Известен способ строгания многолезвийным инструментом, который периодически поворачивают в конце каждого возвратно-поступательного хода.
Предлагаемый способ предназначен для обработки металлов, дерева и пластмасс многолезвийным инструментом, который поворачивают непрерывно в процессе рабочего хода. Этим достигается переменная толщина резания, обеспечивающая плавность врезания лезВИЙ, а также своеобразный рисунок на поверхности изделия, определяемый соотнощением скоростей вращения и поступательного перемещения инструмента, числом его лезвий. Способ особенно эффективен при обработке длинных поверхностей, а также поверхностей специального профиля.
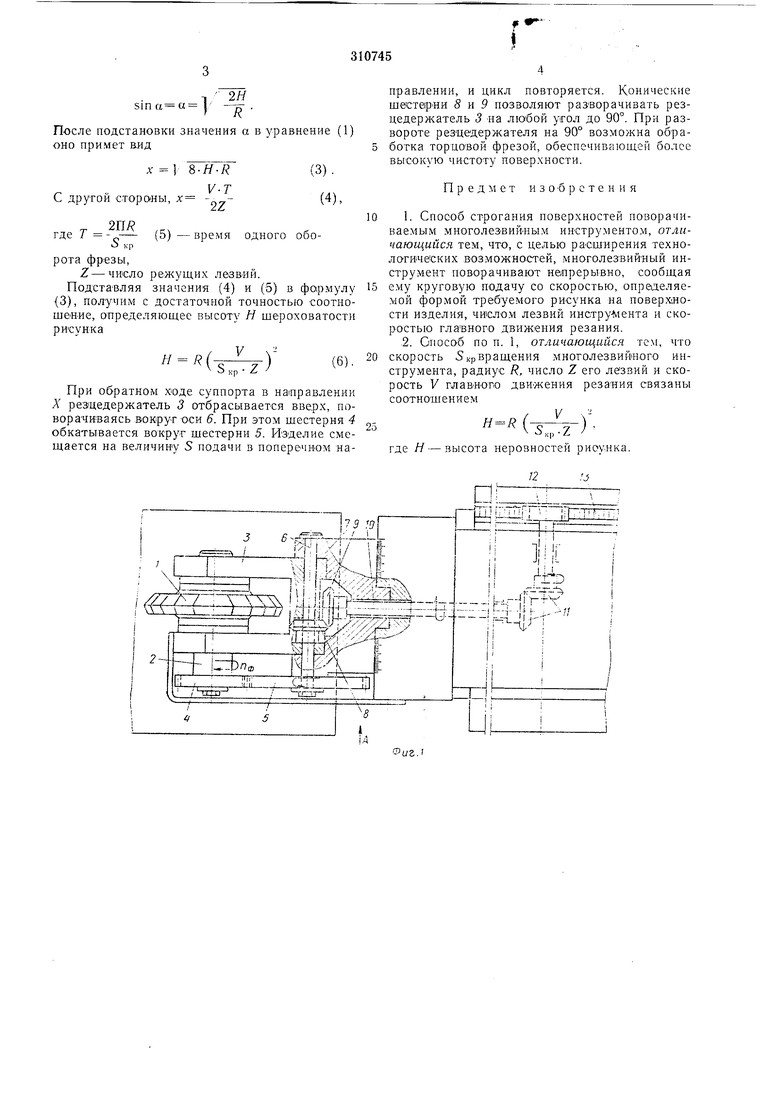
На фиг. 1 изображена схема устройства для механической обработки изделий многолезвийным инструментом на строгальном станке по описываемому способу; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство для строгания состоит из многолезвийного инструмента / (например, фрезы), закрепленного на поворотной оси 2, которая установлена в резцедержателе 3. На конце оси 2 жестко укреплена щестерня 4, находящаяся в зацеплении с колесом 5. Шестерня 4 и колесо 5 образуют сменную пару, позволяющую менять число оборотов инструмента 1. Колесо 5 жестко установлено на оси 6, служащей одновременно осью поворота резцедержателя 3 относительно головки 7 суппорта строгального станка. На оси 6 закреплена коническая щестерня 8, находящаяся в зацеплении с конической щестерней 9 центрального вала 10, связанного через аналогичную коническую пару// с реечной шестерней 12, находящейся в зацеплении с неподвижной рейкой 13.
При движении суппорта строгального станка в направлении стрелки со скоростью V реечная щестерня 12 обкатывается по неподвижной рейке 13 и передает вращение через зубчатую передачу фрезе / в направлении стрелки Sкр, Зубья фрезы 1 описывают в относительном движении к заготовке циклоиду, уравнение которой имеет вид
sma+Ra(1)
cosa(2),
где R - радиус режущего лезвия, а - текущий угол поворота.
Из условия получения минимально допустимой величины Я щероховатости определяются координаты точки Б пересечения двух циклоид, образованных соседними лезвиями:
.Я.I 2Н Я2
cosa 1- „-: sina - jii- .
R После подстановки значения а в уравнение (1) оно примет вид X 1 8-H-R V-T С другой стороны, х 27 где Г - - (5) -время одного оборота фрезы, Z - число режущих лезвий. Подставляя значения (4) и (5) в фо1рмулу (3), получим с достаточпой точностью соотношение, определяющее высоту Н шероховатости рисунка () При обратном Ходе суппорта в на правлении X резцедержатель 3 отбрасывается вверх, поворачиваясь вокруг оси 6. При этом шестерня 4 обкатывается вокруг щестерни 5. Изделие смещается на величину S подачи в поперечном направлении, и цикл повторяется. Конические шестар-ни 8 н 9 позволяют разворачивать резцедержатель 3 «а любой угол до 90°. При развороте резцедержателя на 90° возможна обработка торцовой фрезой, обеспечивают ей оолее высокую чистоту поверхности. Предмет изобретения 1. Способ строгания поверхностей поворачиваемым многолезвийным инструментом, отличающийся тем, что, с целью расширения технологических возможно-стей, многолезвий-ный инструмент поворачивают не/прерывно, сообщая ему круговую подачу со скоростью, опраделяемой формой требуемого рисунка на поверхности изделия, числом лезвий инстру-мента и скоростью главного движения резания. ,2. Способ по п. 1, отличающийся тем, что скорость 5 кр вращения многолезвийиого инструмента, радиус R, число Z его лезвий и скорость У главйото движения резания связаны соотношением b-;;rz) где Я-высота неровностей рисунка. 12.J
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ СО СНЯТИЕМ СТРУЖКИ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1970 |
|
SU261865A1 |
| УСТРОЙСТВО для ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ НА СТРОГАЛБНОМ СТАНКЕ | 1970 |
|
SU279301A1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Приспособление для обработки квадратных валов | 1940 |
|
SU61230A1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2392096C2 |
| УСТРОЙСТВО для КОПИРОВАЛЬНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU302176A1 |
| Способ строгания бронзовой плиты | 2019 |
|
RU2699350C1 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
| Головка строгальная | 1984 |
|
SU1172654A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |

