Изобретение относится к области изготовления резиновых кольцевых изделий, а именно к вулканизаторам для приводных ремней.
Известны вулканизаторы для приводных ремней, содержащие установленные на их крышках верхнюю неподвижную и нижнюю подвижную полуформы и пакет промежуточных прессформ с выталкивателями готового изделия. Однако в известных вулканизаторах не обеспечивается возможность поочередного опускания промежуточных прессформ, что определяет низкую производительность вулканизаторов.
В предлагаемо.м вулканизаторе промежуточные прессформы смонтированы с возможностью перемещения па вертикальных винтовых направляющих, угол подъема винтовых линий которых меньще угла трения, и снабжены фиксаторами и блокирующими упорами, установленными на поворотных связанных через зубчатую пару щтангах. С целью исключения смещения заготовки изделия при смыкании прессформ, выталкиватели снабжены лодпружиненными буферами.
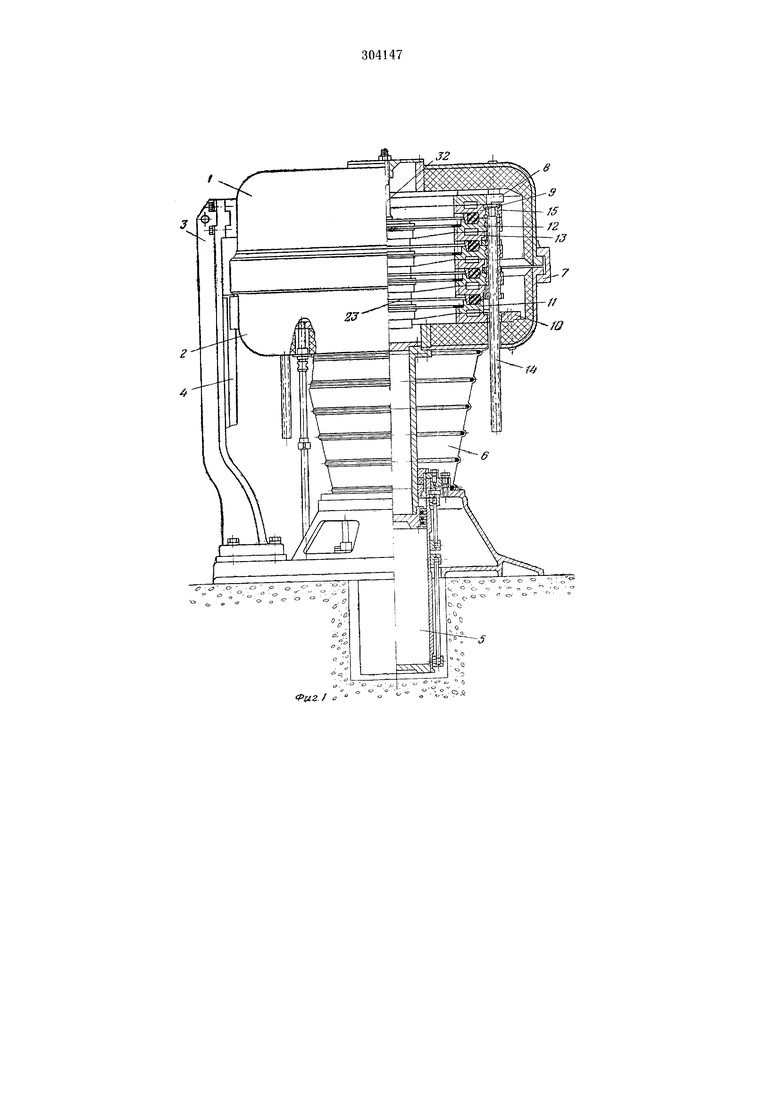
Па фиг. 1 изображен предлагаемый вулканизатор; па фиг. 2 - промежуточная форма; вид в плане и разрезы по А-А, по Б-Б и В-В; па фиг. 3 - разрезы по Г-Г и Д-Д.
Предлагаемый вулканизатор состоит из верхней 1 и нилшей 2 крыщек, жестко закрепленных па раме 3. Пижняя крыщка 2 по вертикальным направляющим 4 рамы 3 перемещается штоком приводного телескопического гндроцнлпндра 5, предохраняемого от загрязнения ограждением 6. Крышки запираются батонетным затвором 7. С верхней крышкой 1 через обогреваемую плиту 8 жестко связана верхняя неподвижная полуформа Я а с нижней крышкой 2 через обогреваемую плиту 10 л естко связана нижняя подвижная полуформа 11. Промежуточные нрессформы, состоящие из верхних 12 и нижних 13 полуформ, смонтированы с возможностью перемещения на трех винтовых нанравляющих 14, угол подъема винтовых линий которых меньше угла трения. Виптовые направляюшие 14 посредством опор 15 жестко укреплепы на верхней обогреваемой плите 8. Верхние иолуформы промежуточных
прессформ снабжены тремя опорами 16, в которых вращаются зубчатые гайки 17, связанные между собой венцовой шестерней 18, закрепленной па полуформе 13 с помощью равномерно распределенных по окружности шариков. Па участке Б-Б вепцовая шестерня 18 имеет вырез, левый торец которого находится в контакте с подпружиненным ф 1ксатором 19, обойма которого прикреплена к нижней промежуточной полуформе 13. Из
контакта с шестерней 18 фиксатор 19 выводится собачкой 20. Для регулирования скорости опускания .промежуточных форм служит регулируемый ленточный тормоз 21, упор 22 которо10 расноложен в вырезе шестерни 18. Для выталкивания готовых изделий имеются выталкиватели 23, каждый нз которых содержит нластину 24, жестко связанную со втулкой 25, установленной в нанравляюш;ей обойме 26, закрепленной в верхней полуформе }2, и подпружиненный буфер 27, который независимо от пластины 24 и связанной с ней втулки 25 может перемещаться в направляющем стакане упора 28. На пластине 24 с помощью замковых пазов устанавливается сменное наборное кольцо 29 с затотовкой изделия 30.
На торцах кольца 29 имеются канавки для выхода облоя. Нар подводится к вулканизатору по шарнирным паропроводам 31. На верхней крышке / вулканизатора закреплен регулируемый винтовой упор 32, также предназначенный для осадки буфера 27 выталкивателей нилсераоположенных иолуформ с целью установки наборного кольца 29 с заготовкой 30 в рабочее пространство полуформ при их смыкании.
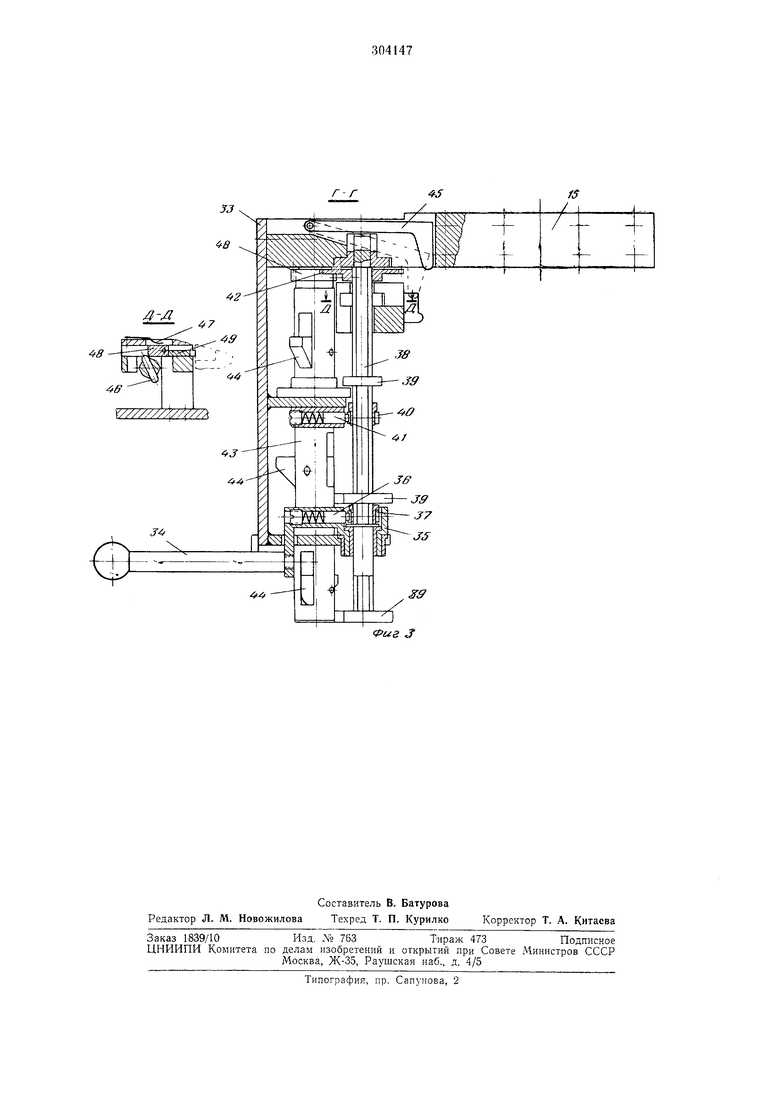
Механизм блокировки и опускания промежуточных форм состоит из жестко соединенной с опорой 15 коробчатой рамы 33 и подпружиненной рукоятки 34, связанной с обоймой 35, в которой расположен подпружиненный фиксатор 36, находящийся в постоянном контакте с храповиком переключения 37, закрепленном на вертикальной щтанге 38. На этой же щтанге закреплены три кулачка 39 и остановочный храповик 40, находящийся в постоянном контакте с подпружиненным фиксатором 41, установленным в закрепленной на раме 33 обойме. Через зубчатую пару 42 (мультипликатор) щтапга 38 связана со щтан1ой 43, на которой имеются блокирующ,ие упоры 44, предотвращающие самопроизволь юе опускание промежуточных форм. Нзменение положения кулачков 39 относительно собачки 20 фиксатора блокирующих упоров 44 относительно промежуточных прессформ при случайрюм повороте рукоятки 34 в конце полного рабочего цикла опускания промежзточных форм предотвран1ается падающей зап елкой 45, запираюп.1ей щтангу 38.
Кулачки 39 и блокирующие упоры 44 в исходное положение возвращаются стартовым механизмом, состоящим из запрессованного в щтангу 38 кольца 46, пластинчатой нружины 47, упора 48 и щарнирно соединенного с ним толкателя 49.
Работа вулканизатора осуществляется следующим образо.м.
Нри подъеме гидроцилиндром 5 нижней крыщки 2 вулканизатора с расположенными на ней нижней полуформой /) и пакетом промежуточных форм, закрепленные в опорах 16 зубчатые гайки 17, перемещаясь вдоль направляющих винтов 14, приводят во Bpanieние венцовую шестерню 18. В момент смыкания пакета промежуточных форм с верхней
полуформой 9 вырез веицовой niecTepiiii 18 на участке Б-Б устанавливается против закрепленного на про 1ежуточной форме подпружиненного фиксатора 19. Фиксатор 19 стопорит венцовую HiecTepHio 18, а через нее и зубчатые гайки 17, так что при последуюн1ем опускании нижней крыщки формы 2 с укрепленной на ней нижней нолуформой 11, каждая промел уточная форма остается зафиксированной на винтовых направляющих 14 в крайнем верхнем положении. Нижняя промежуточная форма еще и блокирована от самопроизвольного опускания упором 44.
На выталкивателе 23 нижней полуформы // устанавливается наборное кольцо 29 с затотовкой изделия 30.
Новоротом рукоятки 34 нижний блокирующий упор 44 выводится из-под нижней промелсуточной формы, а упор 44 блокирует ее, при этом кулачок 39 входит в контакт с собачкой 20 и выводит подпрул иненный фиксатор 19 из выреза венцовой шестерни 18. Нод действием собственного веса эта промел уточная форма опускается до соприкосновения с лолуформой 11.
Плавность опускания промежуточных форм регулируется натяжением ленточного тормоза 2/.
Упор 28 выталкивателя 23, устаиовленного па опускающейся промежуточиой форме, в момент контакта с подпружиненным буфером 27 выталкивателя нижней гюлуформы // осал ивает его, а выталкиватель 23 с установленным на нем с.меиныМ наборным кольцом 29 и заготовкой ремня 30 свободно, без усилия со стороны прулсины буфера, устанавливается в формуюн ем пространстве между нижней иолуформой 11 и нижней полуформой 13 промел уточной формы.
Такая свободная установка заготовки 30 исключает смещение ее относительно кордового сердечника, набранного на сменное кольцо 29 и позволяет упростить конфш урацию резиновой заготовки ремня.
На выталкивателе опустившейся проме/куточной формы устанавливается второе с.менное наборное кольцо 29 с заготовкой ремня 30. Новым поворотом рукоятки 34, вернувшейся в исходное положение под действием , второй блокируклций упор 44 выводится из-под второй промежуточной формы, которую блокирует упор 44 при этом кулачок , взаимодействуя с собачкой 20, ociioбол дает венцовую шестерню 18. Нронсходш спуск второй промел уточной формы и установка на ее выталкивателе третьего паборного кольца 29 с заготовкой ремня 30. А11алогичным образом производится опускание и загрузка последней промежуточной формы.
При спуске последней промежуточной формы падающая защелка 45, ранее нриподиятая ее опорой 16, опускается в прорезь на верхнем конце штанги 38, исключая возможность нарушения последовательности действия блокируюншх уиоров и кулачков дефиксации при случайном повороте рукоятки 34, когда
промежуточные формы находятся в крайнем нижнем положении.
Затем гидроцилиндром 5 заправленный резиновыми заготовками ремней пакет прессформ смыкается. При этом опора 16, укрепленная на промежуточной форме поднимает падающую защелку 45, обеспечивая тем самым возможность поворота штанге 38. Шарнирно связанный с упором 48 стартового механизма толкатель 49, следя ло наклонному пазу, выполненному в той же опоре 16, поворачивает кольцо 46 и жестко связанную с ним штангу SS, а через нее и толкатель 49 с блокирующими упорами 44 в исходное положение.
При полном смыкании полуформ, крыщки 7 и 2 вулканизатора запираются байонетны;м кольцом 7, гидропривод подъема нижней крышки отключается и происходит .процесс вулканизации.
По окончании технологического времени на вулканизацию ремней производится раскрытие вулканизатора, при этом промежуточные формы остаются в крайнем верхнем положении.
При повороте против часовой стрелки сменное кольцо 29 с ремнем 30, перемещаясь но наклонным вырезам замковых пазов, поднимается над выталкивателем нижней полуформы 11 и снимается с него. Па его место устанавливается новое сменное наборное кольцо 29 с сырой заготовкой ремня. И так далее в выше изложенной последовательности опускания промежуточных форм.
Предмет изобретения
1.Вулканизатор для кольцевых резиновых изделий, например приводных ремней, содержащий установленные на его крыщках верхнюю неподвилчную и нилснюю подвижную полуформы и пакет промежуточных прессформ с выталкивателями готового изделия, отличающийся тем, что, с целью обеспечения поочередного опускания промежуточных прессформ, последние смонтированы с возможностью перемещения на прикрепленных к верхней крышке вулканизатора вертикальных винтовых направляющих, угол подъема винтовых линий которых меньще угла трения, и снабжены фиксаторами и блокирующими упорами, установленными на поворотных вертикальных щтангах, прикрепленных к верхней неподвижной полуформе и связанных между собой через зубчатую пару.
2.Вулканизатор но п. 1, отличающийся тем, что, с целью исключения смещения заготовки изделия при смыкании нрессформ, каждый выталкиватель снабжен подпрул иненным буфером.
.( о
24 27
А-А
U-X
: : UI jJIMIiH|JJI Il fUS.2
Г- Г
f5
1Фиг J
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1969 |
|
SU235976A1 |
| ПРЕССФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1970 |
|
SU258570A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| ВУЛКАНИЗАТОР | 1971 |
|
SU317538A1 |
| Установка для литья с газовым протидавлением | 1976 |
|
SU576156A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ издЕлийЕ ;из | 1972 |
|
SU331911A1 |
| ЧЕРВЯЧНО-ЛИТЬЕВОЙ РОТОРНЫЙ АГРЕГАТ | 1967 |
|
SU200144A1 |
| ПРЕСС-ФОРМА К УСТАНОВКЕ ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU317541A1 |
| МЕХАНИЗМ УПРАВЛЕНИЯ ДИАФРАГМОЙ ФОРМАТОРА- ВУЛКАНИЗАТОРА | 1970 |
|
SU262378A1 |