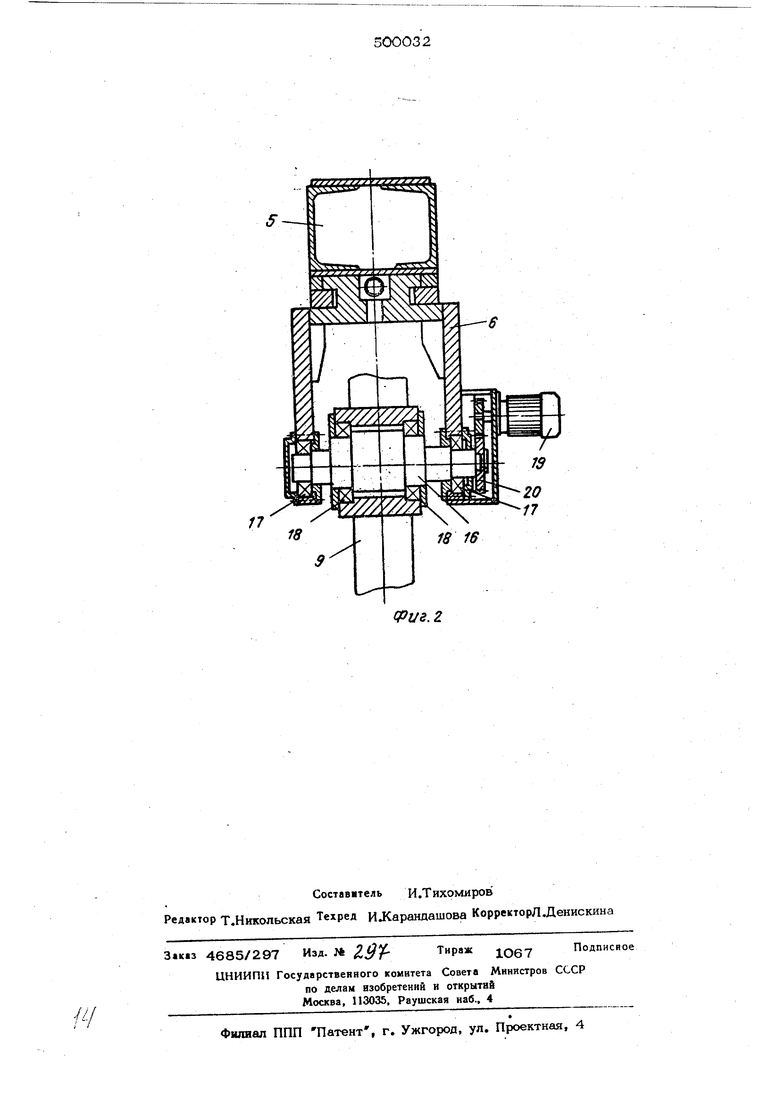
Для регулирования усилия прижима инструмента к oepaeaTbiBaeMou поверхности на рычаге 9 размещен груз-противовес 11, который может перемещаться по направляк щим 12 от электродвигателя 13 и ходового винта 14. Вращение абразивного инструмента осуществляется от электродвигателя 15. Шарнирный подвес рычага 9 выполнен в виде эксцентриково5 оси 16, которая смон тирована с помощью шарикоподщипников 17 на каретке 6. Эксцентриситет оси 16 равен выбранной величине амплитуды качания инструмента. На оси 16 установлены подшипники 18 на которые посажен рычаг 9, несуцу1й йшифовапьную головку. Ось 16 приводится во вращение относительно рычага 9 электродвигателем 19 через пару сменных шестерен 2О. Сменные шестерни 2.0 обеспе чивают необходимое число оборотов (частоту кача1шя инструмента) оси 16 в зависимости от скорости изделия и высоты абразивного инструмента. Вращающийся стол 21с индивидуальным электроприводом служит для .установки обрабатываемого изделия и придания ему вращательного движения. Устройство работает следующим образом Обрабатываемой изделие устанавливгиот яа стол 21 и привесят во вращение. Абрб зивный инструмент 1О выставляют в центре обрабатываемого изделия и приводят во вращо1ше от электродвигателя 15. Одновременно устанавливают необходимое полож.енче груза-противовеса 11, обеспечивгиошее требуемое усилие прижима инструмента 1О к обрабатываемой поверхности. Контроль усилия прижима осуществляют косвенным образом - по силе потребляемого тока элек тродвигателем 15 (амперметр расположен на пульте управлешш). Затем включают в работу приводы вертикального перемещешся суппорта 2 по колонне 1 и горизонтального перемещения каретки 6 по траверсе 5. В результате сложешш двух движений - го усзонтального и вертикального шарнирный подвес рычага 9 перемещается вдоль образующей изделия от его центра к периферии. При этом скорости-вертикального и гор;;зонтального 11еремеще1шй оси 16 шарнира выбирают таким образом, чтобы осуществля лась заданная подача на один оборот изделия. Так как рычаг 9, несущий шлифовальную головку С абразивным инструментом 1 навешен на ось 16 шарнирного подвеса с омощью подшипников 18, то в процессе еремещения оси шарнира вдоль образующей зделия абразивный инструмент за счеТ поорота рычага 9 на оси 16 копирует кривоинейный профиль обрабатываемой поверхости. При движении абразивного инструмента о образующей вращающегося изделия просходит шлифование по строкам. При вклк ении привода вращения эксцентриковой оси 16, последняя, вращаясь относительно рыага 9 в подшипниках 17, заставляет соeijiiiaTb качательные движения в плоскости вращения абразивного инструмента этот рычаг со шлифовальной головкой и абразивным инструментом. При этом шлифовальный инструмент 10, качаясь в плоскости овоего вращения и сошлифЪвывая метгалл с обрабатываемой поверхности, одновременно за счет поворота рычага 9 на подшипнике 18 обкатывается по криволинейной (или прямолинейной) образующей в пределах удвоенно амплитуды качания. Качание инструмента по образующей происходит относительно центра ее кривизны, т. е. качание инструмента осуществляется относительно ,. оси, проходящей в каждый момент времени через центр кривизны обрабатываемого участка профиля изделия. Последовательное перемещение оси шарнира с качающимся инструментом вдоль образующей приводит к последовательному перемещению оси качанкя инструмента по эволюте, образующей изделия. В результате качательных движений инструмента увеличивается шгфина каждой строки и уменьшается высота остающихся межстрочечных гребешков, что в конечном итоге позволяет повысить производительность шлифования и улучшить качество обработки. Формула изобретения Устройство для шлифования и полИрова- ния поверхности тел вращения переменной . кривизны по авт. св. № 304114, отличающееся тем, что, с целью повышения производительности и качества обработки, шарнирное закрепление рычага, на свободном конце которого установлен абразивный инструмент, выполнено в виде эксцентрика, снабженного автономным ре- гулируемым приводом вращения.
Фие.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1986 |
|
SU1346398A2 |
| Устройство для шлифования и полирования поверхностей тел вращения переменной кривизны | 1985 |
|
SU1234164A2 |
| Устройство для шлифования металлических листов | 1975 |
|
SU551156A1 |
| Способ бескопирного шлифования фасонных поверхностей | 1976 |
|
SU742111A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047465C1 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕНИИХ | 1972 |
|
SU340518A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Устройство для шлифования деталей круглого сечения из древесины | 1981 |
|
SU1007934A2 |
| Устройство для шлифования фасонных тел вращения | 1986 |
|
SU1393607A1 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |