Известны червячно-литьевые роторные агрегаты для изготовления полимерных формовых изделий, например для литья под давлением и вулканизации резиновых изделий, включающие смонтированные на опорах горизонтально расположенный ротор с установленными на нем обогреваемыми или охлаждаемыми прессформами и средствами съема готовых изделий и размещенный вне или в центре ротора чер.вяч«ый пресс с закрепленными на его корпусе средствами подачи резиновой смеси, вращения шнека и аксиального перемещения шнека и литьевой головки. Производительность таких агрегатов, а также качество получаемых изделий недостаточно высокие. Предлагается червячно-литьевой роторный агрегат, отличающийся от известного тем, что в червячном прессе средства вращения шпека представляют собою смонтированные в полости корпуса пресса гидроцилиндры с золотником и плунжерами, связанными с роликами, взаимодействующими с поверхностями выступов и впадин вращающегося диска, .соединенного с концом шлицевой чаСТи шнека. В червячном прессе этого агрегата средства аксиального перемещения шнека выполнены в виде установленных на крышке корпуса пресса гидроцилиндров, связанных со щнеком и плунЖером, перемещающимся в полости шнека, и насадки литьевой головки. Агрегат отличается также тем, что в червячном прессе средства аксиального перемещения литьевой головки представляют собою размещенный на опорах .силовой цилиндр со штоком, жестко связанным с корпусом литьевой головки. Для упрощения конструкции агрегата, а также с целью повышения надежности его работы ротор предлагаемого агрегата оборудован периодически вращающимся от силового цилиндра поворотным кольцом, на котором закреплены кассетные прессформы, перемещающиеся на роликах с поворотным кольцом между смонтированными на роторе параллельными и наклонными направляющими. Кроме того, к параллельным направляющим ротора прикреплены плиты с металлическими ИЛИ эластичными диафрагмами, взаимодействующими с промежуточными плитами сжатия частей кассетных прессформ, их тарельчатых пружин и онорных стаканов, в результате чего увеличивается сжатие кассетных прессформ в зоне литья резины. Для механизации открывания кассетных прессформ и закрывания их в центре или вне ротора установлен гидроцилиндр со штоком, шарнирно связанным с рычагом подъема или опускания частей прессформ.
предлагаемом агрегате повышается, качество изготовляемых изделий улучшается.
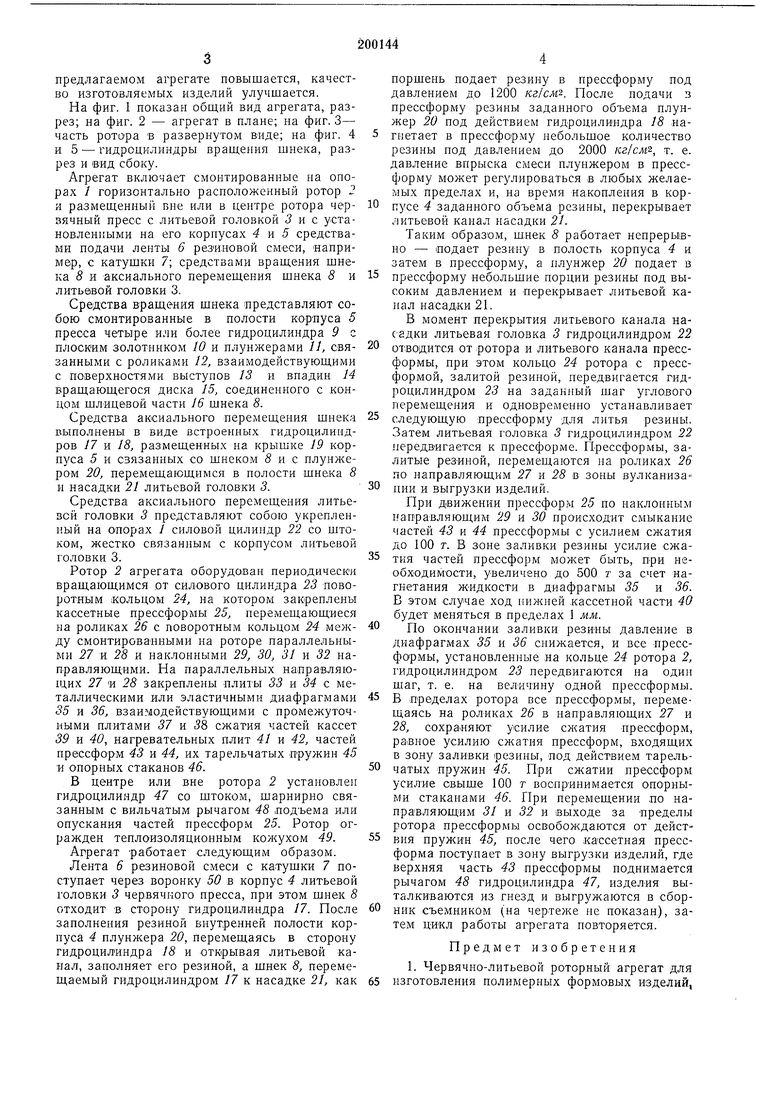
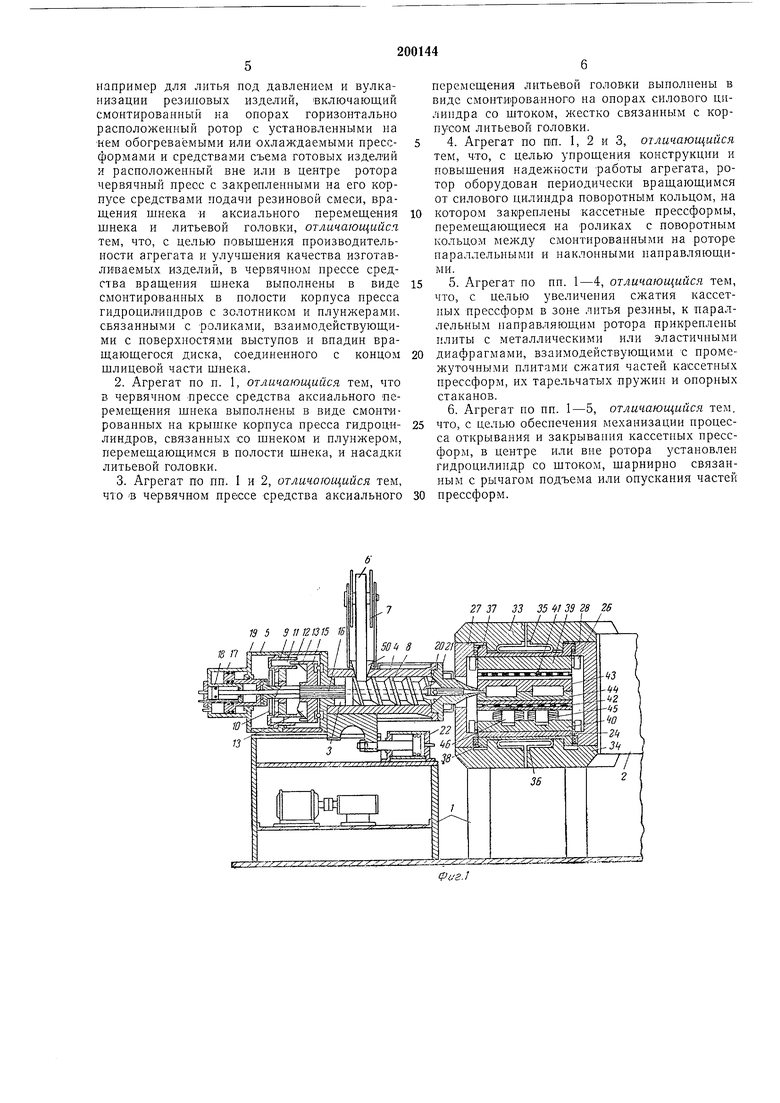
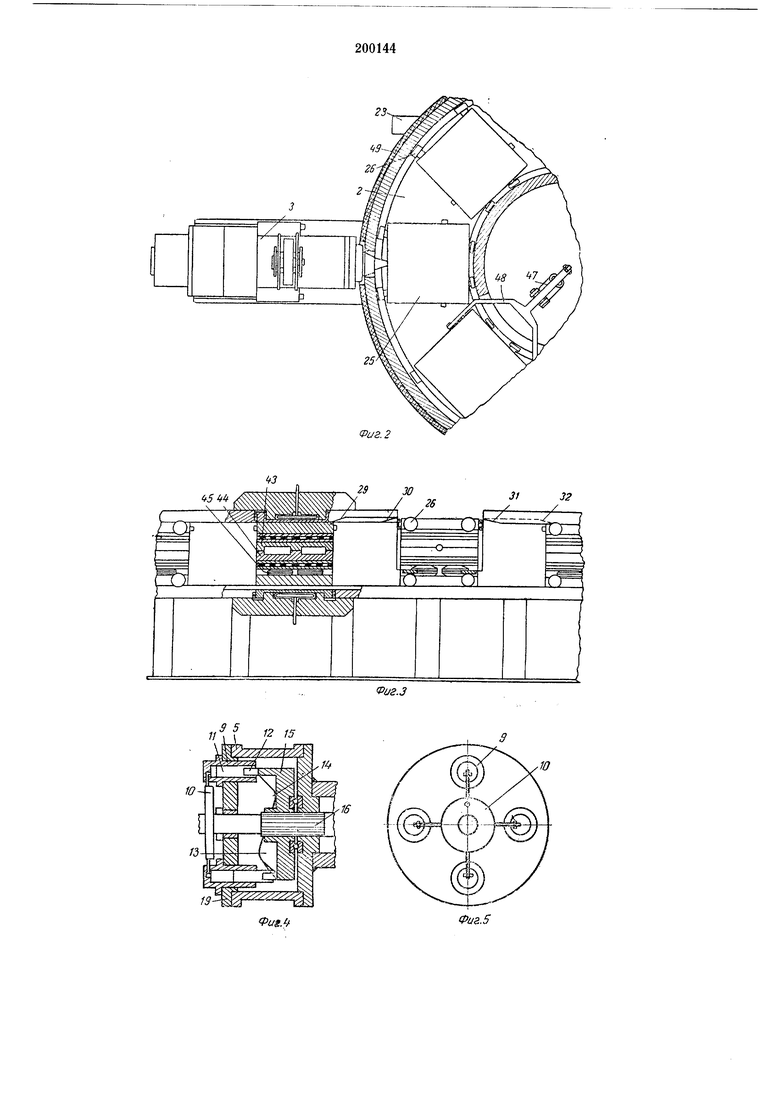
На фиг. 1 показан обш,ий вид агрегата, разрез; на фиг. 2 - агрегат в плане; на фиг. 3- часть ротора в развернутом виде; на фиг. 4 и 5 - гидроцилиндры враш;ения шнека, разрез и вид сбоку.
Агрегат включает смонтированные на опорах / горизонтально расположенный ротор 2 и размеш;енный вне или в центре ротора червячный пресс с литьевой головкой 3 и с установленными на его корнусах 4 и 5 средствами подачи ленты 6 резиновой смеси, например, с катушки 7; средствами вращения шнека 8 и аксиального перемещения шнека 8 и литьевой головки 3.
Средства вращения шнека представляют собою смонтированные в полости корпуса 5 пресса четыре или более гидроцилиндра 9 с плоским золотником W и плунжерами И, связанными с роликами 12, взаимодействующими с поверхностями выступов 13 и впадин М вращающегося диска 15, соединенного с концом шлицевой части 16 шнека 8.
Средства аксиального перемещения шнека выполнены в виде встроенных гидроцилиндров 17 и 18, размещенных на крышке 19 корпуса 5 и связанных со шнеком бис плунжером 20, перемещающимся в полости шнека 8 и насадки 21 литьевой головки 3.
Средства аксиального перемещения литьевой головки 3 представляют собою укрепленный на ОПОрах / силовой цилиндр 22 со штоком, жестко связанным с корпусом литьевой головки 3.
Ротор 2 агрегата оборудован периодически вращающимся от силового цилиндра 23 поворотным кольцом 24, на котором закреплены кассетные црессформы 25, перемещающиеся на роликах 26 с поворотным кольцом 24 между смонтированными на роторе параллельными 27 и 28 и наклонными 29, 30, 31 и 32 направляющими. На параллельных направляющих 27 И 28 закреплены плиты 33 vi 34 с металлическими или эластичными диафрагмами 35 и 36, взаимодействующими с промел уточиыми плитами 37 и 58 сжатия частей кассет 39 и 40, нагревательных плит 41 и 42, частей прессформ 43 и 44, их тарельчатых пружин 45 и опорных стаканов 46.
В центре или вне ротора 2 установлен гидроцилиндр 47 со штоком, шарнирно связанным с вильчатым рычагом 48 подъема или опускания частей прессформ 25. Ротор огражден теплоизоляционным кожухом 49.
Агрегат работает следующим образом.
Лента 6 резиновой смеси с катущки 7 ноступает через воронку 50 в корпус 4 литьевой головки 3 червячного пресса, при этом щнек 8 отходит в сторону гидроцилиндра 17. После заполнения резиной внутренней полости корпуса 4 плунжера 20, перемещаясь в сторону гидроцилиндра 18 и открывая литьевой канал, заполняет его резиной, а шнек 8, перемещаемый гидроцилиндром 17 к насадке 21, как
поршень подает резину в прессформу под давлением до 1200 кг/см. После подачи з нрессформу резииы задаиного объема нлунжер 20 под действием гидроцилипдра 18 нагнетает в прессформу небольшое количество резины под давлением до 2000 кг1см, т. е. давление впрыска смеси плунжером в прессформу может регулироваться в любых желаемых пределах и, на время накопления в корпусе 4 заданного объема резины, нерекрывает литьевой канал насадки 21.
Таким образом, шпек 8 работает непрерывно - подает резину в полость корпуса 4 и затем в прессформу, а плунжер 20 подает в
прессформу небольшие порции резины под высоким давлением и перекрывает литьевой канал насадки 21.
В момент перекрытия литьевого канала наСадки литьевая головка 3 гидроцилиндром 22
отводится от ротора и литьевого канала прессформы, при этом кольцо 24 ротора с прессформой, залитой резиной, передвигается гид роцилиндром 23 на заданный шаг углового перемещения и одновременно устанавливает
следующую нрессформу для литья резины. Затем литьевая головка 3 гидроцилиндром 22 передвигается к прессформе. Прессформы, залитые резиной, перемещаются на роликах 26 по направляющим 27 и 28 в зоны вулканиза
НИИ и выгрузки изделий.
При движении прессформ 25 по наклонным направляющим 29 и 30 происходит смыкание частей 43 и 44 прессформы с усилием сжатия до 100 т. В зоне заливки резины усилие сжатия частей прессформ может быть, при необходимости, увеличено до 500 т за счет нагнетания ж-идкости в диафрагмы 35 и 36. В этом случае ход нижней кассетной части 40 будет меняться в пределах 1 мм.
По окончании заливки резины давление в диафрагмах 35 и 36 снижается, и все прессформы, установленные на кольце 24 ротора 2, гидроцилиндром 23 передвигаются на один шаг, т. е. на величину одной прессформы.
В пределах ротора все прессформы, перемещаясь на роликах 26 в направляющих 27 н 28, сохраняют усилие сжатия иреосформ, равное усилию сжатия прессформ, входящих в зону заливки резины, под действием тарельчатых пружин 45. При сжатии нрессформ усилие свыше 100 т воспринимается опорными стакаиами 46. При перемещении по направляющим / и 52 и выходе за пределы ротора прессформы освобождаются от деистВИЯ пружин 45, после чего кассетная нрессформа поступает в зону выгрузки изделий, где верхняя часть 43 прессформы ноднимается рычагом 48 гидроцилиндра 47, изделия выталкиваются из гнезд и выгружаются в сборник съемником (на чертеже не показан), затем цикл работы агрегата новторяется.
Предмет изобретения
например для литья под давлением и вулканизации резшювых изделий, включающий смонтированный на опорах горизонтально расположенный ротор с установленными на «ем обогреваемыми или охлаждаемыми прессформами и средствами съема готовых изделий и расположенный вне или в центре ротора червячный пресс с закренленными на его корпусе средствами подачи резиновой смеси, вращения щнека и аксиального перемещения шнека и литьевой головки, отличающийся тем, что, с целью повышения производительности агрегата и улучшения качества изготавливаемых изделий, в червячном прессе средства вращения щ.нека выполнены в виде смоитирова.нных в полости корпуса пресса гидроцилиндров с золотником и плунжерами, связанными с роликами, взаимодействующими с поверхностями выступов и впадин вращающегося диска, соединенного с концом щлицевой части шпека.
2.Агрегат по п. 1, отличающийся тем, что в червячном прессе средства аксиального перемещепия шнека выполнены в виде смонтированных на крышке корпуса пресса гидроцилиндров, связанных со шнеком и плунжером, перемещающимся в полости шнека, и насадки литьевой головки.
3.Агрегат по пп. 1 и 2, отличающийся тем, что В червячном прессе средства аксиального
перемещения литьевой головки выполнены в виде смонтированного на опорах силового цилиндра со штоком, жестко связанным с корпусом литьевой головки.
4. Агрегат по пл. 1, 2 и 3, отличающийся тем, что, с целью упрощения конструкции и повыщения надежности работы агрегата, ротор оборудован периодически вращающимся от силового цилиндра поворотным кольцом, на
котором закреплены кассетные прессформы, перемещающиеся на роликах с поворотным кольцом между смонтированными на роторе параллельными и наклонными нанравляющими.
5. Агрегат по пп. 1-4, отличающийся тем, что, с целью увеличения сжатия кассетных прессформ в зоне литья резины, к параллельным направляющим ротора прикреплены плиты с металлическими или эластичными
диафрагмами, взаимодействующими с промежуточными плитами сжатия частей кассетных нрессформ, их тарельчатых пружин и опорных стаканов. 6. Агрегат по пп. 1-5, отличающийся тем.
что, с целью обеспечения механизации процесса открывания и закрываиия кассетных прессформ, в центре или вне ротора установлен гидроцилиндр со щтоком, щарнирно связанным с рычагом подъема или опускания частей
прессформ.
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ЛИТЬЕВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1970 |
|
SU259357A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ЧЕРВЯЧНЫЙ ЛИТЬЕВОЙ ПРЕСС | 1967 |
|
SU223295A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU244601A1 |
| МЕХАНИЗМ СМЫКАНИЯ И РАЗМЫКАНИЯ ЧАСТЕЙ МНОГОЭТАЖНОЙ ПРЕССФОРМЫ | 1969 |
|
SU252589A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| ЛИТЬЕВОЙ ПЛУНЖЕРНЫЙ ПРЕСС | 1969 |
|
SU244602A1 |
| АГРЕГАТ КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU204540A1 |
| ПРЕССФОРМА К ЛИТЬЕВЫМ ВУЛКАНИЗАЦИОННЫМПРЕССАМ | 1968 |
|
SU209709A1 |
| ПРЕСС ДЛЯ ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU176382A1 |
19 5 №
II nil
27 37 33 35 39 28 26
II / I I /
Фа г. 2
