Изобретение относится к обработке металлов давлением, а точнее - к устройствам для волочения.
В последние годы интенсивно развивается процесс холодной прокатки круглой стали диаметром 4 - 8 мм, ребристой арматурной стали N 4 - 12, а также шестигранной стали N 4 - 8 в двухклетевых блоках из трехвалковых клетей, при этом технология предусматривает непрерывность процесса в трехвалковых калибрах с поворотом разъемов последующего калибра на угол 60o (или 180o) относительно предыдущего. Расстояние между клетями блока должно быть по возможности минимальным.
Известна непрерывная группа проволочного стана фирмы "Kocks", состоящая из тринадцати трехвалковых клетей. Рабочая клеть выполнена в виде кассеты закрытого типа, в которой установлены составные валки под углом 120o друг к другу. Клети стана снабжены групповым приводом. В каждой клети крутящий момент от горизонтального приводного валка передается двум наклонным валам через зубчатые конические передачи. Калибр в клети образуется тремя рабочими дисками, регулировка которых невозможна ни в осевом, ни в радиальном направлениях. Диски осей укреплены на вставных осях, опирающихся на роликовые подшипники. Благодаря применению трех валков и повороту клетей на 180o относительно друг друга прокатываемая заготовка не требует кантовки [1].
Недостатком данной клети является отсутствие радиальной и осевой регулировки валков.
Известен стан с неприводными и приводными от гидромеханизма трехроликовыми клетями для производства холодной деформацией круглой и ребристой арматурной проволоки диаметром 4 - 7 мм. Стан включает стыкосварочную машину, разматыватель, два волочильных устройства, каждое с двумя неприводными трехроликовыми клетями, прокатное устройство с двумя трехвалковыми клетями с гидроприводом, моталки. Диаметр роликов 180 мм, ширина бочки 15 мм [2].
Недостатки известного стана:
- большая длина стана, что препятствует его использованию на площадях действующих волочильных станов;
- применение волочильных и прокатных устройств с гидроприводом в одной технологической линии серьезно усложняет работу персоналу цеха из-за разнотипности технологического оборудования;
- значительная стоимость стана.
Известна линия для холодной прокатки-волочения круглой и ребристой арматурной стали диаметром 4 - 12 мм, включающая разматыватель катанки с бунтов, окалиноломатель, мыльницу, два двухклетевых блока трехроликовых клетей с неприводными роликами, тянущий блок, систему снятия напряжений роликами и сматывающее устройство. Двухклетевой блок трехроликовых клетей состоит из усиленной сварной станины с двумя вертикальными стойками и встроенной панелью управления. Расстояние между осью волочения и роликом регулируется при помощи двигателя. Система управления снабжена также индикатором измерения положения роликов, что позволяет постоянно корректировать их установку. Механизированное перемещение роликов и подвижных вертикальных элементов, которые при помощи зубчатой рейки и систем валиков могут двигаться вдоль горизонтальных направляющих, устраняет необходимость применения острильного оборудования для задачи катанки в блок. Каждая вертикальная стойка состоит из трех U-образных консольных узлов с держателями роликов, установленных под углом 120o один к другому, и двигателя с редуктором. Роликовый узел закрепляется в роликодержателе при помощи пустотелой оси, соединенной с системами охлаждающей воды и смазки. Диаметр рабочих роликов 123 - 150 мм, толщина роликов - 15 - 20 мм. Масса блока 1400 кг, габариты блока - 1600х650х1600 мм [3].
Недостатки данного блока трехроликовых клетей:
- значительная масса блока, что удорожает стоимость его изготовления;
- большая длина и высота блока не позволяют устанавливать его на волочильных станах многократного волочения.
Наиболее близким к изобретению является двухклетевой блок трехроликовых клетей, содержащий основание со стойками, на которых шарнирно закреплены под углом 120o один к другому роликодержатели с неприводными роликами, а также механизмы индивидуальной и групповой радиальной регулировки роликов [4].
Использование данного блока предусматривает непрерывность процесса прокатки-волочения из бунтового металла, в связи с этим роликодержатели второй клети блока развернуты на 180o относительно предыдущей клети, при этом расстояние между клетями блока в процессе работы устанавливается минимально возможным за счет перемещения одной из клетей вдоль основания блока, что позволяет избегать установки валковой удерживающей арматуры между клетями блока.
Трехроликовая клеть блока представляет собой стойку, на которой жестко закреплена массивная круглая плита с тремя прямоугольными выступами, расположенными вблизи центра круга под углом 120o друг к другу, к которым шарнирно подвешиваются корпуса роликодержателей, кроме этого, на плите по периметру круга выполнена выточка, в которую установлено по ходовой посадке поворотное кольцо, на котором закреплены три клиновидные пластины под углом 120o друг к другу и серьга, связанная гайкой с регулировочным винтом, вращаемым электродвигателем.
В нижней части корпуса каждого роликодержателя выполнены отверстия под ось ролика и шарнир, а в верхней части корпуса установлен нажимной винт, конец которого постоянно прижат к клиновидной пластине поворотного кольца посредством пружины, прижимающей корпус роликодержателя к круглой плите. Индивидуальная радиальная регулировка положения ролика осуществляется нажимным винтом, взаимодействующим с клином поворотного кольца, при вращении винта роликодержатель поворачивается вокруг оси шарнира и тем самым изменяет положение рабочего ролика относительно оси волочения. Групповая синхронная регулировка роликов осуществляется при вращении относительно круглой плиты поворотного кольца с закрепленными на нем тремя клиньями с помощью электродвигателя регулировочного винта и серьги, установленных в верхней части клети, при этом клинья через нажимные винты одновременно поворачивают роликодержатели вокруг осей шарниров, синхронно изменяя положение роликов относительно оси волочения. Масса блока 2170 кг, габариты блока - 1700х850х1550 мм [4].
Недостатки известного устройства:
- значительные габариты и масса блока, что существенно удорожает его изготовление, а также препятствуют его использованию в условиях волочильных станов многократного волочения;
- установка минимального расстояния между клетями за счет перемещения одной из клетей вдоль основания блока значительно увеличивает длину блока;
- осуществление групповой регулировки роликов за счет вращения поворотного кольца от электродвигателя, установленного в верхней части клети, значительно увеличивает габариты блока по высоте и ширине, удорожает изготовление и эксплуатацию оборудования;
- наличие осевых люфтов в корпусе роликового узла, т.к. внутренние кольца подшипников и грязезащитные шайбы не стянуты между собой, что отрицательно сказывается на точности прокатки.
Технической задачей изобретения является уменьшение габаритов и массы двухклетевого блока трехроликовых клетей, упрощение конструкции устройства, а также повышение точности прокатываемых профилей за счет устранения осевых люфтов в роликовом узле.
Поставленная задача решается тем, что в двухклетевом блоке трехроликовых клетей, содержащем основание со стойками, на которых закреплены под углом 120o один к другому роликодержатели с неприводными роликами, а также механизм групповой радиальной регулировки роликов, согласно изобретению на стойке клети под углом 120o одна к другой закреплены три пары параллельных между собой щек с отверстиями, в которых установлены ролики на эксцентриковых осях, концы которых взаимосвязаны коническими шестернями, при этом на конце одной из эксцентриковых осей выполнен цилиндрический выступ с нарезанным на нем зубчатым венцом червячного колеса, взаимодействующим с червяком, установленным на внешней плоскости щеки роликодержателя; кроме этого, роликоподшипниковый узел смонтирован на втулке, которая фиксируется в щеках роликодержателя посредством эксцентриковой оси, при этом корпус роликового узла зафиксировал на наружном кольце двухрядного радиально-упорного роликоподшипника посредством винтов, входящих в смазочные отверстия наружного кольца подшипника, а стойки клетей связаны между собой четырьмя стяжками, при этом нижние стяжки крепятся к основанию блока.
Такое конструктивное выполнение роликодержателей и механизма групповой радиальной регулировки позволяет создать для производства круглой стали диаметром 4-8 мм, ребристой арматурной стали N 4 - 12, а также шестигранной стали N 4 - 8 компактный блок трехроликовых клетей, который можно использовать в линии волочильных станов многократного волочения, а установка роликоподшипникового узла на втулке и фиксация корпуса роликового узла на наружном кольце двухрядного подшипника позволяет устранить люфты в корпусе роликового узла и повысить точность прокатки.
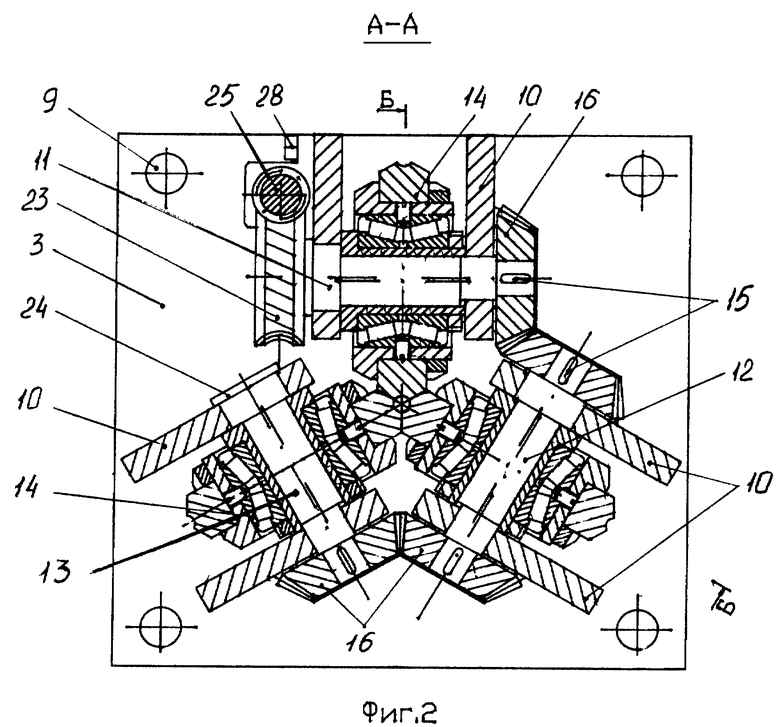
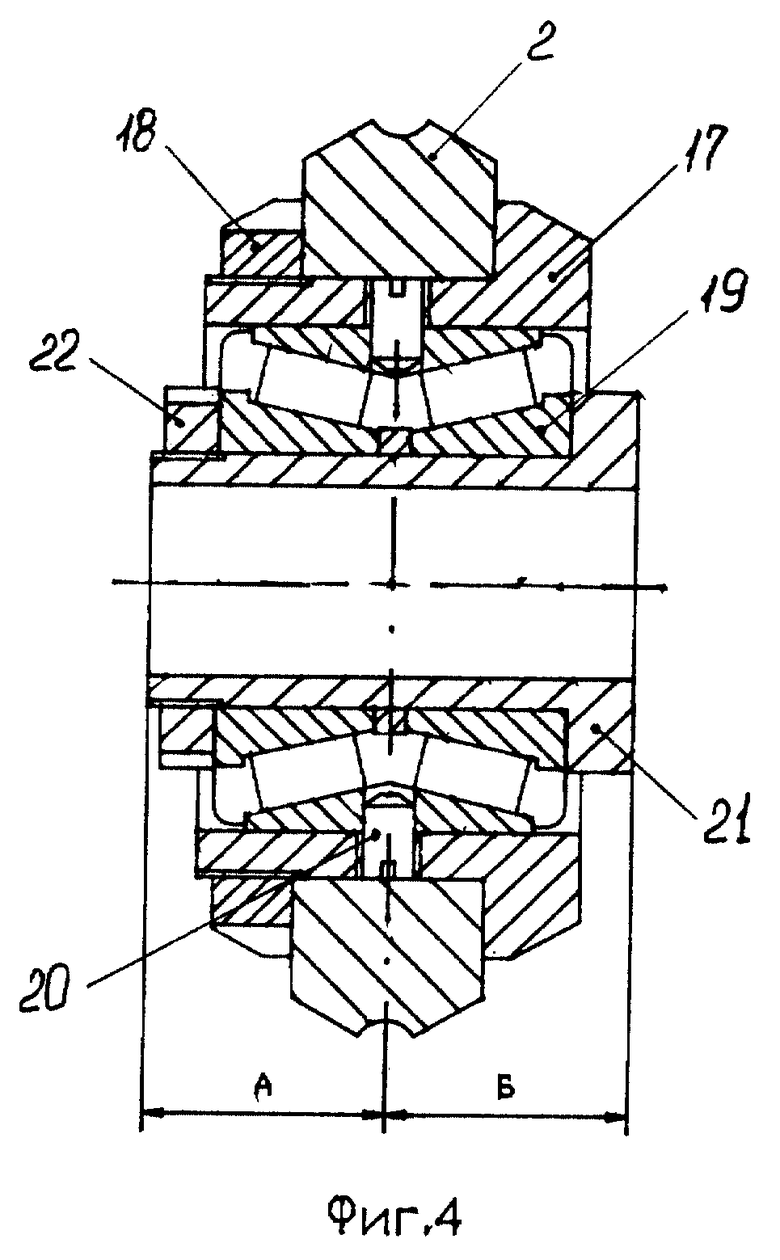
На фиг. 1 представлен двухклетевой блок трехроликовых клетей, вид сбоку, на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2, на фиг. 4 - разрез роликоподшипникового узла.
Двухклетевой блок трехроликовых клетей (фиг. 1) состоит из двух трехроликовых клетей 1 с неприводными роликами 2, расположенными под углом 120o друг к другу, при этом одна из клетей развернута относительно другой под углом 180o, стойки 3 клетей 1 соединены между собой четырьмя стяжками 4 с помощью гаек 5, а нижние стяжки 4 жестко закреплены к основанию 6 блока болтами 7.
Трехроликовая клеть 1 (фиг. 2 и фиг. 3) представляет собой стойку 3, в центре которой выполнено сквозное отверстие 8 для подвода заготовки к калибру, а по углам четыре отверстия 9 под стяжки 4. На стойке закреплены под углом 120o один к другому три пары параллельных между собой щек 10 с отверстиями под эксцентриковые оси 11, 12 и 13, на эксцентричных участках которых между щек 10 установлены роликоподшипниковые узлы 14, а на концах осей смонтированы на шпонках 15 конические шестерни 16, с помощью которых оси связаны между собой зубчатым зацеплением. Роликоподшипниковый узел 14 (фиг. 4) представляет собой ступицу 17, на которой закреплен рабочий ролик 2 посредством гайки 18. Внутри ступицы 17 смонтирован радиально-упорный конический двухрядный роликоподшипник 19 [5], наружное кольцо которого зафиксировано от осевого смещения относительно ступицы 17 винтами 20, входящими в смазочные отверстия подшипника 19, а внутренние кольца установлены на втулке 21 и закреплены гайкой 22. При этом длина втулки 21 соответствует ширине паза между щеками 10, а расстояния А и Б от середины ролика 2 до краев втулки 21 равны. На участках эксцентриковых осей 11, 12 и 13, где устанавливаются конические шестерни 16, выполнены шпоночные пазы 15. Кроме того, на наклонной оси 12 установлены две конические шестерни 16, а на осях 11 и 13 выполнены цилиндрические выступы 23 и 24, причем на цилиндрическом выступе 23 горизонтальной оси 11 нарезан зубчатый венец червячного колеса, взаимодействующий с червяком 25, установленным на двух опорах 26 и 27 и закрепленным на внешней плоскости щеки 10 болтами 28. На конце червяка 25 выполнен хвостовик 29 под ключ. При вращении червяка 25, взаимодействующего с зубчатым венцом червячного колеса, нарезанного на выступе 23 горизонтальной оси 11, последняя поворачивается вокруг оси, при этом синхронно с осью 11 поворачиваются эксцентриковые оси 12 и 13 на один и тот же угол, поскольку все они взаимосвязаны коническим зубчатым зацеплением, изменяя при этом расстояние между осью прокатки и роликами 2.
Устройство собирают следующим образом.
Один из трех предварительно собранных на втулках 21 роликоподшипниковых узлов монтируется между щек 10 на наклонной оси 12, на концах которой устанавливаются на шпонки 15 конические шестерни 16 (см. фиг. 2). Затем монтируется второй роликоподшипниковый узел на наклонной оси 13, на нижнем конце которой устанавливается на шпонке 15 шестерня 16, предварительно введенная в зацепление с нижней шестерней 16, установленной на оси 12. Таким же образом на горизонтальной оси 11 устанавливается третий роликоподшипниковый узел, а шестерня 16, устанавливаемая на ее конце, вводится в зацепление с верхней шестерней оси 12. При сборке клети эксцентрики разведены, и ролики 2 находятся в крайних верхних точках, то есть расстояние между роликами и осью прокатки должно быть максимальным. После этого червячный вал 25 с установленными на нем опорами 26 и 27 вводится в зацепление с зубчатым венцом червячного колеса, нарезанного на выступе 23 оси 11, и закрепляется болтами 28 на внешней плоскости щеки 10. После сборки клети поворотом червячного вала 25 производится установка необходимого зазора между роликами. Аналогичным образом собирается вторая клеть, после чего стойки 3 клетей соединяются четырьмя стяжками 4 с помощью гаек 5 и устанавливаются на основание 6 блока клетей и болтами 7 нижние стяжки 4 жестко крепятся к основанию 6.
После сборки блок клетей с настроенными трехроликовыми калибрами для прокатки заданного профиля передается на стан.
Двухклетевой блок трехроликовых клетей работает следующим образом.
Заготовка с разматывателя бунтового металла подается к волочильному стану, на котором установлен блок трехроликовых клетей. К переднему концу обрабатываемого рулона (катушки) с помощью стыкосварочного аппарата приваривается заправочный пруток длиной 2-3 м, при этом диаметр прутка меньше диаметра калибра второй клети. После сварки шов зачищается наждачным кругом, установленным на волочильном стане. Затем заправочный конец проводится через роликовые калибры клетей блока, захватывается клещами и с помощью тянущего барабана на малой скорости протягивают заготовку через клети блока. На выходе из блока проверяются размеры прокатанной заготовки, и если размеры сечения профиля превышают допускаемые, то при помощи механизма радиальной групповой регулировки уменьшается или увеличивается зазор между роликами. После корректировки размеров прокатываемого профиля волочильный стан разгоняется на рабочую скорость.
Предлагаемый блок трехроликовых клетей обладает следующими преимуществами перед прототипом:
1. Выполнение роликодержателей в виде закрепленных на стойке под углом 120o друг к другу трех пар щек с отверстиями, в которых установлены ролики на эксцентриковых осях, концы которых взаимосвязаны коническими шестернями, а на конце одной из осей нарезан зубчатый венец червячного колеса, взаимодействующий с червяком, установленным на внешней плоскости щеки, позволяет резко уменьшить высоту и ширину стойки и упростить механизм групповой радиальной регулировки роликов.
2. Установка роликоподшипникового узла на втулке и фиксация корпуса роликового узла на наружном кольце двухрядного радиально-упорного роликоподшипника посредством винтов, входящих в смазочные отверстия наружного кольца подшипника, позволяет устранить осевые люфты в роликоподшипниковом узле и повысить точность установки ролика относительно щек роликодержателей.
3. Соединение стоек клетей четырьмя стяжками, из которых нижние жестко закрепляются к основанию блока, позволяет устранить механизм перемещения одной из клетей и ребра жесткости на стойках и тем самым значительно уменьшить длину основания блока.
Описанные преимущества позволяют проектировать и изготовлять малогабаритные двухклетевые блоки трехроликовых клетей, которые возможно установить в условиях действующих волочильных станов многократного волочения.
Предложенное техническое решение реализовано на Череповецком сталепрокатном заводе при проектировании двухклетевого блока трехроликовых клетей, предназначенного для редуцирования порошковой проволоки диаметром 8 - 20 мм со скоростью 0,3 - 0,8 м/с. Техническая характеристика блока: диаметр роликов - 150 мм; ширина роликов - 30 мм; высота блока H = 370 мм; длина блока B = 400 мм; ширина блока - 370 мм; масса блока - 110 кг.
Источники информации
1. Точная прокатка сортовых профилей. - Чекмарев А.П., Побегайло Г.Г. - Металлургия, 1968, рис.5, с. 16-17.
2. Экспресс-информация института "Черметинформация", 1974, N 16, с. 2.
3. Жур."Сталь", N 8, 1994, с. 60-64.
4. Двухклетевой блок трехроликовых клетей конструкции ПКБ ОГМ "ЧСПЗ" черт. N 40-2442.00.000 и N 40-2442.03.000.
5. Бейзельман Р.Д. и др. Подшипники качения. Справочник.- М.: Машиностроение, 1975, с. 508-511.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149719C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2149720C1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1998 |
|
RU2152280C1 |
| РОЛИКОВАЯ ВОЛОКА | 2002 |
|
RU2216418C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| РОЛИКОВАЯ ГОЛОВКА ДЛЯ НАКАТКИ ВИНТОВОЙ ПОВЕРХНОСТИ НА КРУГЛОЙ ПРОВОЛОКЕ | 2004 |
|
RU2275980C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ | 1996 |
|
RU2110385C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПОВЕРХНОСТИ КАТАНКИ ОТ ОКАЛИНЫ | 1998 |
|
RU2149725C1 |

Изобретение относится к обработке металлов давлением, а точнее к устройствам для волочения. Сущность: двухклетевой блок трехроликовых клетей содержит основание со стойками, на которых под углом 120o одна к другой закреплены три пары параллельных между собой щек с отверстиями, в которых установлены ролики на эксцентриковых осях, концы которых взаимосвязаны коническими шестернями. На конце одной из эксцентриковых осей выполнен цилиндрический выступ с нарезанным на нем зубчатым венцом червячного колеса, взаимодействующим с червяком, установленным на внешней плоскости щеки. Стойки клетей связаны между собой четырьмя стяжками, при этом нижние стяжки крепятся к основанию блока. Изобретение обеспечивает уменьшение габаритов и массы двухклетевого блока трехроликовых клетей, упрощение конструкции, а также повышение точности прокатываемых профилей за счет устранения осевых люфтов в роликовом узле. 2 з.п. ф-лы, 4 ил.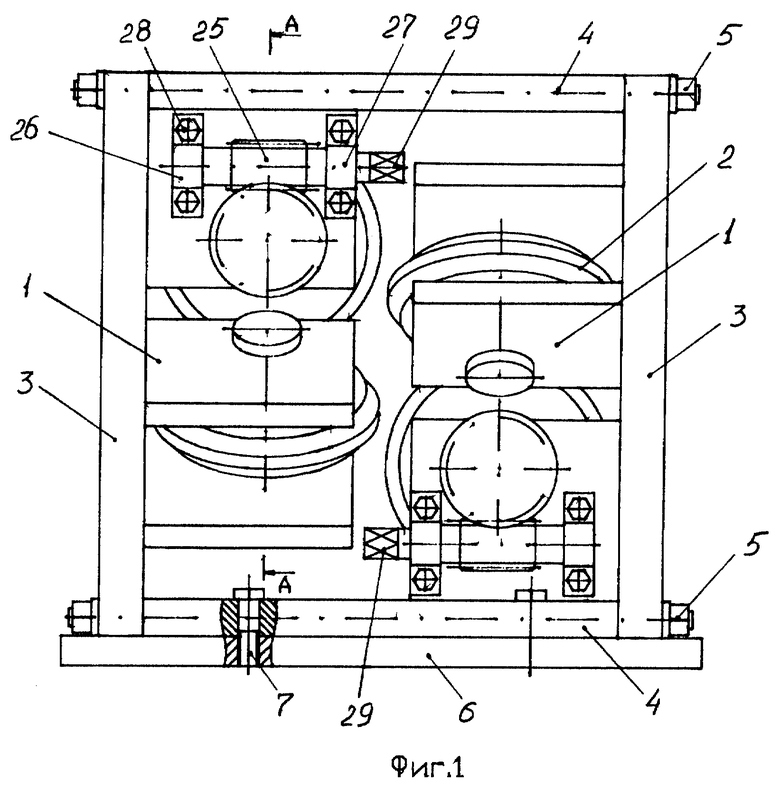
| БЕЙЗЕЛЬМАН Р.Д | |||
| и др | |||
| Подшипники качения | |||
| Справочник | |||
| - М.: Машиностроение, 1975, с | |||
| Способ выделения сульфокислот из нефтяных масел | 1913 |
|
SU508A1 |
| Чекмарев А.П., Побегайло Г.Г | |||
| Точная прокатка сортовых профилей | |||
| - Металлургия, 1968, рис | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Экспресс-информация института "Черметинформация" | |||
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Сталь | |||
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Двухклетевой блок трехроликовых клетей конструкции П КБ ОГМ "ЧСПЗ" | |||
| Черт | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |

