Известное устройство для перемещения нажимных винтов трехвалковой прокатной клети, включающее нажимные винты, привод их вращения через червячный редуктор и механизм синхронизации, обеспечивающий связь приводных валов через трансмиссии с муфтами и конические шестерни.
Для повышения точности сведения валков при прокатке периодически переменного профиля в предложенном устройстве механизм синхронизации выполнен в виде зубчатого центрального кольца, связанного через промежуточные шестерни с ведущими шестернями, насаженными на приводные валы. Для осуществления независимого перемещения нажимных винтов путем расцепления каждой промежуточной шестерни с ее ведущей опора подшипников каждой промежуточной шестерни выполнена в виде втулки, установленной на консоли с возможностью продольного перемещения.
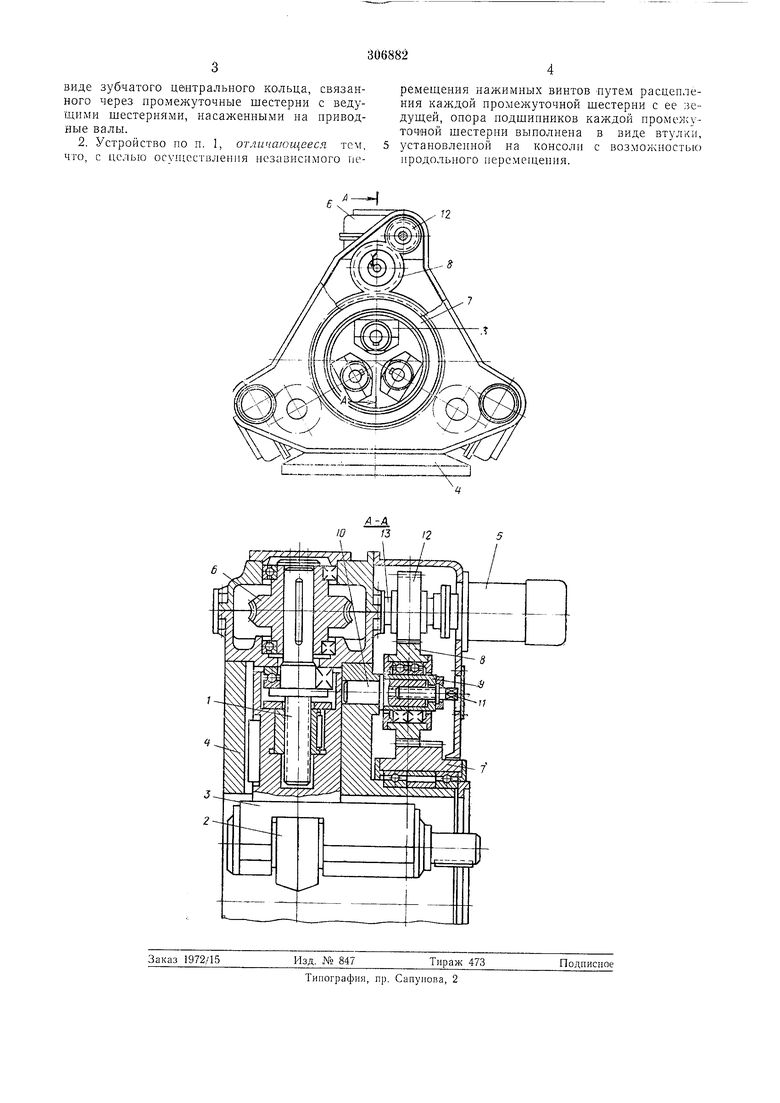
На чертеже показана трехвалковая клеть предложенного устройства.
Устройство включает нажимные винты / для каждого из трех валков 2, установленных в кассетах 3, перемещаемых в станине 4, привод вращения винтов в виде электродвигателя 5 и червячного редуктора 6 и механизм синхронизации в виде зубчатого центрального кольца 7, промежуточных шестерен 8, опора
подшипников которых выполнена в виде втулки 9, установленной на закрепленной на станине консоли 10 с возможностью продольного перемещения винтом II, связанным с консолью, и зубчатых шестерен 12, насаженных на приводные валы 13. Работает устройство следуюшим образом. Для перемещения валков 2 во время прокатки включают электродвигатели 5, от которых передается вращение через червячные редукторы 6 нажимным винтам /, а жесткая связь между шестернями 12, S и 7 обеспечивает при этом точность синхронного пере.мещения.
При независимой установке каждого валка 2 соответствующую промежуточную шестерню 8 расцепляют с приводной шестерней 12, сохраняя ее зацепление с зубчатым кольцом 7 за счет продольного перемешения винтом //
втулки 9 по консоли 10.
Предмет изобретения
1. Устройство для перемещения нажимны.х винтов трехвалковой прокатной клети, включающее нажимные випты, привод их вращения через червячный редуктор и механизм синхронизации, отличающееся тем, что, с целью повышения точности сведения валков при прокатке периодически переменного про
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ТРЕХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОДОЛЬНОЙ ПРОКАТКИ С РЕГУЛИРУЕМЫМ РАСТВОРОМ ВАЛКОВ | 2006 |
|
RU2311976C1 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| Прокатная клеть с многовалковым калибром | 1973 |
|
SU445485A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Предварительно напряженная прокатная клеть | 1977 |
|
SU654317A1 |
