с
X
KJ
113
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается электрода-инструмента для электроэрози- онной обработки.
Цель изобретения - повьшение производительности, точности и качества обработки.
На фиг.1 представлен электрод-ин- струмент для электроэрозионной обработки отверстий, общий вид; на фиг.2 схема разложения суммарной величины центробежных сил, действующих на объем жидкости в выходных и заборных отверстиях.
Электрод-инструмент 1 (фиг.1) содержит сменную головку 2, в которой выполнены торцовые 3 и боковые 4 заборные отверстия для захвата газов, центральный канал 5 и выходные отверстия 6, суммы площадей поперечного сечения которых равны между собой. Стрелка Ж показывает направление движения рабочей жидкости, а стрелка В - направление вращения электрода- инструмента. Заборные отверстия 3 и 4 сообщаются с выходными отверстиями 6 через центральный канал 5.
Угол между осями электрода-ин- струмента и выходного отверстия выбирается равным 45 и является оптимальным для газодинамических и центробежных сил, действующих на жидкость в выходном отверстии. Так, цен тробежные силы, действующие на объем жидкости в выходном отверстии, убывают от максимума до минимальной величины при изменении угла /i от 90 до О, тогда как сопротивление стен ки выходного отверстия 6 (в зависимости от наклона к оси центрального канала) газодинамическим силам падает от максимума при /i 90° до минимума при .
Электрод-инструмент работает следующим образом.
После включения привода вращения электрода-инструмента происходит вса сывалие через заборные отверстия га- зожидкостной смеси из межэлектродного промежутка, которая через центральный канал и выходные отверстия выбрасывается наружу под действием центробежных сил, возникающих при вращении электрода-инструмента.
Поскольку расход жидкости при течении по цилиндрическому каналу растет с повьш1ением величины перепада
72
давлений на входе и выходе канала, то этот расход, например, через цент- ральньм канал электрода-инструмента будет расти с повышением величины перепада давлений в точках Си D (фиг.1). При заданном режиме обработки указанный перепад давлений регулируется величиной составляющей центробежных сил, действующих на объем жидкости в выходных отверстиях. Составляющая F (фиг.2) центробежной силы F, действующая вдоль выходных отверстий, должна быть больше составляющей F J, действующей вдоль заборных отверстий. Только в этом случае обеспечивается снижение давления (разрешение) в точке С. А это, в свою очередь, возможно когда о выбирают из соотношения 0 с 45°. При о/7 45 F превышает F,, что приводит к обратному эффекту. Составляющие Fj и F действуют на стенки соответственно выходных и заборных отверстий. При каждом конкретном случае глубины диаметра отверстия
« arctg
R -
где h - высота рабочей части-, R - радиус сменной головки-, г - радиус заборного отверстия. Таким образом, в предлагаемом устройстве электрода-инструмента за счет обеспечения наибольшего перепада давлений в точках входа и выхода центрального канала электрода-инструмента под действием сил давления газов и центробежных сил создают поршневой эффект, обеспечивающий зффективную эвакуацию в обход бокового зазора продуктов эрозии из зоны обработки без дополнительной системы прокачки рабочей жидкости. При этом осуществляется устойчивый высокопроизводительный процесс точной и качественной обработки отверстий на всей глубине.
Формула изобретения
Электрод-инструмент для электроэрозионной обработки отверстия, относительно оси которого выполнены под углом поперечные каналы, о т л и ч а-- ю щ и и с я тем, что, с целью повышения производительноти, точности и качества обработки, злектрод-инструмент выполнен составным из верхней и нижней рабочих головок с глухим центральным каналом в каждой из них, причем в верхней головке выполнены расходящиеся вверх под углом 45° к оси выходные каналы, а в рабочей головке - расходящиеся вниз заборные каналы, вьтолненные под углом of с соотношением о (V Д5°, а суммы площадей поперечного сечения выходных, заборных и центрального канала равны между собой.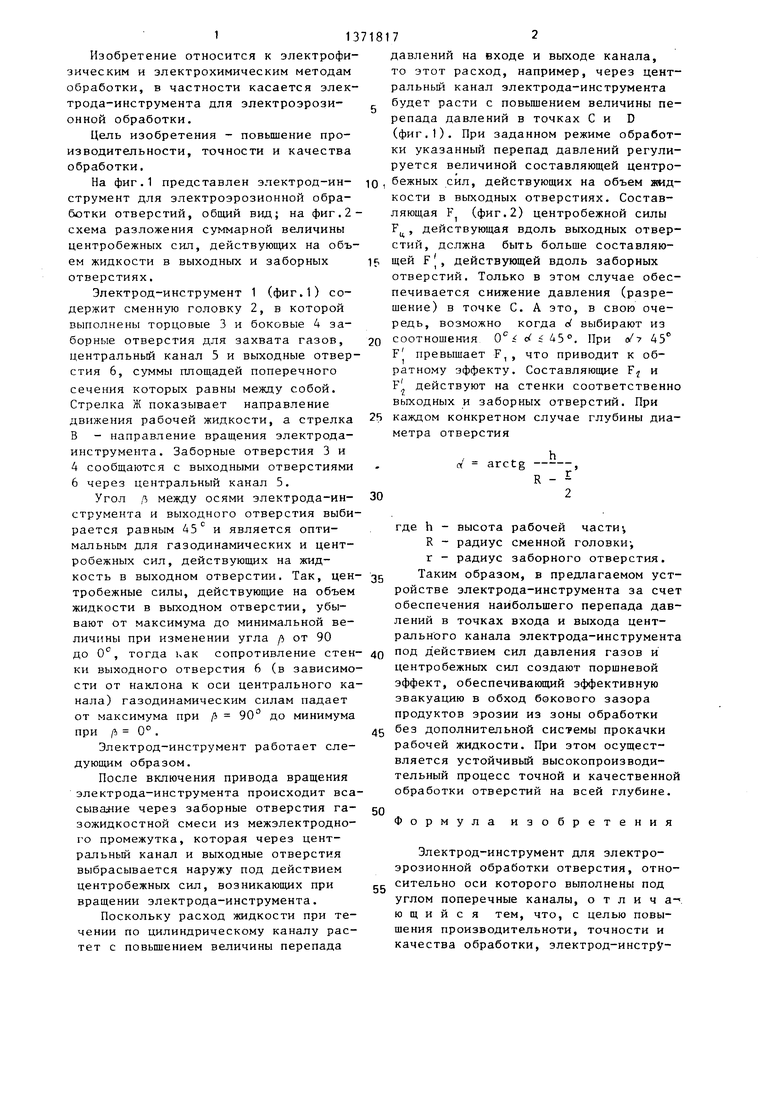
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для размерной электродуговой обработки | 1986 |
|
SU1484506A1 |
| Способ вырезной электроэрозионной обработки изделия | 2016 |
|
RU2638607C2 |
| МОТОР-РЕКУПЕРАТОР | 1992 |
|
RU2046976C1 |
| Способ электроэрозионного изго-ТОВлЕНия пАзОВ | 1979 |
|
SU829387A1 |
| Устройство для электроэрозионной обработки внутренней цилиндрической поверхности корпуса распылителя | 1983 |
|
SU1143538A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ | 1996 |
|
RU2104833C1 |
| ЭЛЕКТРОЭРОЗИОННЫЙ АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРОШИВАНИЯ ОТВЕРСТИЙ В ТЕЛАХ ВРАЩЕНИЯ | 1991 |
|
RU2032505C1 |
| Устройство для подвода смазочно-охлаждающей жидкости (сож) | 1982 |
|
SU1126390A1 |
| Устройство для электрофизической и электрохимической размерной обработки | 1977 |
|
SU764915A1 |
| Способ электрохимической обработки зубчатых колес | 1983 |
|
SU1093458A1 |

Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности к конструкциям электрода-инструмента для электроэрозионной обработки. Цель изобретения - повышение производительности, точности и качества обработки за счет создания поршневого эффекта в процессе обработки. Для этого электрод-инструмент выполняется сое тавным из верхней и нижней рабочей головок, в верхней из которых выполнены попарно выходные каналы под углом 45° к оси электрода-инструмента, а в нижней рабочей головке также попарно в вертикальной плоскости - заборные каналы, оси которых выполнены под углом о/, лежащим в диапазоне 0° 5°, причем суммы площадей поперечного сечения выходных, заборных и центрального каналов равны между собой. За счет обеспечения наибольшего перепада давлений в точках входа и выхода центрального канала электрода-инструмента под действием сил давления газов и центробежных сил создают поршневой эффект, обеспечивающий эвакуацию в обход бокового зазора продуктов эрозии и зоны обработки без дополнительной системы прокачки рабочей жидкости. 2 ил. с (Л
Ж Ж (DUZ.f
/г
фиг.2
| Авторское свидетельство СССР № 72325, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
