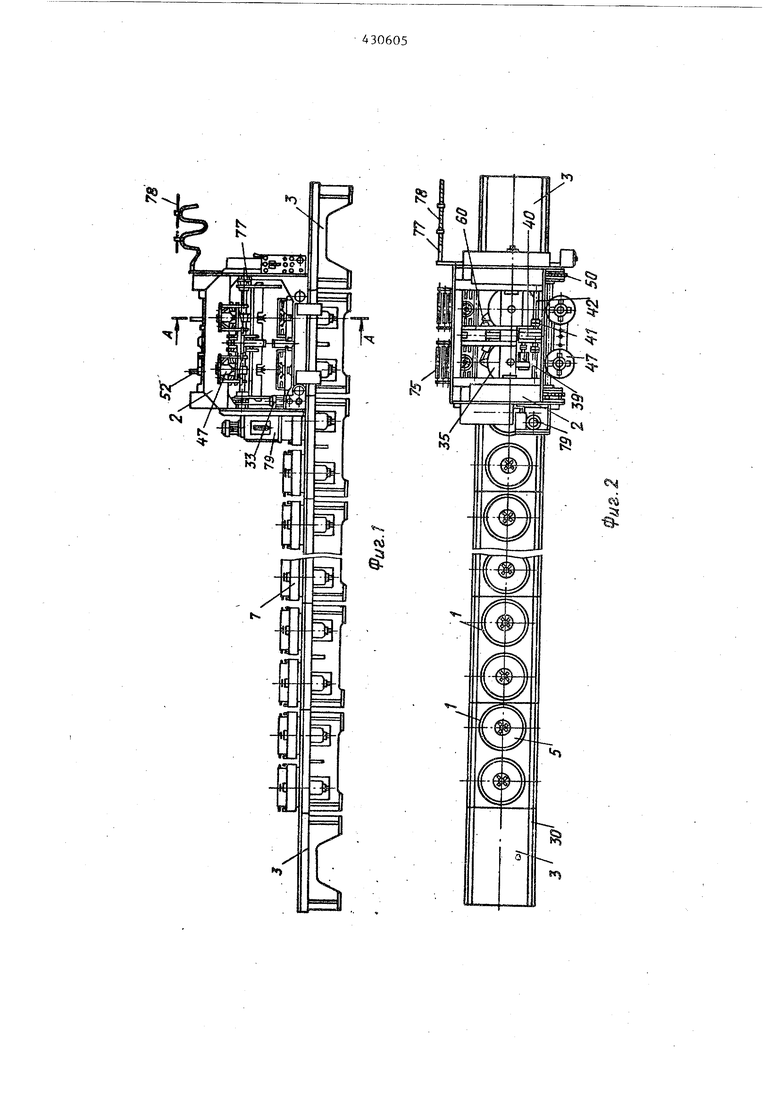
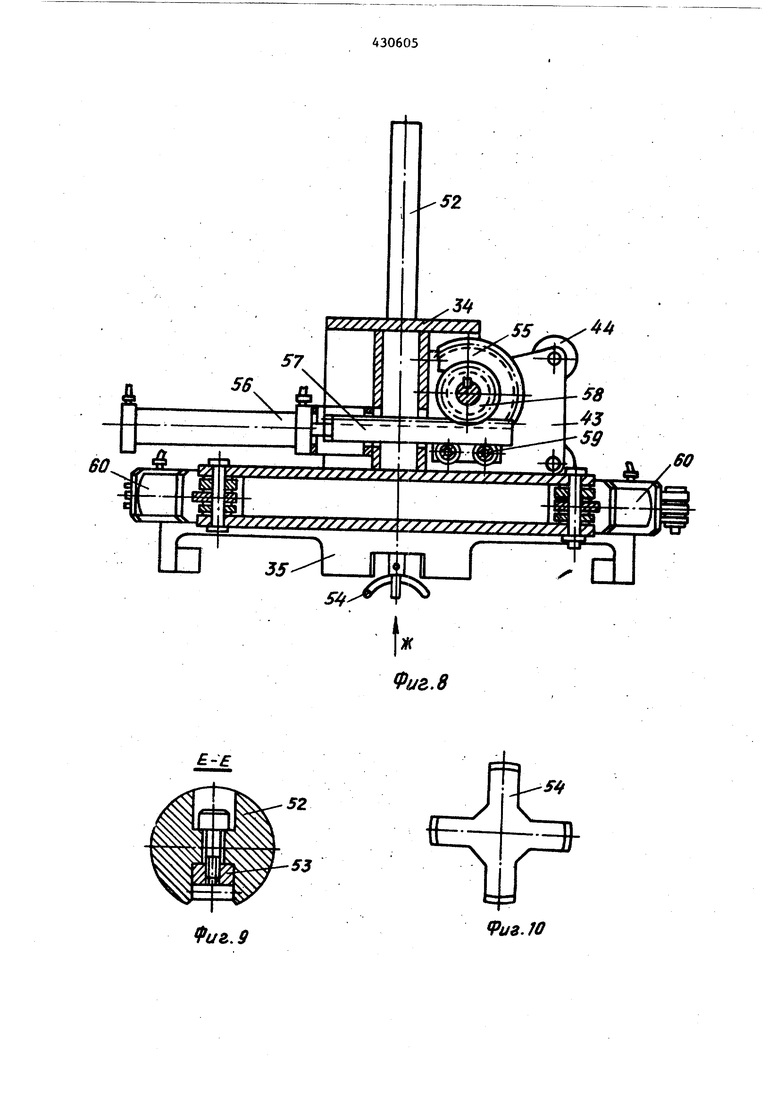
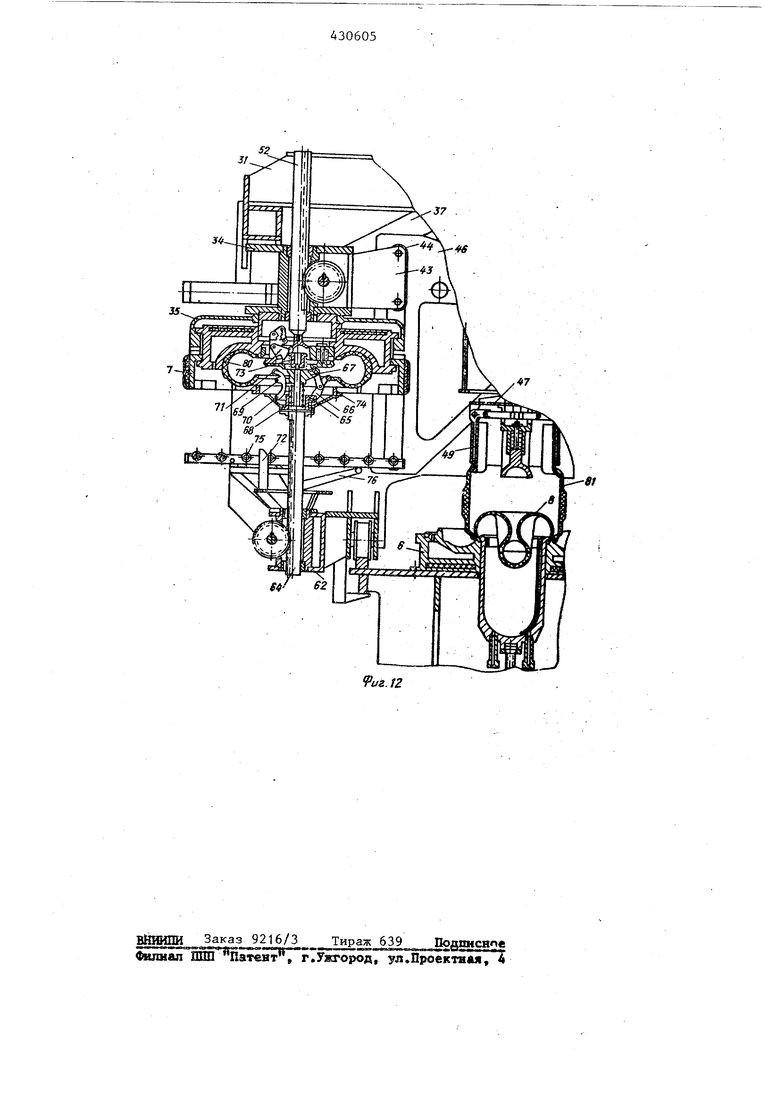
Изобретение относится к из готовлению пневматических шин и предназначено для формования и вулканизации покрышек. Известна автоматическая линия для формования и вулканизации покрышек, содержащая установленные в ряд неподвижные вулканизаторы с вер ними и нижними полуформами, запираемыми байонетными замками и имеющими убираемые в нижние цилиндрические стаканы диафрагмы, и с механизмами для удержания свулканизованных покрьшек в верхних полуформах, выполненными в виде смонтированных на подвижных основаниях радиально перемещаемых секторных захватов, взаимодействующих с толкателем для выталкивания диафрагм, и подвижньй вдоль вулканизаторов форматор - перезарядчик с устройствами для загрузки сырых и выгрузки свулканизованных покрышек. В известной автоматической линии имеется несколько толкателей для выталкивания диафрагм, которые установлены на каждом вулканизаторе, что усложняет конструкцию линии, С целью упрощения конструкции в предлагаемой автоматической линии толкатель с приводом его перемещения смонтирован на форматоре перезарядчике, а на верхней полуформе каждого вулканизатора смонтировано устройство для фиксирования секторных захватов, взаимодействующее с указанным толкателем и механизмом для выгрузки свулканизованньк покрьшек. Для предотвращения поворота толк теля и повреждения диафрагм во время выталкивания привод -перемещения толкателя выполнен в виде зубчатой рейки, укрепленной в вьшолненном на толкателе продольном пазу и взаимодействующей с шестерней, приводимой во вращение через реечную передачу от гидроцилиндра. Устройство для фиксирования секторных захватов вьтолкено.в виде шарнирно смонтированных на верхней полуформе подпружиненных защелок, /снабженных Г-образными пазами, взаимодействующими с укрепленными на подвижном основании захватов пальцами, и роликом, взаимодействую- . ,щим с толкателем. Для обеспечения возможности свободного прохода толкателя через секторные захваты и ролики подпружиненных защелок толкатель снабжен ГОЛО.ВКОЙ, выполненной в виде чашеобразной крестовины, На фиг, 1 показана предлагаемая линия, вид сбоку; на фиг, 2 - то же, вид в плане; на фиг, 3 - разрез А-А на фиг, 1, на фиг, 4 - разрез Б-Б на фиг, 3; на фиг, 5 - вид пЪ стрелке В на фиг, 3; на фиг, 6 разрез Г-Г на фиг, 3; на фиг, 7 разрез Д-Д на фиг. 6; на фиг. 8 - приводы перемещения толкателей и поворота байонетного замка; на фиг, 9 - разрез Е-Е на фиг, 3, повернуто; на фиг, 10 - вид по стрелке Ж на фиг,8; на фиг, 11 - положение толкателя и устройства для фиксирования секторных захватов в момент выталкивания диафрагм из свулканизованной покрьш1ки в цилиндрический стакан в одном из вулканизаторов; на фиг, 12то же, в момент выгрузки свулканизованной покрышки из верхней полуфор№1. Автоматическая линия содержит установленные в ряд и соедиаенные д:эуг С другом неподвижные вулканизаторы 1, подвижный вдоль них форматор-перезарядчик 2 и концевые секции 3, предназначенные для ремонта и обслуживания перезарядчика, Каждьй вулканизатор 1 (см,фиг,3) содержит установленные на станине 4 пресс-формы с верхней 5 и нижней 6 полуформами, запираемыми байойетньми замками 7, и с диафрагмой 8,, убираемой в имеющийся на нижней полуформе цилиндрический стакан 9, Для подъема стакана 9 во время замены диафрагмы служит винтовой домкрат 10, В Стакане 9 имеются, трубопроводы 11 и 12 соответственно для подачи и отвода теплоносителя и коллектор 13 для равномерной циркуляции теплоносителя в полости диафрагмы. Диафрагма 8 установлена в расточке нижней полуформы 6 и зажата верхним, буртиком стакана 9 с помощью домкрата 10, В верхней полуформе 5 установен механизм для извлечения готовых покрьшек, состоящий из корпуса 14, на котором при помощи стержней 15 подвешено подвижное основание 16 с радиально подвижными секторными захватами 17 (см,фиг, 4), отжимаемое от корпуса вниз посредством пружин 18, В расточке каждого заxв тa 17 запрессована втулка 19, взаимодействующая во время разведе ния и сведения захватов 17 со сфер ческой головкой 20 двуплечего рыча га 21, шарнирно закрепленного в корпусе 14 посредством оси 22 и имеющего на другом плече ролик 23, Захваты 17 вьтолнены со скосами Р (см, фиг. 7), направленными сверху вниз. На подвижном основании 16 в :кронштейнах 24 закреплены паль цы 25, На верхней полуформе 5 также им ется устройство для фиксирования захватов 17, выполненное в виде ша нирно смонтированных в корпусе 14 посредством осей 26 подупружиненных защелок 27, снабженных Г-образными пазами 28, взаимодействую.щими с пальцами 25 и роликами 29, Каждое устройство для фиксирования имеет две защелки.. На станине 4 каждого вулканизатора 1 имеются рельсы 30, образую1цие рельсовый путь для перезарядчи ка 2. Форматор-перезарядчик 2 содержит раму 31 с катками 32, перед ние из которых являются ведущими и приводятся в движение от моторредуктора 33, и траверсой 34 с клю чами 35 для открытия и закрытия байонетных замков 7 пресс-форм и перемещения верхних полуформ, Траверса 34 (см, фиг, 3) установлена с возможностью перемещения вертикальном и горизонтальном направлениях по Г-образным направляю щим 36 рамы 31 перезарядчика посредством двух кривошипно-шатунных механизмов, расположенных по боковым сторонам рамы 31, каждый из ко торых состоит из шатуна 37 (см, фиг. 11) и кривошипного колеса 38, Вращение кривошипных колес осущест вляется от электродвигателя 39 (см, фиг. 2) через редуктор 40, муфты 41 и валы 42, Для предотвращения поворота тра версы 34 во время перемещения на ней установлены кронштейны 43 (см. фиг, 3) с роликами 44, взаимо действующими с пазами 45 щек 46 те лежки механизма 47 для загрузки сырых покрьшек. Механизм для загрузки содержит приводимые в движение от гидроцилиндров 48 захваты 49, перемещается вместе с траверсой 34, поворачивается за счет взаимодействия шестерен 50 (см, фиг, 2) с неподвижными рейками 51 (см. фиг. 3) рамы 31 и опускается гидроцилиндром. На траверсе 34 соосно с ключами 35 (см, фиг, 3) установлены с возможностью вертикального перемещения толкатели 52, в продольных пазах которых укреплены зубчатые рейки 53 (см, фиг. 9) с тем, чтобы их зубья не выступали за габариты толкателей. На толкателях выполнен конусный переход S (см. фиг, 3), посредством которого осуществляется поворот защелок 27 и двуплечих рычагов 21. Для возможности свободного прохода толкателей через секторные захваты 17 и ролики 29 защелок они снабжены головками 54, выполненными в виде чашеобразных крестовин. Привод вертикального перемещения толкателей выполнен в виде взаимодействующих с рейками 53 зубчатых колец 55 (см. фиг, 8), установленных на общем валу, вращение которого осуществляется от неподвижно установленного на траверсе 34 гидроцилиндра 56 через рейку 57 и шестерню 58. Рейка 57 опирается на два ролика 59. Для поворота ключей 35 на траверсе ЗА установлены четыре гидроцилиндра 60. На задней балке рамы 31 форматора- перезарядчика 2 установлен механизм 61 (см. фиг. 3) для выгрузки свулканизованных покрьш1ек из верхних полуформ, содержащий раму 62, в которой установлены вертикально перемещаемые посредством зубчатых колес 63 шпиндели 64, имеющие ступицы 65 с захватами 66, связанными посредством тяг с подвижными каретками 67 с упорами. В нерабочем положении каретки 67 удерживаются пружинами 68 и снабжены фиксирующими кольцами 69, к которым постоянно прижаты защелки 70 с замковыми пазами.Защелки 70 имеют копирные ролики 71, взаимодействующие при расфиксации с неподвижными упорами 72, закрепленными на раме 62, На верхнем конце шпинделей 64 установлены подвижные относительно них подпружиненные упоры 73, предназначенные для сведения захватов 17,
На шпинделях 64 также установлены бортовые кольца 74, предотвращающие перекос и соскакивание готовых покрьшек во время извлечения их из верхних полуформ, а на раме 62 шарнирно установлены рольганги 75, поворачиваемые посредством рычагов 76 в момент сбрасьшания готовых покрьшек на отборочный транспортер (на чертежах не показан). Электропитание к форматору-перезарядчику 2 подводится посредством кабеля 77, подвешенного вдоль линии на тросе 78 (см. фиг. 1).
Питание приводных гидроцилиндров осуществляется от маслрстанции 79, установленной на раме перезарядчика 2.
Формование и вулканизация покрышек на данной линии осуществляется следующим образом.
После того как в первом вулканизаторе 1 закончится процесс вулканизации покрышек, форматор-перезарядчик 2 перемещается к нему, останавливается и фиксируется соосно с его вулканизационными пресс-формамн. Включается электродвигатель 39, и траверса 34 посредством кривошипно-шатунных механизмов опускается вниз, а ее ключи 35. надеваются на пресс-формы. При упоре фланцев ключей в верхние полуформы 5 траверса 34 останавливается.
После этого подается давление от маслостанции 79 в полости гидроцилиндров 60 и 56. Ключи 35 поворачиваются и открывают байонетные замки 7 вулканизационных прессформ 3. Одновременно с этим толкатели 52 перемещаются вниз. Их конусный переход б набегает на ролики 29 и проворачивает защелки 27. Пальцы 25 при этом выходят из зацепления с горизонтальными участками Г образных пазов 28 защелок 27, и подвк.хное основание 16 захватов 17 посредством пружин t8 отжимаются от корпуса 14 вниз до упора головок стержней 15 в корпус 14,
Толкатели 52 (фиг, 11) продол-г жают перемещаться вертикально вниз Их головки 54 упиршотся в центрирующие щары диафрагмы 8 и начинают выталкивать их из свулканизованных покрьш1ек 80 в стаканы 9, При этом
30605. 6
конусные переходы 5 толкателей 52 набегают на ролики 23 двуплечих Р1ычагов 21 и поворачивают их. Сферические головки 20 двуплечих рычагов 21, упираясь во втулки 19 захватов 17, перемещают последние в горизонтальном направлении. Захваты 17 скосами а отделяют верхний борт свулканизованной покрьш1ки 80 от диафрагмы 8 и фиксируют его на бортовом кольце верхней полуформы 5.
После выталкивания диафрагм 8 из свулканизованных покрьштек в стака5 ны 9 (фиг. 11) и открытия байонетных замков 7 вулканизованных прессформ траверса 34 с ключами 35 пер«2мещается кривошипно-шатунными механизмами вертикально вверх, под20 нрмая верхние полуформы 5 вместе с покрьшками 80, удерживаемыми захватами 17, и отводится горизонтально в позицию разгрузки. Одновременно с этим толкатели 52 перемещаются 5 вертикально вверх гидроцилиндром 56 и останавливаются в промежуточном положении,,когда их конусные пере. ходы еще не прошли ролики 23 двуплечих рчагов 21.
30 Траверса 34 при горизонтальном перемещении тянет за собой механизм 47 загрузки с помощью роликов 44. Захваты механизма загрузки 47 удерживают сырые покрьш1ки 81, сброшен35 ныв с подвесного конвейера (на чертежах не показан). Одновременно с горизонтальным перемещением производится поворот механизма загрузки 47 посредством взаимодействия шес40 терен 50 с неподвижными рейками 51 31..
После отвода траверсы 34 в позицию разгрузки (фиг. 19) начинаюг операции загрузки сырых покрьшёк 81 45 в нижние,полуформы 6 и выгрузки свулканизованных покрьшгек 80 из верхних полуформ 5. Эти операции
производятся одновременно. I
Механизм загрузки 47 опускается
вертикально вниз гидроцилиндром, опуская захватами 49 сырые покрышки 81 на бортовые кольца нижних полу форм 6, Под давлением формующего
пара диафрагмы выводятсяиз стаканов 9 и заправляются в сырые покры§ ки 31, удерживаемые захватами 49 .механизма загрузки 47. Затем захваты 49 поворачиваются гидроцилиндрами 48 внутрь, освобождая верхние борта покрьшек 81. После этого меха низм 47 поднимается вверх, а подача пара в диафрагмы прекращается. Одновременно с этой операцией шпиндели 64 (см. фиг. 12) механизма 61 выгрузки готовьк покрьшек из верхних полуформ поднимаются вертикально вверх. Подвижные упоры 73 шпинделей набегают на ролики 23 дву плечих рычагов 21, поворачивая последние, и перемещают захваты 17 к центру, освобождая верхние борта покрьш1ек 80. Шпиндели 64 продолжаю подниматься. Упоры подвижных кареток 67 набегают на подвижные основания 16 захва-1ов 17 и поднимают их вверх, преодолевая сопротивление пружин 1 В конце подъема защелки 27 пружина ми поворачиваются и взаимодействием горизонтальных участков Г-образ ных пазов с пальцами 25 фиксируют .подвижные основания 16 с захватами 17 в верхнем положении. Шпиндели 64 продолжают подниматься. Подвижные каретки 67, угшраясь через подвижные основания 16 в кор ,пус 14, сжимают пружины 68 и разjводят захваты 66 механизма 61 выгрузки, которые прижимают нижние борта покрьшек 80 к бортовым кольцам 74. В конце разведения захвато 66 защелки 70 поворачиваются и вза имодействием с фиксирующими пальца ми 69 подвижньгх кареток 67 фиксиру ют захваты 66 в разведенном положе нии. Затем щпиндели 64 опускаются вниз, Захваты 6.6 извлекают покрьш- ки 80 из верхних полуформ 5. По- крьшпси теперь удерживаются захватами 66 на боротовых кольцах 74. При дальнейшем опускании шпинделей 64 копирные ролики 71 защелок 70 набегают на упоры 72 и отжимают защелки, освобождая фиксирукицие пальцы 69 подвижных кареток 58. 67. Каретки 67 пружинами 68 возвращаются в исходное положение, сводя захваты 66 и освобождая нижние борта покрьш1ек 80. В этот момент бортовые кольца 74 нажимают на рычаги 76, которые поворачивают рольганги 75. Рольганги 75 снимают покрьш ки 80 с бортовых колец 74,. и они скатываются под собственным весом на отборочный транспортер или в установку охлаждения Сна чертежах не показаны). После этого траверса 34 перемещается в положение для закрытия, возвращая механизм Л7 загрузки в исходное положение. Затем траверса 34 опускается вниз по вертикальному участку Г-образных направляющих 36, Верхние полуформы 5 набегают на сырые покрьш1ки 81, находящиеся в нижних полуформах 6 и осаживают их, В полости диафрагм 8 при этом подается формующий пар. В конце опускания траверсы 34 верхние полуформы смыкаются с нижними и траверса останавливается. Ключами 35 производится закрытие байонетных замков 7 вулканизационных пресс-форм, после чего траверса 34 поднимается в исходное положение, а форматор-перезарядчик 2 расфиксируется и перемещается к следующему вулканизатору 1, где операции перезарядки вулканизационных пресс-форм производятся в той же последовательности, В ранее обслуженных форматоромперезарядчиком 2 пресс-формах начинается процесс вулканизации покрышек. Таким образом, форматор-переза- рядчик 2 обслуживает последовательно все входящие в линию вулканизаторы 1, после чего снова возвращается к первому вулканизатору, в прессформах которого к этому времени процесс вулканизации закончился.
Щ
IS
21
игЛ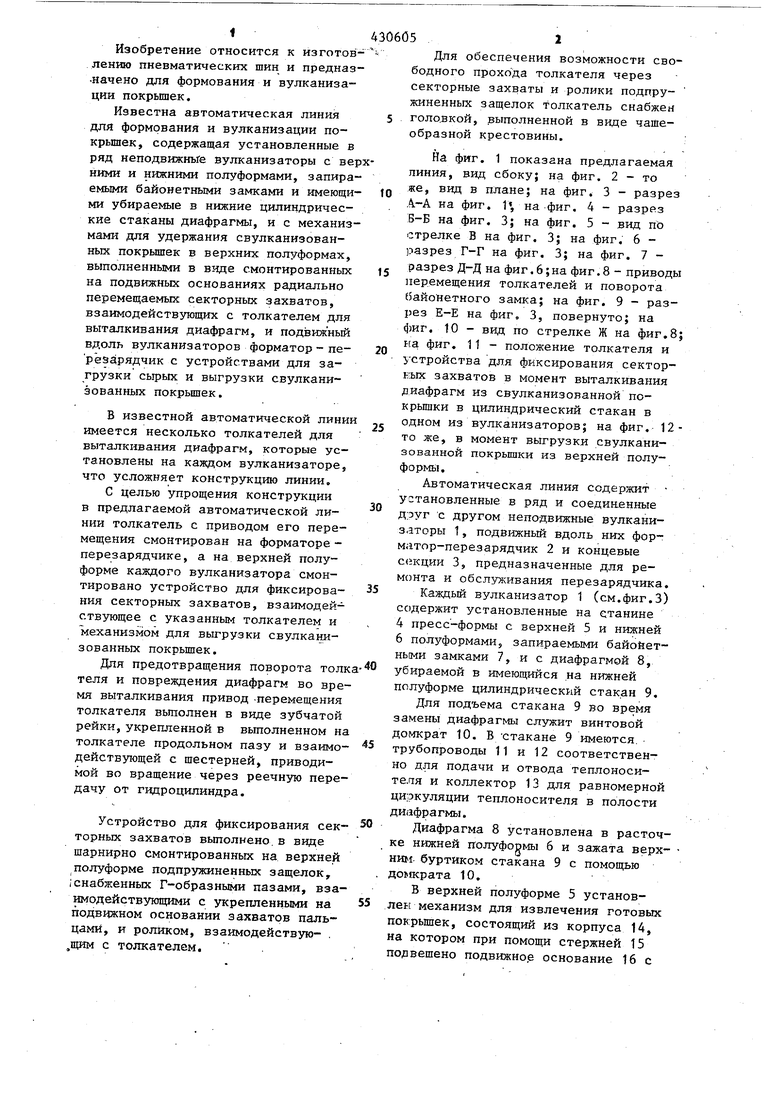



| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Устройство для перезарядки пресс-форм многопозиционного вулканизатора | 1984 |
|
SU1183383A1 |
| Форматор-перезарядчик многопозиционного вулканизатора для формования и вулканизации покрышек пневматических шин | 1985 |
|
SU1305045A1 |
| Механизм для удержания свулканизованных покрышек в верхних полуформах вулканизаторов | 1980 |
|
SU900512A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU338409A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1299037A2 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |



1. АВТОМАТИЧЕСКАЯ.ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПС- КРЫШЕЙ, содержащая установленные в ряд неподвижные вулканизаторы с верхними и нижними полуформами, запираемыми байонетными замками и име- кицими убираемые в нижние цилиндрические стаканы диафрагмы, и с ме—,хакизмами для удержания свулканизо-1 ванньгх покрьшек в верхних полуфор-.•мах, вьтолненными в виде смонтированных на подвижных•основаниях ра- диально перемещаемых секторных захватов, взаимодействующих с толкателем для выталкивания диафрагм, и подвижный вдоль вулканизаторов фор- матор-перезарядчик с устройствами для загрузки сырых и выгрузки свул- канизованных покрышек, отличающаяся тем, что, с целью упрощения конструкции, толкатель с приводом его перемещения смонтирован на форматоре-перезарядчике, а на верхней полуформе каждого вул-|Канизатора смонтировано устройстводля фиксирования секторных захватов, взаимодействующее с указанным толкателем и механизмом для выгрузки 'свулканизованных покрышек.2.Автоматическая линия по п.1, отличающаяся тем, что, с целью предотвращения поворота толкателя и повреждения диафрагм во время выталкивания, привод переме-. щения толкателя выполнен в виде зубчатой рейки, укрепленной в выполненном на толкателе продольном пазу и взаимодействующей с шестерней, приводимой во вращение через реечную передачу от гидроцилиндра.3.Автоматическая линия по п. 1, отличающаяся тем, что устройство для фиксирования секторных захватов выполнено в виде шар- нирно смонтированных на верхней полуформе подпружиненных защелок, ctta6- женных Г-образными пазами, взаимодействующими с укрепленньми на подвижном основании захватов пальцами, и роликом, взаимодействующим с толкателем.• . .4.Автоматическая линия по п..1, отличающаяся тем, что для обеспечения возможности свободного прохода толкателя через' секторные захваты и ролики подпружиненных защелок толкатель снабжен головкой, выполненной в виде чашеобразной крестови1д>&1.(Л^00оОдоСП
BitffB
23
fpu&.S
Г-Г
//////////;
д
i/e.s
Ы
27
Л П
иг7 «.f 1Ш1 ( Фиг. 8 Г
1иг.9
-s
Е
иа. 10
и&,11
52
зг
