Изобретение относится к конструкции электродов-инструментов для электроэрозионной обработки больших новерхиостей.
Известен снособ электроэрозионной обработки, по которому рабочая жидкость в зону обработки прокачивается через отверстия в электроде-инструменте.
Известен также способ обработки, по которому для улучшения условий эвакуации продуктов эрозии из рабочего промежутка рабочую жидкость прокачивают через отверстия в электроде-инструменте, а ее отсос - через отверстия в детали. Однако сверление отверстий в детали для отсоса рабочей жидкости далеко не всегда возможно, что ограничивает применение этого способа.
Цель изобретепия - сокращение пути эвакуации продуктов эрозии.
Для этого отверстия в электроде-инструменте выполнены чередующимися и расположены группами, каждая из которых связана со своим коллектором отсоса или прокачки, находящимся в теле инструмента.
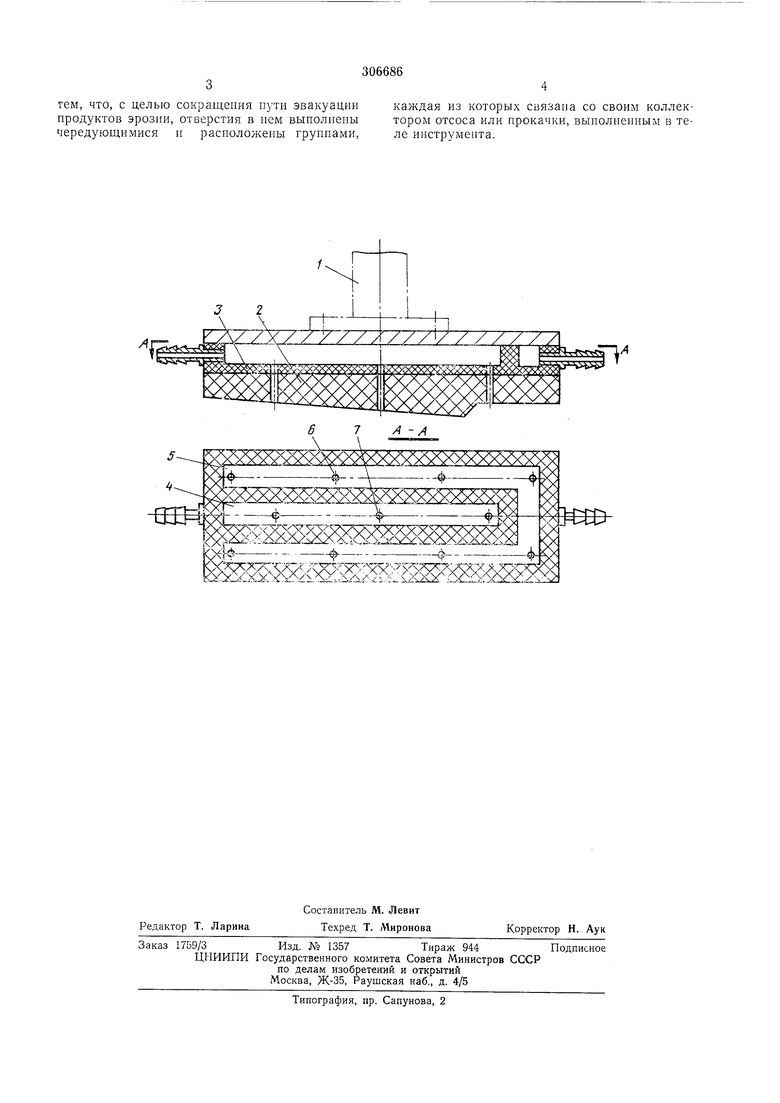
На чертеже изображен предлагаемый электрод-ипструмент с разрезом по А-А. Он содержит шпиндель 1 станка, металлическую часть 2, стиракриловую заливку 3, образующую коллектор отсоса 4 и коллектор прокачки 5 и отверстия 6, 7, соответственно прокачки и отсоса.
В процессе обработки жидкость в рабочей зоне циркулирует следующим образом: от насосной станции прокачки - в коллектор 5 прокачки и через отверстия 6 - в межэлектродный зазор.
В районе отверстий прокачки в рабочем промежутке возникают зоны повышенного давления, откуда жидкость устремляется к краю электрода и к отверстиям 7 отсоса, в зоне которых создается разрежение с помощью вакуум-насоса. Через отверстия 7 отсоса рабочая жидкость с продуктами эрозии попадает в коллектор 4 отсоса и оттуда по трубопроводу в специальный бачок, в котором вакуум-насосом создается разрежение в 300-500 мм рт. ст.
Таким образом, удаление продуктов эрозии потоком жидкости происходит не только через боковой зазор, но и через отверстия отсоса в электроде-инструменте. Такая конструкция последнего способствует сокращению тракта эвакуации продуктов эрозии, что позволяет повысить стабильность, а следовательно, п пропзводителыюсть процесса.
Предмет изобретения
тем, что, с целью сокращения пути эвакуации иродуктов эрозии, отверстия в нем выполнены чередующимися и расположены груииами,
каждая из которых связана со своим колл&ктором отсоса или прокачки, выполненным в теле инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2015 |
|
RU2596567C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1996 |
|
RU2104833C1 |
| Способ изготовления глубоких отверстий малых диаметров с повышенными точностными характеристиками в корпусных деталях, изготовляемых из деформируемых материалов | 2020 |
|
RU2751934C1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2016 |
|
RU2639201C1 |
| Способ электроэрозионной обработки фасонных поверхностей | 1982 |
|
SU1102663A1 |
| Электрод-инструмент для электроэрозионной обработки | 1985 |
|
SU1371817A1 |
| Устройство для прокачки рабочей жидкости через межэлектродный зазор | 1967 |
|
SU257644A1 |
| Устройство для электрообработки | 1985 |
|
SU1364423A1 |