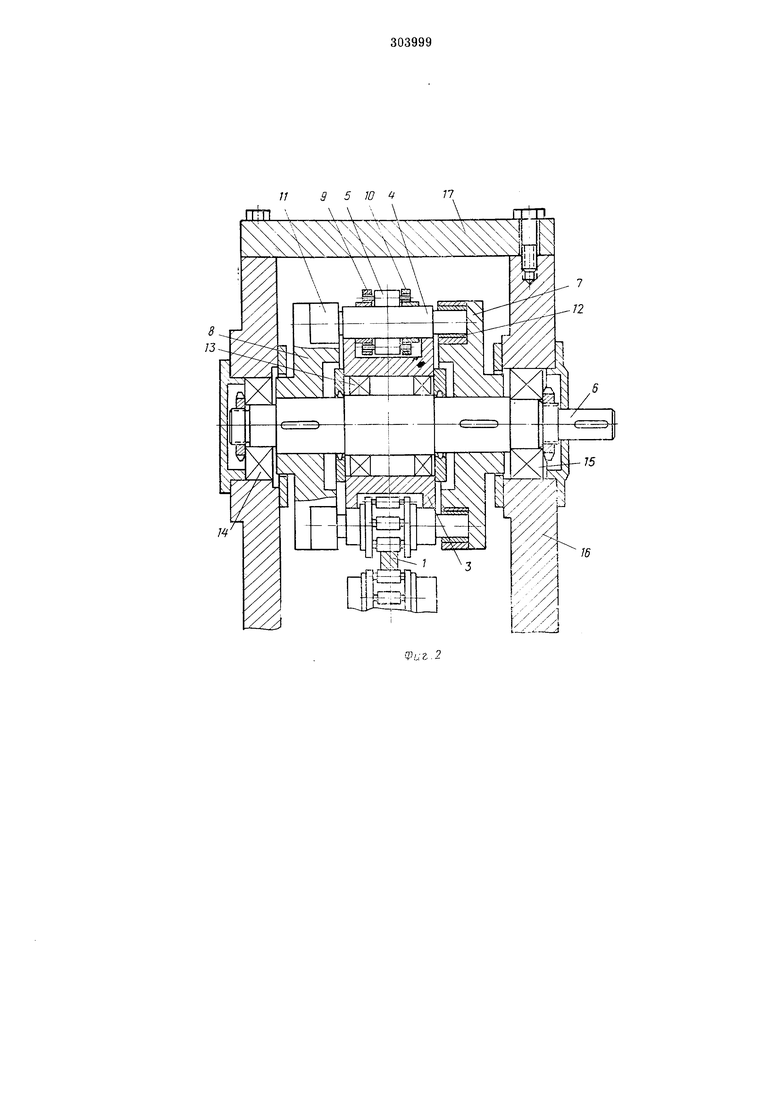
В первом варианте выполнения стана (см. фиг. 2) вращение валкам 4 передается через вал 6 и сепараторы 7 и 8 планетарных валков, на которых установлены сепараторы 9 и 10 бипланетариых валков.
Валки 4 размещены в подущках // на подщипниках 12, опорный валок 3 - на подшипниках 13, а приводной вал 6 - .на подшипниках 14 и 15. Центральные опорные валки 3 находятся в станине 16 с крыщкой 17.
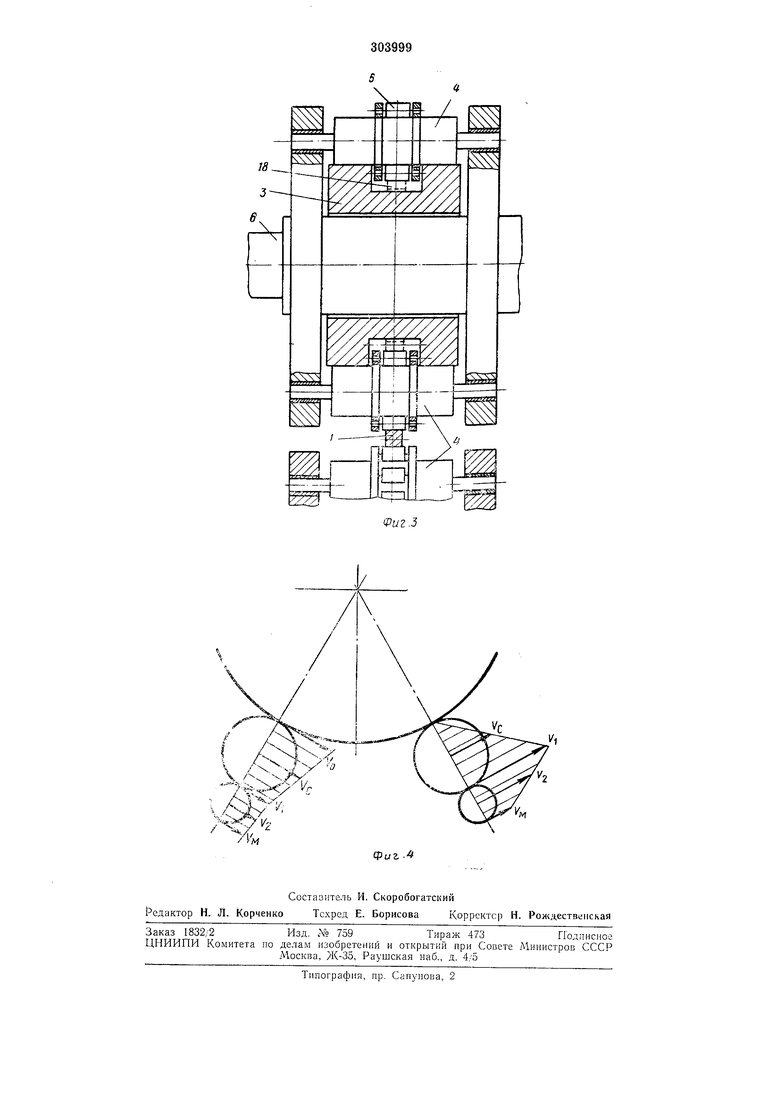
При втором варианте выполнения стана (см. фиг. 3) центральный опорный валок 3 является неприводным и установлен на валу 6. Планетарные опорные валки 4 опираются на валок 3, а планетарные рабочие валки 5 смонтированы в сепараторе вокруг планетарных валков 4.
Для повышения жесткости планетарных рабочих валков на центральный опорный валок устанавливается кольцо 18 с возможностью врапения относительно опорного валка 3, причем за счет изменения размеров кольца
создается предварительный противоизгиб валков 4 и 5.
При прокатке (см. фиг. 1) зона деформации полосы для одного планетарного рабочего валка 5 обозначается буквами ЖЛФ (заштрихованная зона), а для промежуточного планетарного опорного валка 4 с комплектом планетарных рабочих валков 5 - буквами ABC.
Если при прокатке известна скорость металла Им, то, задавая скорости Uj и i., определяют скорость tl, а зная скорости ui и УМ, определяют скорость со сепаратора биплаиетарных валков. В частности, мол-сно остановить опорные валки (см. фиг. 4), приняв :о 0, а УС-произвольным.
Скорость vz сепаратора можно выбрать такой, что валки 5 вращаются вокруг валков 4 по часовой или против часовой стрелки, а это дает различные схемы деформации. Возможно дальнейшее усовершенствование указанной конструкции, когда каждый планетарный рабочий валок становится промежуточным планетарным опорным валком для последуюш,его комплекта рабочих планетарных валков.
Предмет изобретения
Планетарный прокатный стан, включаюш.ий центральный опорный валок, планетарные рабочие валки и сепаратор, отличающийся тем, что, с целью улучшения качества поверхности проката и повышения производительности, рабочие валки установлены на промежуточных планетарных опорных валках, сепараторы которых смонтированы на центральном опорном валке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1983 |
|
SU1117096A1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2008 |
|
RU2386495C1 |
| Узел валков прокатной клети полосового стана | 1983 |
|
SU1355112A3 |
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1993 |
|
RU2108175C1 |
| СПОСОБ УВЕЛИЧЕНИЯ СОРТАМЕНТА ПРОКАТА ОБОРУДОВАНИЯ ДЛЯ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И ПРЕДНАЗНАЧЕННОЕ ДЛЯ ЭТОГО ОБОРУДОВАНИЕ | 2003 |
|
RU2344890C2 |
| Рабочая клеть сортового планетар-НОгО CTAHA | 1979 |
|
SU845893A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПРОКАТНАЯ КЛЕТЬ И ОБОРУДОВАНИЕ ДЛЯ ПРОКАТКИ | 2013 |
|
RU2662754C2 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
Фиг.1
;/ 3 5 ю rrtn у
77
