Изобретение относится к устройствам, предназначенным для механизации шлифовальнополировальных работ -и широкое применение :в химическом, нефтяном, энергетическо.м машиностроен.ии, а также в авиадвигателестроении, судостроении и других отраслях .промышленности.
Известны устройст1ва для механизации процеосов шлифования и .полирования поверхностей тел врашения с разл.ичиой -кривизной, в частности эллиптических днищ, содержаш,ие вертикальную колонну, по которой с равномерной скоростью перемещается каретка, с щарнирно пр-икрепленным к ней рычагом, на свободном конце которого установлена шлифовальная головка с инструментом.
ПрИ работе по такой схеме величина вертикального перемещения каретки, являющаяся задающим .параметром по отношению к подаче инструмента на строку, определяется исходя из максимального радиуса кривизны днища .и минимального угла подъема кривой, образующей днище. Область минимальной кри1в.изны кривол.И|Нейной образующей в эллиптических днищах находится в центре днища. Иа участках с большей кр.ивизлой можно увеличить вертикальную подачу, что в известных устросйтвах не используется.
ной подачи, выоирается из учета м.ини.мального радиуса кр.ивизны образующей днища.
Предлагаемое устройство выполнено в виде портала с вертикально перемещающейся
по его колоннам несущей несколько горизонтально перемещающихся кареток с инстру.менто.м, на одной (или нескольких) из которых, предназначенной для обработки участков поверхности с большей кривизной, дополнительно установлен суппорт принудительной вертикальной подачи. Такое выполнение позволяет осуществить одновременную обработку всей поверхности .нескольк-и.ми инстру.мента.ми, каждый из которых предназначен для
обработки участка с определенной кривизной синхронно с другими инструментами во времени.
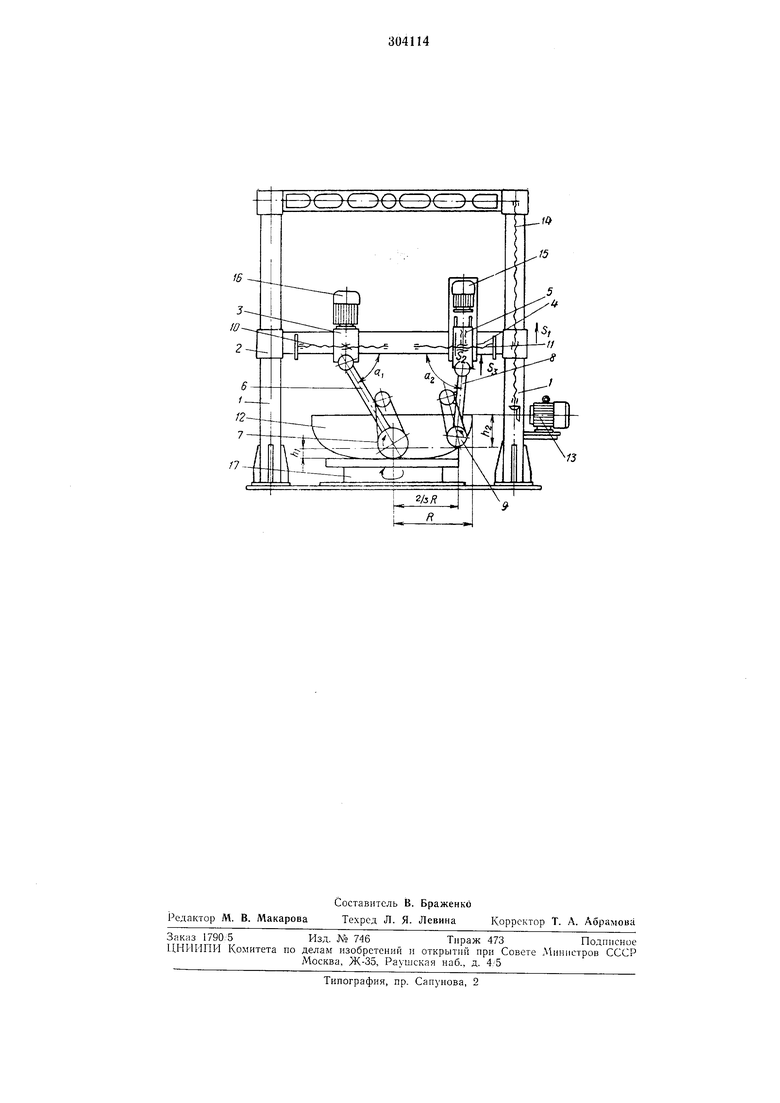
На чертел е показана схе.ма устройства. На 2-х колоннах портала / в вертикальной
плоскости перемещается горизонтально расположенная траверса 2, по .направляющим которой могут пере.мещаться две каретки 3 и 4, причем на каретке 4, в свою очередь, и.меется суппорт 5 с направляющи.ми. К каретке 3
шарнирно прикреплен рычага 6, на свободном конце которого имеется шл 1фовальная головка с абразивным инструментом 7. К суппорту 5 также шарнирно закреплен рычаг 8, несущий на своем свободном конце аналогичную
MeuTO.M 9. Причем, диаметр абразивного ннструмелта 7 больше диа.метра абразивного инструмента 9. Ходовые винты 10 и Л служат для ручной настройки иоложения инстру.мента относительно образующей днища 12. Электродвигатель 13 через ходовой винт 14 осуществляет привод вертикальной лодачи со скоростью Si горизонтальной траверсы 2. Электродвигатель 15 осуществляет привод щллфовальной головки с абразивным инструментом 9 и вертикального перемещения суппорта 5 со скоростью 2 относительно каретки 4. Электродвигатель 16 осуществляет привод шлифовальной головки с абразивным инструментом 7. Вращающийся стол 17 служит для установки обрабатываемого изделия. Р|еверсивное переключение работы суппорта, кинематически связанного с направлелным движением траверсы, осуществляется концевыми иереключателями.
Таким образом, подача па строку при шлифовании участка днища с малой кривизной абразивным инструментом 7 осуществляется задающим параметром скорости Si вертикального перемещения горизонтальной траверсы 2, причем величина этой скорости зависит от максимального радиуса кривизны в иентре днища и выбранного диаметра абразивного инструмента 7. Подача на строку при шлифовании участка днища с большой кривизной абразивным .инструментом 9 определяется скоростью вертикального перемещения центра шарнирного подвеса рычага 8. Эта скорость равна сумме скоростей; скорости Si подъема горизолтальной траверсы 2 и скорости S2 суппорта 5 каретки 4, т. е. S3 Si-i-S2.
Причем Sa рассчитывается таким образом, чтобы за время подъема абразивлого инструмента 7 на величину /1ь абраз.ивцый инструмент 9 ноднялся на величину hz, а диаметр абразивного иистру1мента 9 выбирается исходя из минимального радиуса «ривизны образующей днища.
Обработка внутренних поверхностей тел вращения производится следующим образодь
Днище 12 устанавливается на стол 17 и приводится во вращение. Абразивный инструмент 7 с иомощью ходового винта 10 выставляется в центре обрабатываемого изделия, иричсм рычаг и, несущий шлифовальную головку с аоразивным инструментом 7, определенный угол наклона ai, между своеГ) осью и траверсой 2. Абразивный инструме)1т 9 так же с ломощью ходового винта // выставляется в начале участка образующей днища с крутым нодъемом кривой под углом яз к горлзолтали. Причем для всех эллиптических днищ начало крутого лодъема образующей днища находится примерно на расстоя2НИИ, равном -R от центра днища, где R -
радиус днища, а углы cci и a.z для всего диапазона размеров днищ одинаковы. Далее включаются электродвигатели 13, 15 и 16, л результате чего точки лодвеса рычагов 6 и И нодиимаются вверх, а шлифовальные головки с абразивными инструментами 7 м 9 за счет этого перемещения и вращения рычагов вокруг шарлиров будут церемещаться но криволинейным участкам образующей днища 12. Причем совмещение времени шлифования участка днища :малой кривизны абразивным инструментом 7 и участка с большой кривизной абразивным инструменто.м 9 значительно сокращает время щлифования и тем самым повышает производительность труда.
Предмет изобретения
Устройство для шлифовалия и полирования поверхностей тел вращения переменной кривизны вращающимся абразивным инструментом, усталовленным на свободном конце рычага, щарнирно закрепленного вторым концом на получающей вертикальное перемещение каретке, отличающееся тем, что, с целью одновременной обработки всей поверхности несколькими инструментами, каждый из которых предназначен для обработки участка с определенной кривизной синхронно с другими инструментами во времени, оно выполнено в виде портала с вертикально перемещающейся по его колоппам траверсой, -несущей несколько горизонтально перемещающихся кареток с инструменом, на одной (или нескольких) из которых, предназначенной для обработки участков поверхности с больщей кривизной, дополнительно установлен суппорт принудительной вертикальной подачи.
/5
f
5
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1974 |
|
SU500032A2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047465C1 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1985 |
|
SU1234164A2 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Станок для двухстороннего шлифования деталей аэродинамического профиля абразивными лентами | 1978 |
|
SU905009A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |